Изобретение относится к абразивной промышленности, в частности к изготовлению ведущих абразивных кругов, применяемых для бесцентрового шлифования.
Известен металлический ролик для бесцентрового шлифования деталей диаметром до 15 мм [1]. Этот ролик выполнен из чугуна или дюралюминия.
Основным недостатком материала этого ролика является нанесение многочисленных царапин на обрабатываемой детали от ударов ролика по детали вследствие значительной жесткости.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является масса для изготовления ведущего шлифовального круга типа ПВД на вулканитовой связке [2]. Она содержит в качестве абразивного материала электрокорунд.
Недостатком этой массы является высокая стоимость из-за применения в качестве абразива дорогостоящего электрокорунда. Следует заметить, что при бесцентровом шлифовании ведущий круг вращается со скоростью в 60-100 раз меньше, чем скорость рабочего круга. Трение между ведущим кругом и деталью выше, чем трение между рабочим кругом и деталью. Основная функция, которую выполняет ведущий круг, - это продвижение и вращение обрабатываемой детали. Отсюда в этих кругах наблюдается нерациональное использование дорогостоящего корунда.
Решаемая изобретением задача - снижение стоимости ведущего круга без снижения стойкости при эксплуатации.
Поставленная задача достигается тем, что масса для изготовления ведущего шлифовального круга, содержащая абразивный материал и связку, согласно заявляемому решению, содержит абразивный материал с абразивной способностью, равной 30-40% абразивной способности электрокорунда, при следующем соотношении компонентов, мас.%:
Абразивный материал - 60-75
Вулканитовая связка - 25-40
То, что масса содержит абразивный материал с абразивной способностью, равной 30-40% абразивной способности электрокорунда, позволяет заменить дорогостоящий электрокорунд на более дешевый абразивный материал. Это позволит, не снижая стойкости кругов, уменьшить их стоимость. В качестве абразивного материала в таких кругах может быть использован мраморный песок, кварцевый песок, отходы, полученные при механической обточке вулканизированных заготовок кругов, и т.д.
Введение в композицию абразивного материала с абразивной способностью, равной менее 30% абразивной способности электрокорунда, снижает стойкость круга, а введение материала с абразивной способностью более 40% нецелесообразно ввиду повышения стоимости круга.
Содержание в композиции абразивного материала с заявляемой абразивной способностью менее 60 мас.% не обеспечивает получение технологичной формуемой массы.
Заготовки кругов после термообработки дают значительную усадку, что не обеспечивает геометрические размеры круга. Содержание абразивного материала более 75% приводит к рыхлости формуемой смеси, круги не получаются заданной твердости. Оба случая приводят к снижению стойкости кругов.
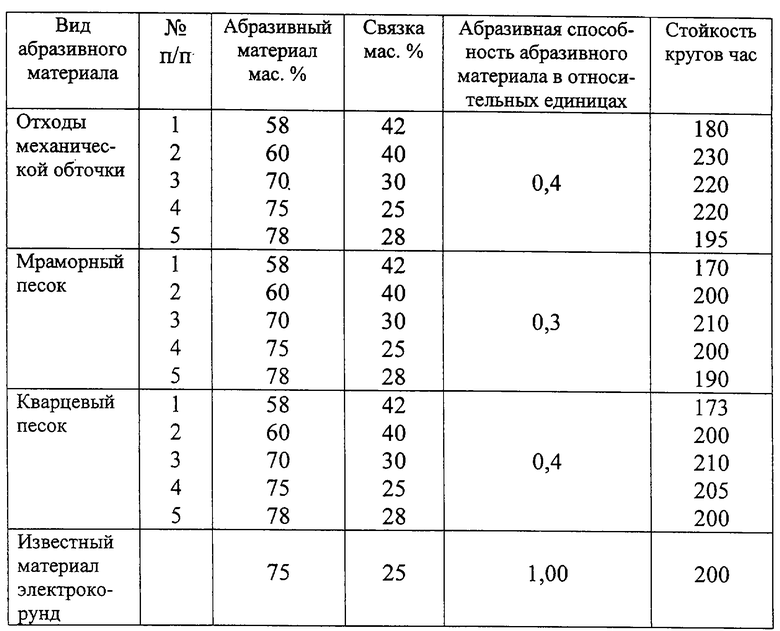
Заявляемые ведущие круги были опробованы на заводе "Миассэлектроаппарат". Были изготовлены ведущие круги ⊘ 300 м, высотой 40 мм с отверстием 127 мм, с абразивным материалом: из мраморного песка, также из отходов механической обработки вулканитовых кругов, также из кварцевого песка.
Результаты испытаний сведены в таблицу.
Массу для изготовления ведущего шлифовального круга целесообразно применять в автомобильной, подшипниковой, машиностроительной отраслях промышленности при бесцентровом шлифовании.
Источники информации
1. Каталог-справочник. Абразивные материалы и инструменты. НИИ информации по машиностроению. М., 1976, с.257.
2. Каталог-справочник. Абразивные материалы и инструменты, НИИинформации. М., 1976, с.257.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2155671C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149750C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2174906C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2200082C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2000 |
|
RU2198781C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2149749C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ЧАШЕЧНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2207947C1 |
Изобретение может быть использовано при изготовлении кругов для бесцентрового шлифования. Масса содержит абразивный материал и вулканитовую связку. Абразивная способность абразивного материала равна 30-40% абразивной способности электрокорунда. Изобретение позволяет уменьшить стоимость шлифовальных кругов, сохранив при этом их эксплуатационные способности. 1 табл.
Масса для изготовления ведущего шлифовального круга, содержащая абразивный материал и вулканитовую связку, отличающаяся тем, что в качестве абразивного материала используют материал, абразивная способность которого равна 30-40% абразивной способности электрокорунда, при этом компоненты взяты в следующем соотношении, мас. %:
Абразивный материал - 60-75
Вулканитовая связка - 25-40
| 0 |
|
SU200463A1 | |
| Абразивный полировальный инструмент | 1981 |
|
SU996178A1 |
| КОМПОЗИЦИЯ ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2104857C1 |

