Изобретение относится к станочной обойме для закрепления предпочтительно удлиненных объектов в станке, например в станке для изготовления шляпок на указанных удлиненных объектах, причем указанная станочная обойма имеет ось вращения, внешнюю окружность и поверхность, проходящую по существу перпендикулярно оси вращения; при этом станочная обойма также содержит некоторое число средств захвата, выполненных с возможностью вмещения в себе и закрепления, с возможностью высвобождения, объектов, и расположенных по существу на равном интервале по окружности станочной обоймы, при этом каждое из средств захвата содержит две расположенные напротив друг друга фиксирующие щеки; причем по меньшей мере одна из двух фиксирующих щек выполнен(ы) на механизме перемещения, который выполнен с возможностью смещения фиксирующей щеки в сторону противоположной фиксирующей щеки и от нее, соответственно.
Такая станочная обойма известна, например из патентов Дании 143935 и 163111. Станочную обойму используют в этих станках для изготовления гвоздей, в которых станочная обойма подвешена с возможностью вращения вокруг оси вращения станочной обоймы напротив режущего устройства проволоки, которое отрезает удлиненные проволочные объекты из бухты металлической проволоки и перемещает указанные удлиненные объекты вперед для помещения и закрепления их в станочной обойме. Станочная обойма расположена напротив второй станочной обоймы, окружность которой соответствует этой станочной обоймы, но которая не имеет средства захвата. Эта вторая станочная обойма также подвешена с возможностью поворота вокруг оси вращения, которая по существу соосна с осью вращения первой станочной обоймы, но расположена под углом в несколько градусов относительно оси вращения первой станочной обоймы, в результате чего удлиненный объект, располагаемый между станочными обоймами, закрепляют между ними в участке, в котором расстояние между станочными обоймами относительно небольшое, и при этом удлиненный объект высвобождают между станочными обоймами на, по существу противоположной, стороне станочных обойм.
В данной заявке термин "гвоздь" используется для обозначения любого объекта, имеющего ствол, который на одном своем конце снабжен шляпкой.
В участке, в котором удлиненный объект закреплен между двумя станочными обоймами, проволочный объект закрепляют настолько прочно, что при этом обеспечивают возможность выполнить штамповкой или вальцовкой шляпку на одном конце проволочного объекта, и в этих целях станочные обоймы, в каждом средстве захвата, обеспечивают множеством противоположных пар фиксирующих лотков из очень износостойкого материала, каждый из которых имеет паз для вмещения в нем удлиненного объекта. В станочной обойме средство захвата служит для захвата удлиненного объекта и для закрепления и позиционирования его таким образом, что данный объект с высокой степенью определенности будет правильно позиционирован в пазе в фиксирующих лотках, когда фиксирующие лотки закрывают удлиненный объект.
Известные станки изготовления гвоздей функционируют за счет станочных обойм, поворачиваемых синхронно вокруг своей оси вращения, в результате чего отдельные пары фиксирующих лотков последовательно транспортируют через режущее устройство проволоки, которое вставляет удлиненный объект между станочными обоймами, при этом каждое из удлиненных средств захвата захватывает и позиционирует удлиненный объект между двумя станочными обоймами, которые затем, за счет своего вращения, удаляют удлиненный объект и стопорят его между станочными обоймами, после чего шляпку развальцовывают на одном конце удлиненного объекта, и при этом станочные обоймы затем высвобождают удлиненный объект в виде гвоздя или в ином виде.
Проблема, присущая этим станкам для изготовления гвоздей известного уровня техники, заключается в управлении и синхронизировании режущего устройства проволоки для обеспечения надежного введения удлиненных объектов между фиксирующими щеками на каждом из средств захвата, при этом указанные фиксирующие щеки располагают в интервале между станочными обоймами, либо в радиальном направлении напротив этого интервала. На практике это означает, что скорость вращения станочных обойм ограничивается необходимостью введения удлиненного объекта в тот период времени, когда средства захвата позиционированы непосредственно напротив режущего устройства проволоки, и тем, что производительность можно повысить для данного станка для изготовления гвоздей только в том случае, если увеличить число фиксирующих лотков с соответствующими средствами захвата. На практике это означает, что известные станочные обоймы обычно содержат около 20-40 фиксирующих лотков и соответствующих средств захвата.
Поэтому задача данного изобретения заключается в обеспечении станочной обоймы, обеспечивающей повышенную степень свободы в отношении обеспечения нужной производительности для данного станка для изготовления гвоздей, при этом - без обязательной необходимости обеспечения данного числа фиксирующих лотков с соответствующими средствами захвата.
