I
Изобретение относится к области обработки металлов давленкем и может быть кс
псльзовано, в часпюстт,
прокатке деталей типа дисков.
Известен cTaii для прокатки дисков переменной толщины по сЬчэнию, Он Hivsoer несколько пар конических рабочих валков, расположенных по о ру« костй так, что каждая пара валков имеет свою зону деформации.
Недостатком такого стагга является невозможность изготовления тонких дисков с высокой точностью, так как локальный характер обжатия и низкая жес1-тсость конструкции стана приводят к искажен1оо формы диска, образованию гофр и волнистости.
Известен также многовалковый прокатный стан, содержащий две полукассетьг, Б каждой из которых смонтировань; опорные ролики и установле1шые между рабочие ролики, образующие зону деформацили
Конструкция такого стана имеет высокую жесткость и позволяет получать ленту с высокой точностью по толщине. Однако для прокатки и.зделий типа дисков этот стан не приспособлен.
§. ,
С целью обеспечения возможности прокат
кн деталей типа дисков рабочие и опорные pojiKKM предлагаемого многовалкового прокагаого стана выполнены коническими, прн, чем оси всех конических рачиков каждой полукассеть пересекаются Е одной точкве а расстояние между точками пересечения роликов верхней и нижней полукассет равно высоте зоны . деформации.
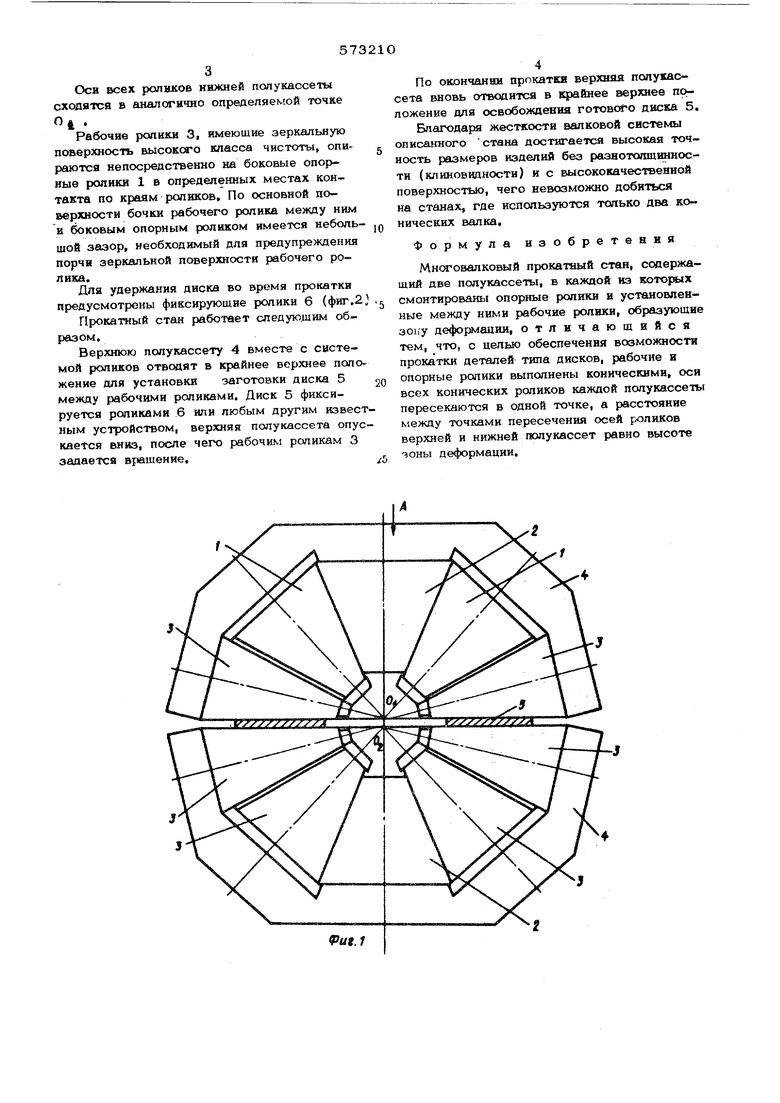
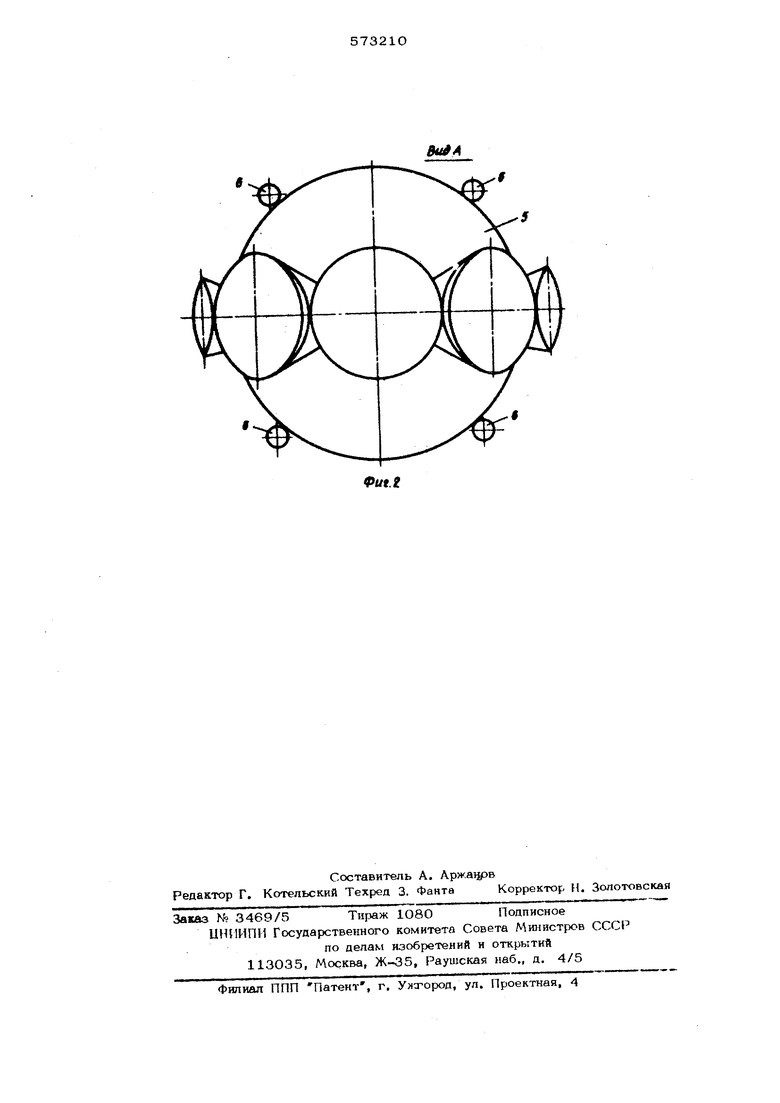
На фиг. 1 схематически нзоб1 ажен десятивалковый прокатный стан предлшаемой конструкции. в1Зд с торца на фиг. 2 - то же, вид сверху без попукассет.
Стан имеет боковые 1 и центральные 2 опор1гые ролики, рабочие ролики 3.
Каждая пари рабочих роликов вместе с двумя боковыми и одним центральным опорными ponHKHhiii смонтированы в своей полукассете 4 (верхней или ).
Оси всех роликов верхней пол тсассеты сходятся в точке О пересечения оси вращения прокать ваемого днска 5 с горизонтальной шюскостью, касательно к верхнюю рабочим роликам в зоне деформации. Оси всех роликов нижней полукассеты сходятся в аналогично определяемой точке Рабочие ролики 3, имеющие зеркальную поверхность высокого класса чистоты, опи1 аются непосредственно на боковые опорные ролики 1 в определенных местах контакта по краям роликов. По основной