Изобретение относится к области изготовления зарядов из твердых ракетных топлив, а именно к устройствам бронирования зарядов литьем под давлением.
В настоящее время широко известен способ бронирования твердотопливных (ТРТ) зарядов литьем под давлением в пресс-формах. Заряды торцевого горения для газогенераторов (ГГ) и малогабаритные маршевые (РДТТ), составляющие значительное место в общем объеме изготовления зарядов, бронируются по одному из торцев и по боковой поверхности полностью или частично.
Наиболее близким к заявленному устройству является устройство для бронирования твердотопливных зарядов литьем под давлением, содержащее пресс-форму с выталкивателем (СН 685118 А5, 31.03.1995).
И в первом, и во втором случаях на открытом (небронированном) торце заряда в целях улучшения воспламенения и компенсации тепловых потерь в начальный период работы выполняется разделка, например, в виде кольцевых канавок малой глубины, надрезов и т.д. Выполнение дополнительной механической обработки торца заряда увеличивает трудозатраты и снижает производительность при изготовлении зарядов.
Технический результат, достигаемый при реализации данного изобретения, заключается в повышении производительности, в снижении трудозатрат при изготовлении зарядов, в расширении функциональных возможностей пресс-форм для бронирования зарядов способом литья под давлением и в улучшении воспламеняемости зарядов.