Эту задачу решают за счет применения станочной обоймы для закрепления предпочтительно удлиненных объектов в станке, например в станке для изготовления шляпок на упомянутых удлиненных объектах, при этом упомянутая станочная обойма имеет ось вращения, внешнюю окружность и поверхность, которая проходит по существу перпендикулярно упомянутой оси вращения, при этом станочная обойма также содержит несколько средств захвата, имеющих такую конструкцию, которая обеспечивает размещение и закрепление с возможностью высвобождения объектов, и отделенных друг от друга равными интервалами на окружности упомянутой станочной обоймы, причем каждое из упомянутых средств захвата содержит две фиксирующие щеки, каждая из которых имеет фиксирующие поверхности, и при этом по меньшей мере одна из двух фиксирующих щек выполнена подвижной, так как она установлена в механизме перемещения, имеющем такую конструкцию, которая позволяет смещать подвижную фиксирующую щеку к противоположной фиксирующей щеке и от нее в закрытое и открытое положение, соответственно, при этом упомянутый механизм перемещения выполнен с возможностью смещения подвижной фиксирующей щеки в ее открытое положении полностью из участка перед фиксирующей поверхностью противоположной щеки в ее закрытом положении.
В противоположность известным станочным обоймам и при том условии, что станочная обойма вращается таким образом, что смещаемая фиксирующая щека каждой пары фиксирующих щек располагается напротив противоположной фиксирующей щеки в направлении вращения станочной обоймы, в данной станочной обойме обеспечивается возможность перемещения удлиненного объекта в станочную обойму с занятием положения, в котором удлиненный объект может быть захвачен фиксирующими щеками в устройстве захвата до того, как указанное средство захвата будет позиционировано напротив режущего устройства проволоки. Это означает, что при данной скорости вращения станочной обоймы будет иметься больше времени для введения удлиненного объекта и при этом будет устранено или, по меньшей мере, значительно уменьшено упоминаемое выше ограничение, налагаемое на производительность, достижимую с данной станочной обоймой, имеющей данное число фиксирующих лотков и соответствующих средств захвата.
В соответствии с предпочтительным вариантом реализации данного изобретения нежелательные изменения в позиционировании отдельных удлиненных объектов по причине люфта, если таковой имеется, значительно уменьшаются за счет того, что противоположная фиксирующая щека неподвижно закреплена на станочной обойме, причем станочная обойма выполнена с возможностью вращения таким образом, что подвижная фиксирующая щека в каждом средстве захвата устанавливается напротив противоположной фиксирующей щеки в направлении вращения станочной обоймы, и за счет того, что средство захвата имеет такую конструкцию, которая обеспечивает размещение и закрепление удлиненных объектов таким образом, что удлиненные объекты проходят полностью или частично напротив этой поверхности станочной обоймы, которая расположена по существу перпендикулярно оси вращения и по существу по радиусу внутрь в направлении к оси вращения станочной обоймы, и при этом механизм перемещения выполнен с возможностью смещения подвижной фиксирующей щеки полностью или частично в таком направлении, которое является осевым относительно оси вращения станочной обоймы.
Подвижная щека выполнена смещенной полностью или частично в направлении, которое является радиальным относительно оси вращения станочной обоймы.
В соответствии с особо простым и надежным вариантом реализации данного изобретения каждый из механизмов перемещения в станочной обойме содержит вал, выполненный с возможностью вращения в станочной обойме, и при этом подвижная фиксирующая щека выполнена на рычаге, который закреплен на валу механизма перемещения и проходит по радиусу наружу от него, а выполненный с возможностью вращения вал также имеет работающий от кулачка ролик.
В соответствии с предпочтительным вариантом реализации между валом на механизме перемещения и станочной обоймой установлена пружина, в результате чего пружинное усилие от упомянутой пружины постоянно воздействует на механизм перемещения для его поворота таким образом, что подвижная фиксирующая щека перемещается в свое закрытое положение.
Выполненный с возможностью вращения вал механизма перемещения выполнен таким образом, что его ось вращения проходит по существу по радиусу внутрь в сторону оси вращения станочной обоймы.
Неподвижно закрепленная фиксирующая щека имеет фиксирующую поверхность, которая обращена к направлению вращения станочной обоймы, причем подвижная фиксирующая щека имеет фиксирующую поверхность, которая в закрытом положении подвижной щеки обращена по существу в сторону неподвижно закрепленной фиксирующей поверхности.
Указанная задача решается также за счет применения станка для изготовления гвоздей, содержащего станочную обойму, который содержит устройство привода для вытягивания металлической проволоки из бухты проволоки, устройство для растягивания и выпрямления проволоки, режущее устройство для нарезки удлиненных объектов нужной длины из указанной проволоки, средство для введения удлиненных объектов в станочную обойму, валик для вальцовки шляпок на удлиненных объектах, и средство для удаления и сбора удлиненных объектов, обеспеченных шляпками, и для выведения удлиненных объектов из станка для изготовления гвоздей.
