Изобретение относится к текстильной промышленности и может быть использовано на ленточных машинах, содержащих вытяжной прибор с двумя и более зонами вытягивания.
Известен способ выравнивания волокнистого материала при его вытягивании (утонении) в двухзонном вытяжном приборе ленточной машины, содержащем три последовательно распложенные одна за другой вытяжные пары с цилиндром и нажимным валиком (Техническое описание по монтажу, наладке и экслуатации ленточной машины Л2-50-2М, завод "Пензтекстильмаш", Пенза, 1989).
Между линиями зажимов первого по ходу движения волокнистого материала вытяжного цилиндра с валиком и второго вытяжного цилиндра с нажимным валиком располагается первая зона вытягивания, между линиями зажимов второго цилиндра и третьего цилиндра с валиком располагается вторая зона вытягивания. Вытяжные цилиндры кинематически жестко соединены между собой шестернями, а один из цилиндров кинематически жестко соединен электродвигателем привода. В кинематическую цепь между цилиндрами включены сменные шестерни с различным числом зубьев. Вытягивание (утонение) волокнистого материала осуществляется в зонах вытягивания последовательно за счет разности окружных скоростей вытяжных пар так, что:
V1<V2<V3,
где V1 - окружная скорость первого по ходу материала вытяжного цилиндра;
V2 - окружная скорость второго вытяжного цилиндра;
V3 - окружная скорость третьего вытяжного цилиндра.
Величина вытяжки в первой зоне вытягивания e1=V2/V1; во второй зоне вытягивания e2= V3/V2, а величина общей вытяжки в процессе вытягивания (утонения): E=e1•е2=V3/V1.
В ленточных машинах волокнистым материалом является холстик, состоящий из 6-8 волокнистых лент, который вытягивают (утоняют) до толщины одной ленты в двух зонах вытягивания трехцилиндрового вытяжного прибора. Для этого сменными шестернями устанавливают, например, e1=2(V2=2V1), а e2=3÷4(V3=3V2 или V3=4V2). В случае сложения холстика из 6 лент (Е=(V2/V1)•(V3/V2)= (2V1/V1)•(6V1/2V1)=6) холстик вытягивают в 6 раз. В случае сложения холстика из 8 волокнистых лент (Е=(V2/V1)•(V3/V2)=(2V1/V1)•(8V1/2V1)=8) холстик вытягивают в 8 раз.
В процессе вытягивания неровнота волокнистого материала (неравномерность его толщины) пропорциональна квадрату величины вытяжки. Поэтому в двухзонном вытяжном приборе (Е1=2 и Е2=4) при вытягивании холстика из 8 лент неравномерность по толщине волокнистой ленты после вытягивания более чем в 4 раза меньше по сравнению с однозонным вытяжным прибором, где e=E=(V2/V1)= (8V1/V1)=8. Из-за этого однозонные вытяжные приборы с двумя вытяжными парами цилиндр-вытяжной валик невозможно использовать. Такие вытяжные приборы не имеют практического применения.
На основании вышеизложенного в известном способе при отклонении толщины вытягиваемого материала выше нормы, например при обрыве одной из лент, составляющих холстик, машину останавливают, подбирают по числу зубьев нужные сменные шестеренки для требуемой вытяжки между цилиндрами, устанавливают их в передачи, после чего запускают машину. Недостатками такого способа являются:
- невозможность непрерывного автоматического выравнивания вытягиваемого материала без останова машины;
- поскольку изменение вытяжки осуществляют кинематически (изменением скорости вращения и, следовательно, окружной скорости цилиндров) изменением передаточного отношения между цилиндрами, то требуется большое число сменных шестерен, что увеличивает трудоемкость обслуживания вытяжного прибора.