Указанный технический результат достигается тем, что устройство для бронирования твердотопливных зарядов литьем под давлением, содержащее пресс-форму с выталкивателем, согласно изобретению снабжено профилирующим элементом, установленным в полости пресс-формы перед выталкивателем, при этом поверхность профилирующего элемента, контактирующая с торцем заряда, выполнена в виде выступов, соответствующих зеркальному отражению маркировочных символов партии зарядов, и/или в виде сетки игольчатых выступов или впадин.
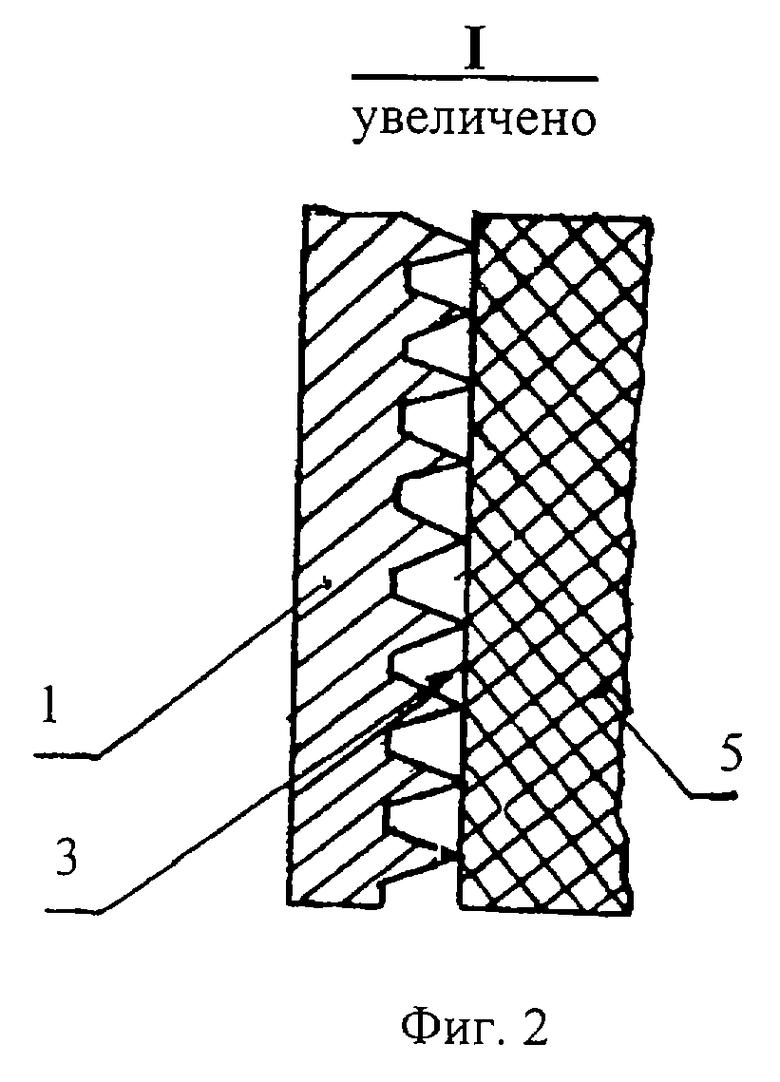
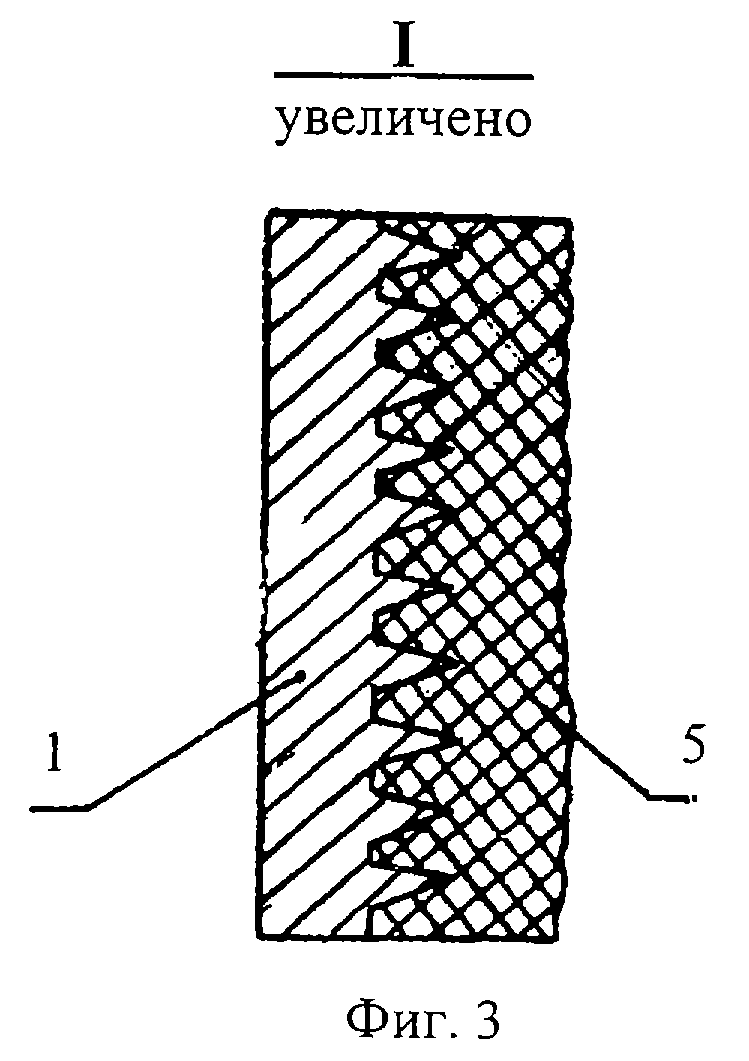
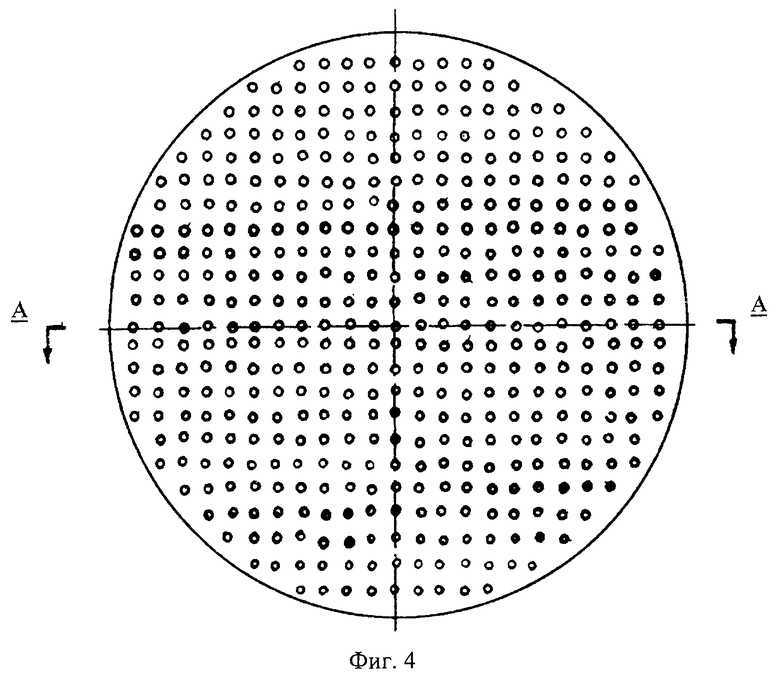
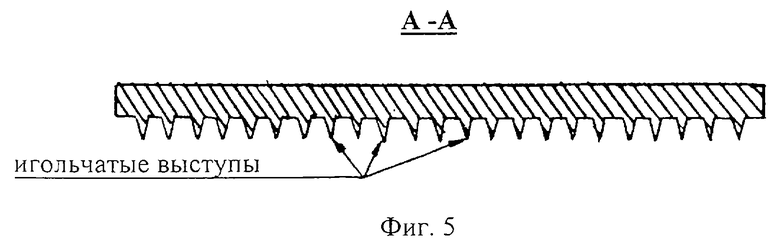
Сущность устройства поясняется чертежами, где на фиг.1 изображено заявленное устройство в разрезе; на фиг.2 - взаимное расположение профилирующего элемента и торца заряда до вспрыска расплава; на фиг.3 - то же после вспрыска расплава; на фиг.4 - профилирующий элемент с сеткой "игольчатых" выступов-впадин; на фиг.5 - профилирующий элемент с "игольчатыми" выступами; на фиг.6 - то же с "игольчатыми" впадинами; на фиг.7 - профилирующий элемент с площадкой под маркировочными символы; на фиг.8 - общий вид профилирующего элемента для выполнения маркировки и разделки торца заряда.