В соответствии с предпочтительным вариантом реализации средство введения удлиненных объектов в станочную обойму содержит направляющую поверхность и несколько пар вращающих роликов, имеющих ось вращения, угол которой отличается от угла в 90o, в результате чего они одновременно перемещают удлиненные объекты вдоль и по направляющей поверхности.
Изобретение далее описывается более подробно со ссылкой на чертежи.
Фиг. 1 - пояснительный эскиз, в перспективе, с технологической проработкой станка для изготовления гвоздей известного уровня техники, который, в основном известен и оснащен станочной обоймой в соответствии с данным изобретением.
Фиг. 2а - эскиз сечения одного варианта реализации станочной обоймы согласно данному изобретению, изображаемой в радиальном направлении снаружи станочной обоймы.
Фиг. 2b - эскиз вертикальной проекции варианта реализации согласно фиг.2 станочной обоймы согласно данному изобретению.
Фиг. 2с - эскиз варианта реализации станочной обоймы, изображаемой на фиг. 2а и 2b и изображаемой из центра станочной обоймы и в радиальном направлении наружу в сторону.
Фиг.3 - сечение по линии А-А на фиг.2b.
Фиг. 4а - эскиз, изображающий сечение первого варианта реализации станочной обоймы согласно данному изобретению, изображаемой в радиальном направлении с наружной стороны станочной обоймы.
Фиг. 4b - эскиз, изображающий вертикальную проекцию варианта реализации станочной обоймы согласно данному изобретению, изображаемому на фиг.4а; обойма изображена выпрямленной из-за пространственных соображений.
Фиг. 4с - эскиз, изображающий вариант реализации станочной обоймы, иллюстрируемой на фиг. 4а и 4b и изображаемой из центра станочной обоймы и в радиальном направлении наружу в сторону.
Фиг. 5а - эскиз, изображающий сечение второго варианта реализации станочной обоймы согласно данному изобретению, изображаемой в радиальном направлении снаружи станочной обоймы.
Фиг. 5b - эскиз, изображающий вертикальную проекцию варианта реализации станочной обоймы согласно фиг.5а.
Фиг. 5с - эскиз, изображающий вариант реализации станочной обоймы согласно фиг. 5а и 5b, изображаемой из центра станочной обоймы и в радиальном направлении наружу в сторону.
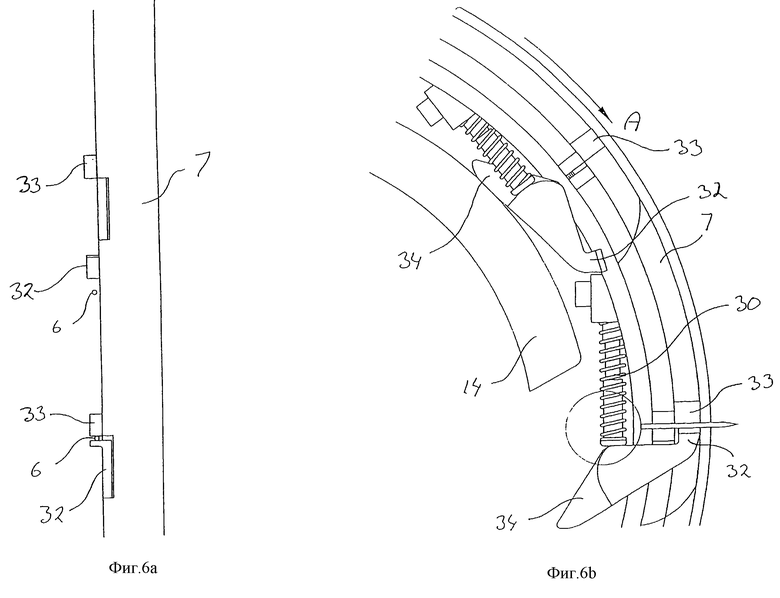
Фиг. 6а - эскиз, изображающий сечение третьего варианта реализации станочной обоймы согласно данному изобретению, изображаемой радиально снаружи станочной обоймы.
Фиг. 6b - эскиз, изображающий вертикальную проекцию реализации станочной обоймы согласно фиг.6а.