Известен способ автоматического выравнивания волокнистого материала при его вытягивании в многозонном вытяжном приборе текстильной машины, согласно которому изменяют вытяжку в первой по ходу движения волокнистого материала зоне вытягивания путем преобразования толщины волокнистого материала перед вытягиванием в вытяжку и одновременно кинематически изменяют вытяжку в последней по ходу движения зоне вытягивания путем преобразования в вытяжку толщины вытянутого волокнистого материала вначале электрически, а затем кинематически (DE 3205880 А1, 25.08.1983).
Данный известный способ является сложным и энергоемким из-за наличия дополнительного третьего электродвигателя со своим блоком управления частотой вращения; сложность выполнения операции кинематического управления третьим электродвигателем, нелинейности всех электромагнитных процессов преобразования сигнала с датчика в сигнал управления и далее в изменение скорости не позволяет точно и адекватно кинематически управлять вытягиванием.
Задачей изобретения является созданием способа автоматического выравнивания волокнистого материала при его вытягивании в многозонном вытяжном приборе текстильной машины, обеспечивающего получение технического результата, состоящего в снижении его энергоемкости и повышении точности управления вытягиванием.
Этот технический результат в способе автоматического выравнивания волокнистого материала в многозонном вытяжном приборе текстильной машины, согласно которому изменяют вытяжку в первой по ходу движения волокнистого материала зоне вытягивания путем преобразования толщины волокнистого материала перед вытягиванием в вытяжку и одновременно кинематически изменяют вытяжку в последней по ходу движения зоне вытягивания путем преобразования в вытяжку толщины вытянутого волокнистого материала вначале электрически, а затем кинематически, достигается тем, что в первой по ходу движения волокнистого материала зоне вытягивания вытяжку изменяют параметрически путем преобразования в вытяжку толщины волокнистого материала перед его вытягиванием.
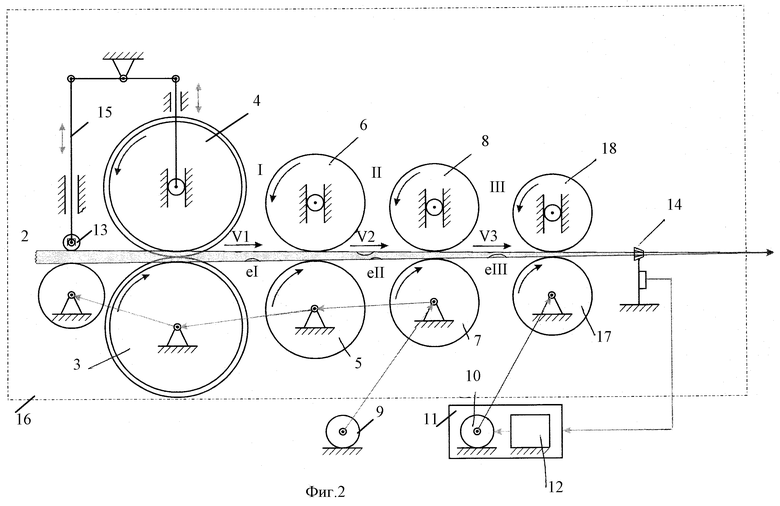
Сущность изобретения поясняется чертежами, где на фиг.1 приведена схема реализации заявленного способа в двухзонном вытяжном приборе; на фиг.2 - то же, в трехзонном вытяжном приборе.
В двухзонном вытяжном приборе 1, например ленточной машины, последовательно по ходу движения волокнистого материала 2 расположены три вытяжные пары: первая - вытяжной цилиндр 3 с нажимным валиком 4, вторая пара - вытяжной цилиндр 5 с нажимным валиком 6 и третья пара - вытяжной цилиндр 7 с нажимным валиком 8 (фиг.1). Цилиндры 3 и 5 кинематически жестко соединены между собой с возможностью вращения, а, например, цилиндр 5 кинематически жестко соединен с электродвигателем 9. Цилиндр 7 кинематически жестко соединен с электродвигателем 10 управляемого привода 11, в который помимо электродвигателя входит блок управления 12. В вытяжном приборе 1 перед цилиндром 3 установлен датчик 13 толщины волокнистого материала 2 перед вытягиванием и после цилиндра 7 - датчик 14 толщины волокнистого материала 2 после вытягивания. Датчик 13 пружинно-рычажной системой 15 соединен с осью валика 4 с возможностью перемещения оси валика 4 в направлении, противоположном перемещению датчика 13. Датчик 14, например пьезодатчик, электрически соединен с блоком управления 12. Окружные скорости V1 и V2 соответственно цилиндров 3 и 5 постоянны, но (V2>V1), постоянная составляющая вытяжки e1 в первой зоне вытягивания I равна e1=V2/V1.