Для обеспечения профилирования открытого торца заряда пресс-форму снабжают дополнительным профилирующим элементом 1, установленным в полости пресс-формы перед выталкивателем 2. Торец 3 заряда обращен в сторону выталкивателя.
Устройство работает следующим образом.
В процессе бронирования со стороны расплава 4 бронемассы (более 1000 кгс/см2) на топливную шашку 5 воздействуют высоким давлением, в силу чего торец 3 заряда, обращенный к выталкивателю, надвигается в процессе бронирования на профилирующий элемент 1 и пластически им деформируется. В данном случае выполнение разделки обеспечивается гидропрессованием, где полость пресс-формы является матрицей, профилирующий элемент - пуансоном, а расплав бронемассы - рабочей жидкостью.
Технологические возможности при выполнении разделки в пресс-форме, оснащенной профилирующим элементом, существенно выше, чем при механической обработке торца, так как в пресс-форме с профилирующим элементом в виде игольчатой сетки выступов или впадин можно выполнить соответствующую разделку торца заряда, наиболее оптимальную для эффективного прогрева и зажжения заряда, в связи с тем, что отдельные изолированные макровыступы на поверхности торца быстрее и лучше прогреваются газами воспламенительного устройства.
Кроме этого, в отличие от известных способов, когда заряды маркируются типографскими этикетками, наклеиваемыми на уже забронированную поверхность, данное устройство позволяет одновременно с бронированием провести маркировку зарядов. Для этого на поверхности профилирующего элемента при наличии профилирующих выступов-впадин оставляют плоскую малоразмерную площадку, на которой крепятся сменные выступающие маркировочные знаки (индексы зарядов, номера партий, год изготовления и т.д.) в виде зеркального отражения маркировки по отношению к заряду.
Таким образом, в заявленном бронирующем устройстве за один цикл выполняется три технологические операции: собственно бронирование заряда, профилирование торца заряда и его маркировка, при этом сокращается технологическое время изготовления зарядов, снижается трудоемкость, повышается производительность изготовления зарядов, обеспечивается оптимальная разделка торцев зарядов сложных форм, практически нереализуемых при механической обработке, улучшается воспламеняемость бронированных зарядов.
Работоспособность данного устройства подтверждена при бронировании на термопластавтоматах зарядов из баллиститных порохов термопластичным бронесоставом на основе ацетилцеллюлозы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2208005C2 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2003 |
|
RU2247655C1 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2209135C2 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2259985C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА ТЕРМОПЛАСТИЧНЫМИ БРОНЕСОСТАВАМИ | 2004 |
|
RU2274550C2 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНОГО ЗАРЯДА | 2007 |
|
RU2343069C1 |
| ФОРМА ЛИТЬЕВАЯ | 2003 |
|
RU2256555C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ БАЛЛИСТИТНОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2259986C1 |
| УСТАНОВКА ЦЕНТРОБЕЖНОГО БРОНИРОВАНИЯ | 2004 |
|
RU2246560C9 |
| ТВЕРДОТОПЛИВНЫЙ ЗАРЯД ДЛЯ РАКЕТНОГО ДВИГАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2298109C2 |
Устройство относится к изготовлению зарядов из твердых ракетных топлив, а именно к устройствам бронирования зарядов литьем под давлением. Содержит пресс-форму с выталкивателем и профилирующий элемент, установленный в полости пресс-формы перед выталкивателем. Поверхность профилирующего элемента, контактирующая с торцем заряда, выполнена в виде выступов, соответствующих зеркальному отражению маркировочных символов партии зарядов, и/или в виде сетки игольчатых выступов или впадин. Конструкция данного устройства позволяет повысить производительность, снизить трудозатраты при изготовлении зарядов и расширить функциональные возможности пресс-форм для бронирования зарядов способом литья под давлением. 8 ил.
Устройство для бронирования твердотопливных зарядов литьем под давлением, содержащее пресс-форму с выталкивателем, отличающееся тем, что оно снабжено профилирующим элементом, установленным в полости пресс-формы перед выталкивателем, при этом поверхность профилирующего элемента, контактирующая с торцом заряда, выполнена в виде выступов, соответствующих зеркальному отражению маркировочных символов партии зарядов, и/или в виде сетки игольчатых выступов или впадин.
| СН 685118 А5, 31.03.1995 | |||
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
| US 3642961 А, 15.02.1972. | |||