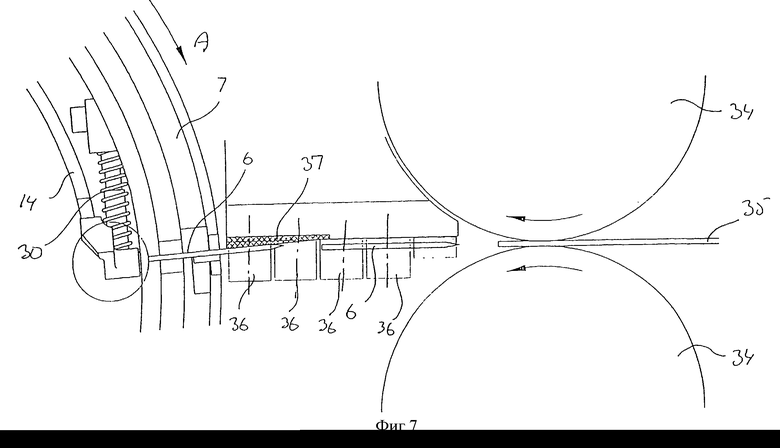
Фиг. 7 - эскиз, изображающий средство для введения удлиненных объектов в станочную обойму.
Фиг. 1 изображает станок 1 для изготовления гвоздей, содержащий секцию растяжки 2, в которой совокупность ведущих роликов 4 выталкивает металлическую проволоку 3 из, не изображаемой, бухты проволоки, и где металлическую проволоку выпрямляют и вытягивают по существу полностью в прямую проволоку. После ведущих роликов 4 металлическую проволоку перемещают в режущее устройство проволоки, состоящее из двух вращающихся режущих устройств 5 проволоки, и после вращающихся режущих устройств 5 проволочные заготовки 6, отрезанные от проволоки 3, перемещают станочную обойму 7, которая вращается по часовой стрелки в изображаемом варианте реализации. Отдельные проволочные заготовки крепят и позиционируют предназначаемым для этого роликом 8, и в результате этого проволочные заготовки занимают равные расстояния к центру обоймы. В самой нижней части станочной обоймы ролик 9 выполнен с возможностью взаимодействия со станочной обоймой 7 для вальцовки шляпок на отдельных проволочных заготовках 6. Проволочные заготовки 6, обеспеченные шляпками, затем перемещают в станочной обойме и вверх в самую высокую часть станочной обоймы 1, где проволочные заготовки, обеспеченные шляпками, высвобождают из станочной обоймы, и они падают по желобу 10, который выводит проволочные заготовки из станка для изготовления гвоздей.
Упоминаемый выше станок и его действие в основном известны; и данное изобретение конкретно относится к станочной обойме, отличающейся повышением производительности в отношении числа станочных средств, находящихся в станочной обойме, сравнительно с устройствами известного уровня техники.
Указываемые ниже изображения иллюстрируют определенные варианты реализации данного изобретения в виде станочных обойм, которые, в принципе, могут быть успешно использованы со станком, изображаемом на фиг.1.
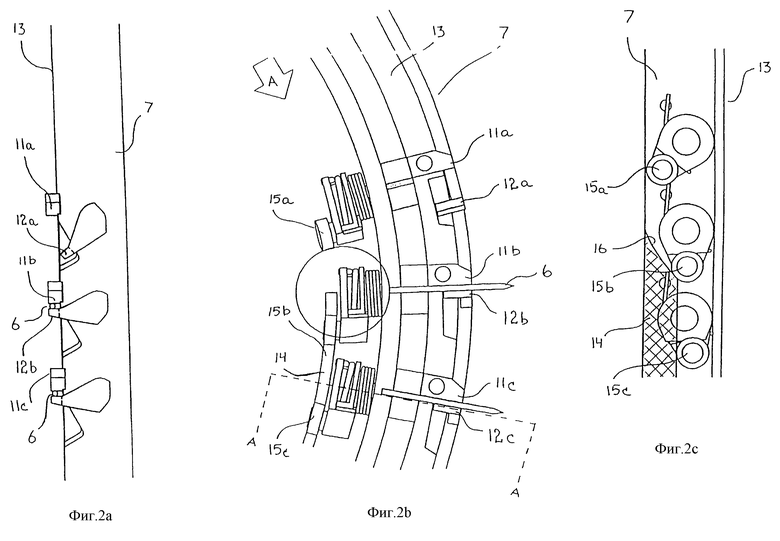
Фиг. 2а 2Ь и 2с в общих чертах иллюстрируют первый вариант реализации станочной обоймы 7 согласно данному изобретению; фиг.2а изображает в сечении вариант реализации станочной обоймы согласно данному изобретению, изображаемой в радиальном направлении снаружи станочной обоймы. Изображены три одинаковых комплекта фиксирующих щек, каждый из которых содержит неподвижную фиксирующую щеку 11а, 11b, 11с, соответственно установленную на станочной обойме 7, и вторую подвижную фиксирующую щеку 12а, 12b, 12с, которая выполнена с возможностью вращения вокруг оси, перпендикулярной по отношению к плоскости бумаги. Фиксирующая щека 12а изображена в положении, которое она занимает до того, как фиксирующие щеки 11а и 12 займут место напротив пункта, на котором проволочная заготовка 6 будет введена в станочную обойму 7. Согласно данному изобретению подвижная фиксирующая щека 12а, в этом положении, смещается в осевом направлении относительно оси вращения станочной обоймы таким образом, что она втягивается вниз под плоскость, определяемую поверхностью 13 станочной обоймы 7, в результате чего отрезанную проволочную заготовку 6 можно ввести в станочную обойму по поверхности 13 на станочной обойме 7 достаточно быстро, чтобы подвижная щека смогла пропустить проволочную заготовку, не касаясь ее.