При отсутствии электрического сигнала с датчика 14 или при постоянной величине сигнала окружная скорость V3 цилиндра 7 также постоянна, но V3>V2, и постоянная составляющая вытяжки eII во второй зоне вытягивания II равна: eп=V3/V2.
Цилиндр 3 и валик 4 выполнены в виде цилиндрических зубчатых колес, взаимодействующих с волокнистым материалом 2 между ними.
В трехзонном вытяжном приборе 16 цилиндры 3, 5 и 7 соединены между собой кинематически жестко. Третий цилиндр 7 кинематически жестко соединен с электродвигателем 9, а четвертый цилиндр 17, образующий с валиком 18 четвертую пару, кинематически жестко соединен с электродвигателем 10 управляемого привода 11. В этом случае окружные скорости V1, V2, V3 цилиндров 3, 5 и 7 постоянны (V3>V2>V1), постоянная составляющая вытяжки e1 в первой зоне вытягивания I равна: e1= V2/V1, во второй зоне вытягивания II вытяжка равна eII= V3/V2 - всегда постоянна. При отсутствии электрического сигнала с датчика 14 или при постоянной величине этого сигнала окружная скорость V4 цилиндра 17 также постоянна, но V4>V3. В этом случае постоянная составляющая вытяжки еIII в третьей зоне вытягивания III равна: eIII=V4/V3.
Заявленный способ автоматического выравнивания волокнистого материала в многозонном вытяжном приборе текстильной машины, например ленточной машины, осуществляют следующим образом.
В процессе вытягивания волокнистого материала 2, например холстика, на питании ленточной машины происходит постепенное его утонение (уменьшение его толщины) последовательно в зонах вытягивания I и II двухзонного вытяжного прибора (фиг.1) или в зонах I, II и III трехзонного вытяжного прибора (фиг. 2). Датчик 13, взаимодействуя с волокнистым материалом 2 перед цилиндром 3, непрерывно преобразует толщину волокнистого материала 2 перед вытягиванием в перемещение оси валика 4, изменяя межосевое расстояние между цилиндром 3 и валиком 4. При уменьшении толщины волокнистого материала 2 датчик 13 опускается вниз, рычажно-пружинная система перемещает ось валика 4 вверх, увеличивая зазор между зубьями цилиндра 3 и валика 4. Зубьями захватывается большее количество волокнистого материала 2 и большее количество его подается в зону вытягивания I. При постоянной кинематической вытяжке e1 увеличение количества волокнистого материала 2, подвергаемого вытягиванию, приводит к уменьшению интенсивности вытягивания (утонения) волокнистого материала. При увеличении толщины волокнистого материала перед вытягиванием датчик 13 перемещается вверх, одновременно перемещая ось валика 4 вниз, и зазор между зубьями уменьшается. Зубьями цилиндра 3 и валика 4 захватывается меньшее количество волокнистого материала и меньшее количество его подается в зону вытягивания I. При постоянной кинематической вытяжке e1 уменьшение количества волокнистого материала, подвергаемого вытягиванию, увеличивает интенсивность вытягивания (утонения) волокнистого материала.
Таким образом, при увеличении (уменьшении) толщины волокнистого материала перед первой вытяжкой парой уменьшается (увеличивается) параметр - количество волокнистого материала, поступающего в зону вытягивания I, и тем самым автоматически и непрерывно происходит выравнивание волокнистого материала параметрическим изменением вытяжки в первой по ходу волокнистого материала зоне вытягивания.