поверхности бочки рабочего ролика между ним и боковым опорным роликом имеется неболь шой зазор, необходимый для предупреждения порчи зеркальной поверхности рабочего ролика. Для удержания диска во время прокатки предусмотрены фиксирующие ролики 6 (фиг.2 Прокатный стан работает следующим образом. Верхнюю полукассету 4 вместе с системой роликов отводят в крайнее верхнее поло жение для установки заготовки диска 5 между рабочими роликами. Диск 5 фиксируется роликами .6 или любым другим извес ным устройством, верхняя попукассета опу кается вниз, после чего рабочим роликам 3 задается врашение, По окончании прокатЕи верхняя попукассета вновь отводится в щийнее верхнее по;ложение для освобождения готового диска 5, Благодаря жесткости валковой системы описанного стана достигается высокая точность размеров изделий без разнотошцшшости (клиновидности) и с высококачественной поверхностью, чего невозможно добиться на станах, где используются только два конических валка. Формула изобретения Многовалковый прока-гаый стан, содержаший две полукассеты, в каждой из которых смонтированы опорные ролики и установленные между ними рабочие ролики, образующие зоьу дефор«1ации, отличающийся тем, что, с целью обеспечения возможности прокатки деталей типа дисков, рабочие и опорные ролики выполнены коническими, оси всех конических роликов каждой полукассеты пересекаются в одной точке, а расстояние между точками пересечения осей роликов верхней и нижней гаолукассет равно высоте зоны деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многовалковый стан для прокатки дисковых изделий | 1981 |
|
SU1002074A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |
| Устройство для регулирования прогиба прокатного валка многовалкового стана | 1987 |
|
SU1447447A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1987 |
|
RU2011448C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |
| Способ регулирования профиля и формы полосы | 1990 |
|
SU1752464A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1996 |
|
RU2112612C1 |
| ПРОКАТНЫЙ СТАН С РЕГУЛИРУЕМЫМ В ДВУХ ПЛОСКОСТЯХ ОТКЛОНЕНИЕМ ВАЛКОВ | 1999 |
|
RU2215597C2 |
| Прокатная клеть с многовалковым калибром | 1980 |
|
SU865442A1 |
us.l