Фиксирующие щеки 11b и 12b далее изображены во втором положении после введения проволочной заготовки 6 в станочную обойму 7; причем подвижная фиксирующая щека 12b повернута таким образом, что прижимает проволочную заготовку 6 в сторону неподвижной фиксирующей щеки 11b. Наконец, то же положение иллюстрировано в фиксирующих щеках 11с и 12с.
Фиг. 2b изображает те же положения, которые изображены на фиг.2а, но только в виде горизонтальных проекций на станочной обойме 7, перпендикулярной поверхности 13. Стрелка А на фиг.2b иллюстрирует направление вращения станочной обоймы. Также изображено, что фиксирующие щеки 12а, 12b и 12с перемещают кулачковым устройством 14, установленным на станине станка для изготовления гвоздей, и соответствующими работающими от кулачка роликами, предназначаемыми для каждой из фиксирующих щек 12а, 12b и 12с в виде ролика 15а, 15b, 15с. Принцип действия изображаемого здесь механизма перемещения далее излагается более подробно со ссылкой на фиг.3.
Фиг. 2с иллюстрирует те же положения фиксирующих щек, изображаемых на фиг. 2а и 2b, но изображаемых из центра станочной обоймы 7 и радиально в направлении наружу. Здесь кулачковое устройство изображено сбоку; показано, что кулачковое устройство содержит скат 16, который обусловливает перемещение, которое подвижные фиксирующие щеки выполняют из положения, изображаемого для фиксирующей щеки 12а на фиг.2а, в положение, изображаемое для фиксирующей щеки 12b.
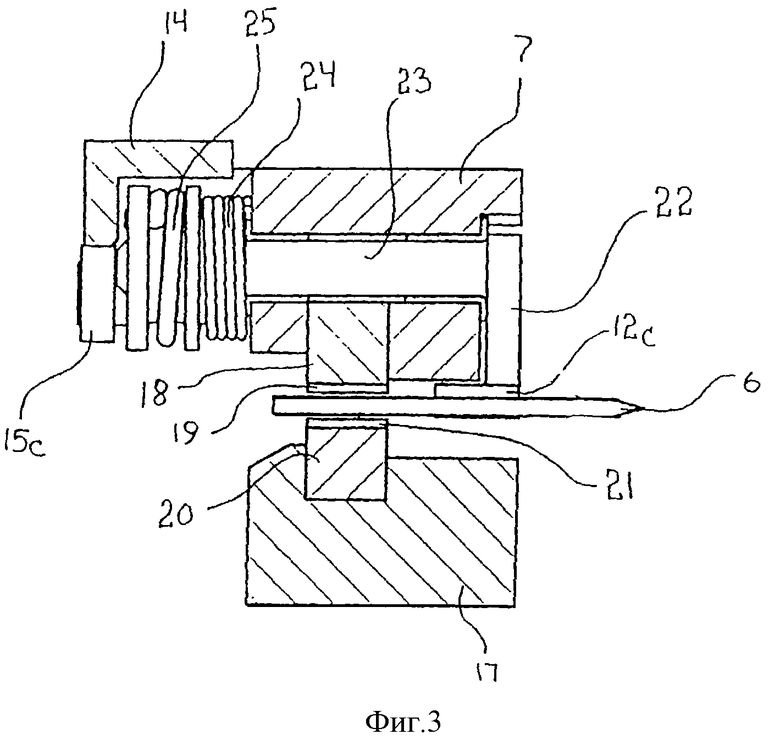
Фиг.3 иллюстрирует предпочтительный вариант реализации механизма перемещения подвижной фиксирующей щеки 12а, 12b и 12с, изображаемой на фиг.2а - 2с. Проволочная заготовка 6 изображена введенной между станочной обоймой 7 согласно данному изобретению и второй, противоположной, станочной обоймой 17. В станочной обойме 7 установлен фиксирующий лоток 18 с пазом 19 и, аналогичным образом, соответствующий фиксирующий лоток 20 с пазом 21 выполнен в противоположной станочной обойме 17; два фиксирующих лотка 18 и 20 во время вращения станочных обойм 7, 17 сжимаются вместе под значительным усилием вокруг проволочной заготовки 6, в результате чего заготовка закрепляется относительно станочных обойм 7, 17. Однако фиксирующие лотки нецелесообразны для быстрого захвата и закрепления проволочной заготовки 6, и поэтому применение этих станочных обойм предполагает дополнительное средство захвата для захвата и позиционирования проволочной заготовки относительно пазов 19, 21 на фиксирующих лотках 18, 20. Средство захвата, изображаемое на фиг.3, соответствует устройству, изображаемому на фиг.2а - 2с, и, как упомянуто в связи с указанными изображениями, оно содержит неподвижную фиксирующую щеку (не изображена на фиг.3) и подвижную фиксирующую щеку 12b, выполненную на рычаге 22, который проходит по радиусу наружу от первой оконечности вала 23, который установлен с возможностью поворота в станочной обойме 7.