В последней зоне вытягивания: во второй зоне II двухзонного вытяжного прибора (фиг.1) или в третьей зоне III трехзонного вытяжного прибора (фиг.2) изменение ±ΔeIII вытяжки eIII осуществляется кинематическим изменением частоты вращения электродвигателя 10 управляемого привода 11. При этом меняется и окружная скорость V3=V3±ΔV3 или V4=V4±ΔV4. Здесь датчик 14, размещенный после цилиндра 7 (фиг.1) или после цилиндра 17 в трехзонном вытяжном приборе (фиг. 2), преобразует толщину волокнистого материала после вытягивания в электрический сигнал, эквивалентный толщине. С увеличением толщины волокнистого материала после вытягивания, например ленты, на выпуске ленточной машины возрастает электрический сигнал (ток или напряжение) датчика 14 и увеличивается также и величина управляющего сигнала с блока управления 12 на электродвигатель 10, в результате чего возрастает частота его вращения и окружная скорость цилиндра 7 (фиг.1) или цилиндра 17 (фиг.2), следовательно, увеличивается вытяжка в последней зоне вытягивания и толщина волокнистого материала, например ленты, уменьшается до заданных пределов. При уменьшении толщины волокнистого материала (ленты) после вытяжного прибора величина управляющего электрического сигнала уменьшается, уменьшается в конечном итоге V3 (V4) и, соответственно, уменьшается также eII (eIII) и толщина волокнистого материала на выпуске возрастает до заданных пределов.
Таким образом, при увеличении (уменьшении) толщины волокнистого материала после вытягивания кинематически увеличивается (уменьшается) величина вытяжки в последней зоне вытягивания. Тем самым автоматически непрерывно происходит выравнивание волокнистого материала после вытягивания кинематическим изменением вытяжки в последней по ходу волокнистого материала зоне вытягивания.
Полное выравнивание волокнистого материала в процессе его вытягивания в многозонном вытяжном приборе, повышение точности и быстродействия при реализации заявленного способа обеспечивается за счет того, что:
- выравнивание параметрическим изменением вытяжки осуществляется в первой по ходу перемещения волокнистого материала зоне вытягивания, то есть в области малых скоростей, поскольку в вытяжку в первой зоне преобразуется толщина волокнистого материала перед вытягиванием, то уменьшаются длина, громоздкость и инерционность системы преобразования в виде пружинно-рычажной системы;
- поскольку выравнивание осуществляется и по толщине волокнистого материала перед вытягиванием, и по толщине уже вытянутого волокнистого материала, то резко возрастает точность выравнивания;
- выравнивание кинематическим изменением вытяжки в последней зоне вытягивания позволяет обеспечить точное выравнивание волокнистого материала, поскольку предварительное точное выравнивание осуществляется в первой зоне параметрически.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО ВЫРАВНИВАНИЯ ВОЛОКНИСТОГО МАТЕРИАЛА В ОДНОЗОННОМ ВЫТЯЖНОМ ПРИБОРЕ | 2001 |