На другой оконечности вала 23 выполнен работающий от кулачка ролик, который содержит кулачковый ролик 15с, расположенный на кулачковом устройстве 14, выполненном на внутренней периферии станочной обоймы 7. Между работающим от кулачка роликом 23 и станочной обоймой 7 установлена пружина кручения 24, которая смещена таким образом, чтобы постоянно удерживать работающий от кулачка ролик в примыкании к кулачковому устройству и вталкивать фиксирующую щеку 12с от противоположной ей неподвижной фиксирующей щеки 11с. Работающий от кулачка ролик, кулачковый ролик 15с, выполнен с возможностью вращения на вале 23; и между работающим от кулачка роликом и валом установлена пружина кручения, причем указанная пружина кручения смещена таким образом, что смещает фиксирующую щеку 12 в сторону противоположной ей фиксирующей щеки 11с.
Таким образом, образуют механизм, который обеспечивает на протяжении основной части своей дистанции перемещения жесткую передачу усилия между работающим от кулачка роликом и фиксирующей щекой; и в котором пружина кручения 24 действует одиночно. Также установлена нажимная пружина 25, имеющая пружинную постоянную, по существу превышающую пружинную постоянную пружины кручения 24; при этом единственное назначение нажимной пружины 25 заключается в обеспечении ограничения примыкающего усилия между фиксирующими щеками 11с и 12с и проволочной заготовкой 6, поскольку работающий от кулачка ролик выполнен с возможностью вращения относительно вала 23 от пружинного усилия нажимной пружины.
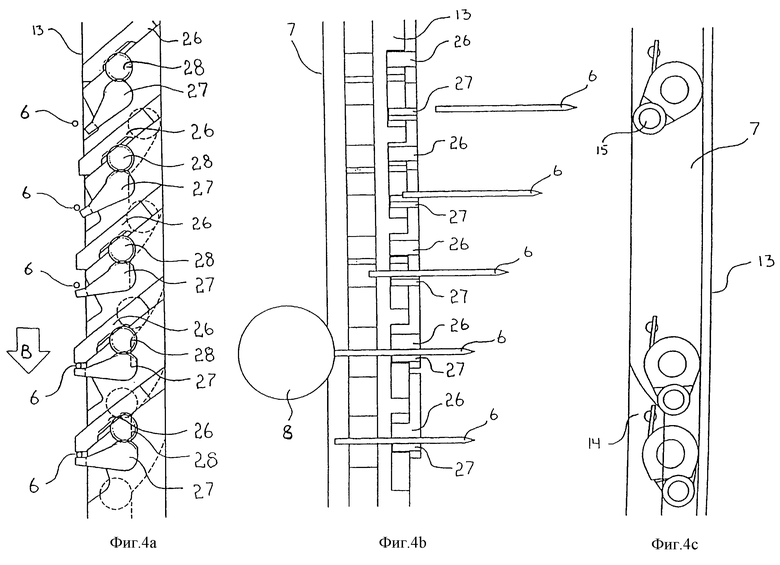
Фиг. 4а - 4с иллюстрируют еще один вариант реализации данного изобретения, где фиг.4а представляет вертикальную проекцию, которая изображает сечение первого варианта реализации станочной обоймы, изображаемой в радиальном направлении снаружи станочной обоймы; фиг.4b иллюстрирует вертикальную проекцию реализации станочной обоймы согласно данному изобретению, изображаемому в фиг.4, но здесь обойма выпрямлена из пространственных изображений; фиг.4с иллюстрирует вариант реализации станочной обоймы, изображаемой в фиг.4а-4b из центра станочной обоймы и в радиальном направлении наружу в сторону.
Фиг. 4 иллюстрирует станочную обойму 7 с альтернативной конфигурацией механизма перемещения для фиксирующих щек: Станочная обойма выполнена с возможностью поворота в направлении стрелки В; эта конфигурация также выполнена с возможностью подвижности фиксирующих щек устройства захвата относительно станочной обоймы 7. Фиксирующая щека 26 выполнена с возможностью смещения в параллельной направляющей, и фиксирующая щека 27 выполнена с возможностью поворота в подшипнике в станочной обойме 7. В соответствии с принципом данного изобретения две фиксирующие щеки 26 и 27 могут перемещаться частично в осевом направлении относительно оси вращения станочной обоймы; и схема перемещения фиксирующих щек 26 и 27 иллюстрируются пятью разными положениями посредством зубчатого колеса 28 на станочной обойме 7, взаимодействующего с зубчатой планкой на фиксирующей щеке 26, и кольцевым зубчатым зацеплением на фиксирующей щеке 27, в результате чего обе фиксирующие щеки 26 и 27 можно перемещать одним и тем же зубчатым колесом.
Согласно фиг.4а фиксирующая щека 27 таким образом перемещается вниз под поверхностью 13 на станочной обойме 7 в тех положениях, в которых проволочная заготовка 6 вводится в станочную обойму 7 - в соответствии с фиг.4b. Тем самым проволочная заготовка 6 может в соответствии с данным изобретением вводиться в течение относительно продолжительного периода времени, при этом не контактируя с фиксирующей щекой 27.
Согласно фиг. 4с зубчатое колесо 28 приводят в действие за счет работающего от кулачка ролика, причем кулачковое устройство обеспечивают на внутренней периферии станочной обоймы 7, которое, в принципе, соответствует устройству, изображаемому на фиг.2b и 2с.
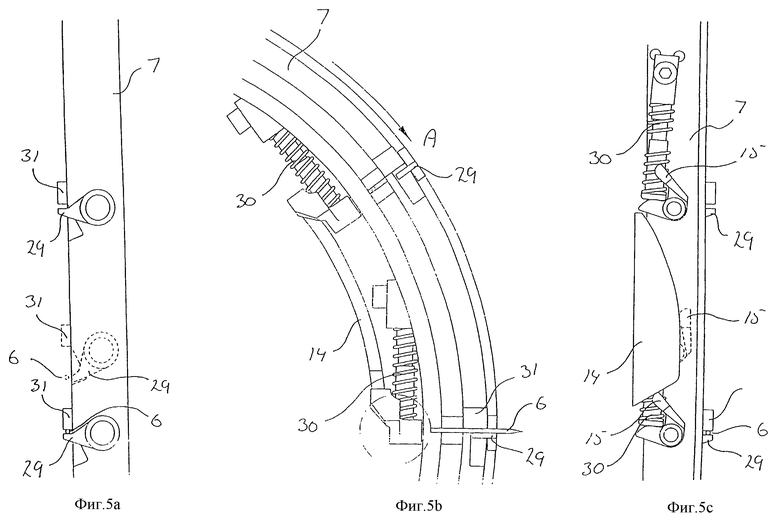
На фиг.5а - 5с изображен второй вариант реализации данного изобретения, содержащий станочную обойму 7 с альтернативной конструкцией механизма перемещения для подвижной щеки 29. В соответствии с этими изображениями механизм перемещения содержит кулачок 14, несколько щек 29, выполненных с возможностью поворота на оси; при этом каждая ось имеет работающий от кулачка ролик 15 для захвата кулачка 14 в целях приведения подвижной и противоположной стационарной щеки 31 в закрытое и открытое положение, соответственно.
Пружина сжатия 30 установлена с возможностью контактирования с работающим от кулачка роликом 15 в целях введения подвижной щеки в ее закрытое положение, в котором она прижимается к неподвижной противоположной щеке 31.
Таким образом пружина сжатия обеспечивает фиксирующее усилие для фиксирования удлиненных объектов между щеками 29, 31; и при этом не требуется какое-либо особое регулирование для переключения работы на разные операции изготовления, например производство гвоздей из проволоки разного диаметра.
Фиг. 6а и 6b изображают третий вариант реализации данного изобретения, согласно которому подвижная щека не перемещается в осевом направлении под поверхностью станочной обоймы 7, а в соответствии с альтернативным техническим решением она поворачивается на оси, по существу параллельной оси вращения станочной обоймы.