|
RU2213174C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ВЫТЯГИВАНИЕМ ВОЛОКНИСТОГО ХОЛСТИКА В ВОЛОКНИСТУЮ ЛЕНТУ НА МНОГОВЫПУСКНОЙ ЛЕНТОЧНОЙ МАШИНЕ | 2001 |
|
RU2213172C2 |
| СТОЛИКОВОЕ ПИТАЮЩЕЕ УСТРОЙСТВО ЛЕНТОЧНОЙ МАШИНЫ | 2001 |
|
RU2213816C2 |
| ВЫТЯЖНОЙ ПРИБОР ЛЕНТОЧНОЙ МАШИНЫ | 1992 |
|
RU2049833C1 |
| СПОСОБ УТОНЕНИЯ ВОЛОКНИСТОГО ПРОДУКТА И ВЫТЯЖНОЙ ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023067C1 |
| АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР ЛИНЕЙНОЙ ПЛОТНОСТИ ВОЛОКНИСТОЙ ЛЕНТЫ | 2002 |
|
RU2207412C1 |
| Вытяжной прибор текстильной машины | 1984 |
|
SU1227728A1 |
| ЛЕНТОЧНАЯ МАШИНА | 1968 |
|
SU217246A1 |
| СПОСОБ ПЕРЕРАБОТКИ ВОЛОКНИСТОГО МАТЕРИАЛА | 1991 |
|
RU2044805C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ | 1999 |
|
RU2144576C1 |
Способ может быть использован для автоматического выравнивания волокнистого материала в многозонном вытяжном приборе текстильной машины с несколькими зонами вытягивания, например с двумя или тремя зонами вытягивания, и позволяет получить технический результат, состоящий в упрощении способа, снижении его энергоемкости и повышении точности управления вытягиванием. Согласно способу изменяют вытяжку в первой по ходу движения волокнистого материала зоне вытягивания путем преобразования толщины волокнистого материала перед вытягиванием в вытяжку и одновременно кинематически изменяют вытяжку в последней по ходу движения зоне вытягивания путем преобразования в вытяжку толщины вытянутого волокнистого материала вначале электрически, а затем кинематически. В первой по ходу движения волокнистого материала зоне вытягивания вытяжку изменяют параметрически путем преобразования в вытяжку толщины волокнистого материала перед его вытягиванием. 2 ил.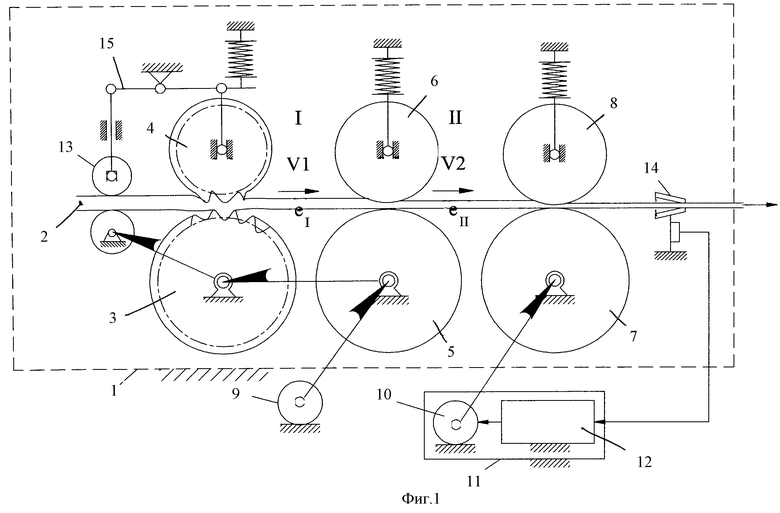
Способ автоматического выравнивания волокнистого материала в многозонном вытяжном приборе текстильной машины, согласно которому изменяют вытяжку в первой по ходу движения волокнистого материала зоне вытягивания путем преобразования толщины волокнистого материала перед вытягиванием в вытяжку и одновременно кинематически изменяют вытяжку в последней по ходу движения зоне вытягивания путем преобразования в вытяжку толщины вытянутого волокнистого материала вначале электрически, а затем кинематически, отличающийся тем, что в первой по ходу движения волокнистого материала зоне вытягивания вытяжку изменяют параметрически путем преобразования в вытяжку толщины волокнистого материала перед его вытягиванием.
| DE 3205880 A1, 25.08.1983 | |||
| Авторегулятор толщины чесальнойлЕНТы | 1979 |
|
SU800255A1 |
| Кипрегель-тахеометр | 1928 |
|
SU12415A1 |
| Устройство для отсчета угловых положений вала | 1975 |
|
SU627498A1 |
| DE 3815200 A1, 16.11.1989 | |||
| Способ получения металлической дроби | 1977 |
|
SU668781A1 |