Фиг. 7 раскрывает предпочтительный вариант реализации данного изобретения, в соответствии с которым удлиненные объекты вводят в станочную обойму 7, и средство введения удлиненного объекта содержит вращающееся режущее устройство, имеющее два вращающихся режущих цилиндра 34 для нарезки удлиненных объектов 6 из проволоки 35. Из режущих цилиндров 34 удлиненные объекты направляют между несколькими парами вращающихся роликов 36; при этом пары вращающихся роликов вращаются в таком направлении, которое ускоряет удлиненные объекты 6 для подачи удлиненных объектов 6 в станочную обойму 7. Согласно этим изображениям пары вращающихся роликов контактируют с удлиненными объектами только в одной точке, когда удлиненные объекты являются относительно короткими. Это является причиной проблемы возможного неправильного введения в станочную обойму, в результате чего имеется риск серьезного повреждения станка для изготовления гвоздей.
Вариант реализации согласно фиг.7 устраняет эту проблему за счет использования направляющей поверхности 37 для удлиненных объектов; при этом направляющая поверхность имеет некоторый угол относительно оси вращения пар 35 вращающихся роликов, не составляющий 90o, в результате чего пары вращающихся роликов прижимаются к направляющей поверхности и скользят по ней, и поэтому удлиненные объекты стабилизируются.
Данное изобретение, разумеется, можно осуществить другими способами кроме предпочтительных вариантов реализации согласно упоминаемым чертежам и приводимому выше объяснению. Данное изобретение целесообразно для станков для изготовления гвоздей, оснащенных другими типами режущего средства проволоки и пр. Фиксирующие щеки могут иметь конфигурацию, отличающуюся от иллюстрируемых здесь конфигураций, но их схема перемещения должна иметь по меньшей мере осевую и радиальную составляющие перемещения.
Предложенные станочная обойма и станок для изготовления гвоздей, содержащий эту станочную обойму, относятся к механической обработке металлов и применяются для изготовления шляпок на удлиненных деталях, таких как гвозди или винты. Станок для изготовления гвоздей содержит станочную обойму, имеющую несколько средств захвата с конструкцией, обеспечивающей размещение и закрепление с возможностью высвобождения объектов, отделенных друг от друга равными интервалами на окружности упомянутой станочной обоймы. Каждое средство захвата содержит две фиксирующие щеки, каждая из которых имеет фиксирующие поверхности. Одна из двух фиксирующих щек выполнена подвижной, так как она установлена в механизме перемещения, имеющем такую конструкцию, которая позволяет смещать подвижную фиксирующую щеку к противоположной фиксирующей щеке и от нее в закрытое и открытое положение. Механизм перемещения выполнен с возможностью смещения подвижной фиксирующей щеки в ее открытое положении полностью из участка перед фиксирующей поверхностью противоположной щеки в ее закрытом положении. Данный станок для изготовления гвоздей, содержащий данную станочную обойму, повышает производительность и позволяет получать изделия улучшенного качества. 2 с. и 8 з.п.ф-лы, 14 ил.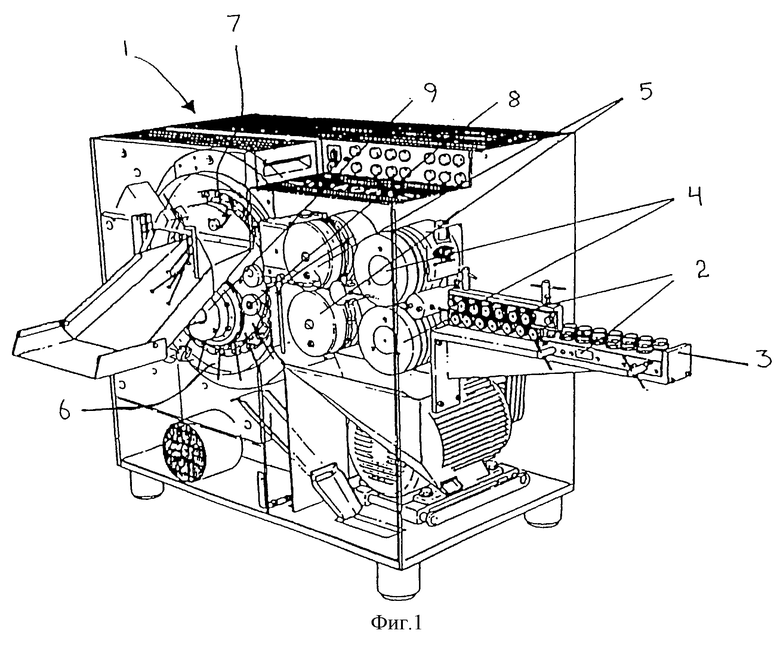
| 0 |
|
SU163111A1 | |
| Переключатель к электромагнитным весам | 1932 |
|
SU34777A1 |
| МЕХАНИЗМ ЗАЖИМА ПРОВОЛОКИ К ГВОЗДИЛЬНОМУ | 0 |
|
SU387770A1 |
| Устройство для изучения частотных характеристик линейных систем | 1960 |
|
SU143935A1 |

