Изобретение относится к сварочным материалам для дуговой сварки низкоуглеродистых сталей и используется преимущественно в качестве покрытия (обмазки) электрода.
Известны электроды с титансодержащим компонентом АНО-6, МР-3Т, НЭ-5 и другие, которые позволяют выполнять качественную сварку в нижнем положении, но сварка в вертикальном и потолочном положениях этими электродами затруднена.
Наиболее близким является покрытие электродов на основе рутилового концентрата (Пиолунковский Г.М., Шнейдеров Р.Г. и Хохлов В.Г. Новые электроды с покрытиями на рутиловой основе. В сб. Организация процессов сварки, резки и пайки, наплавки и металлизации. Выпуск 24. - Центральный институт технико-экономической информации. М., 1961 г.).
Такое покрытие имеет состав, мас.%:
Рутиловый концентрат - 50
Мрамор - 18
Тальк - 10
Каолин - 5
Ферромарганец - 15,5
Целлюлоза - 1,5
Обеспечивает сварку во всех пространственных положениях и хорошие сварочно-технологические свойства, однако не по всем параметрам отвечает современным требованиям, а именно сравнительно низкая стабильность горения дуги, что является следствием разбрызгивания металла, высокая стоимость покрытия из-за высокой стоимости рутилового концентрата.
Цель изобретения - повысить стабильность горения дуги и уменьшить разбрызгивание расплавленного металла в процессе сварки, а также снизить себестоимость изготовления электродов.
Поставленная цель решается путем введения в покрытие электрода природного коллективного ильменитрутилцирконового концентрата Бешпагирского месторождения (Ставропольский край) или добавлением смеси ильменитового (ТiFеО3), рутилового (ТiO2) и цирконового (ZrSiO4) концентратов в пропорции 1:0,5:0,25 со следующим соотношением других компонентов, мас.%:
Ильменитрутилцирконовый концентрат - 49-54
Мрамор - 12-18
Тальк - 10-15
Каолин - 3-5
Марганецсодержащий компонент - 15-17,5
Органический газообразователь - 0,5-3
Наличие в коллективном концентрате оксидов циркония стабилизирует горение дуги, улучшает внешний вид валика шва и. как следствие, снижает разбрызгивание расплавленного металла.
Найденное оптимальное содержание ильменитового, рутилового и цирконового концентратов способствовало улучшению свойств шлаковой фазы, обеспечивая сварку во всех пространственных положениях.
Снижение содержания рутилового концентрата позволило снизить себестоимость изготовления покрытия электрода.
Кроме того, использование силикомарганца или марганцевой руды вместо ферромарганца дополнительно позволяет снизить себестоимость покрытия без ухудшения сварочно-технологических свойств электродов.
Составы вариантов смесей покрытия электродов приведены в табл.1.
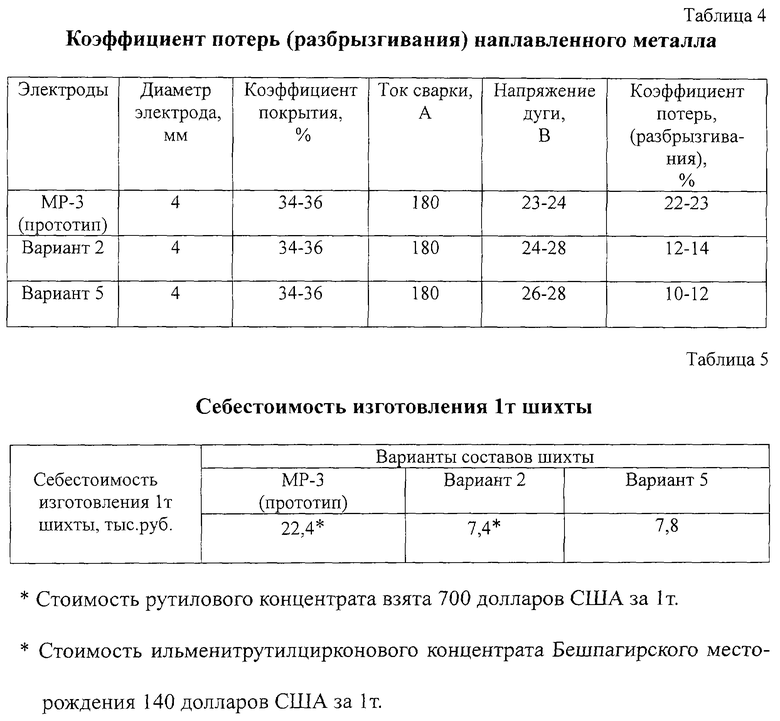
Для испытания вариантов покрытия на электродообмазочном прессе изготавливали электроды диаметром 4 мм с постоянной толщиной покрытия (Кп-36%) мм. Сварку электродами выполняли в нижнем, вертикальном и потолочном положениях. Сваривались пластины из стали Ст.3сп толщиной 20 мм. Сварку выполняли от трансформатора переменного тока марки ТДМ-502УЗ на режимах: ток сварки - 180 А, напряжение дуги - 24-28 В.
Испытания сварочно-технологических свойств электродов показало, что наиболее оптимальными явились составы покрытий вар.2 и вар.5. Также установлено что оптимальным содержанием ильменитрутилцирконового концентрата является диапазон 49-54 мас.%. Снижение или увеличение этих граничных значений приводит к изменению свойств шлака и, как следствие, ухудшению внешнего вида валика шва.
Механические испытания металла шва выполняли на образцах, сваренных вариантами 2 и 5 (табл.2).
По механическим свойствам и химическому составу (табл.3) наплавленного металла электроды с покрытием вар.2 и вар.5 соответствуют требованиям ГОСТ 9466-75 и ГОСТ 9467-75 к типу Э46.
По сравнению с широко известными электродами марки МР-3 типа Э46 предлагаемые электроды имеют низкое разбрызгивание расплавленного металла в процессе сварки (табл.4).
Себестоимость изготовления предлагаемых электродов в 3 раза ниже, чем при изготовлении прототипа электродов марки МР-3 (табл.5).
Использование коллективного природного ильменитрутилцирконового концентрата Бешпагирского месторождения или смеси ильменита, рутила и циркона в соотношении 1:0,5:0,25 позволяет получить новые полезные свойства электрода, а главное улучшить широко применяемые многие десятилетия электроды марки МР-3 в части снижения разбрызгивания, заметного снижения себестоимости изготовления и улучшения внешнего вида валика шва, при сохранении сварочно-технологических свойств (возможность сварки во всех пространственных положениях) и высоких механических свойств металла шва.
Применение ильменитрутилцирконового концентрата или их смеси в электродном покрытии позволит получить экономический эффект более 1500 млн. рублей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1980 |
|
SU933336A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1996 |
|
RU2124427C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2002 |
|
RU2217286C1 |
| ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1999 |
|
RU2148485C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2002 |
|
RU2217287C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 1996 |
|
RU2110384C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2056991C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1995 |
|
RU2117563C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1994 |
|
RU2070497C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2001 |
|
RU2226458C2 |


Изобретение может быть использовано при ручной дуговой сварке низкоуглеродистых сталей. Электродное покрытие содержит, мас.%: ильменитрутилцирконовый концентрат 49-54, мрамор 12-18, тальк 10-15, каолин 3-5, марганецсодержащий компонент 15-17,5, органический газообразователь 0,5-3,0. Ильменитрутилцирконовый концентрат может быть использован как смесь ильменита, рутила и циркона, взятых в соотношении 1:0,5:0,25. Использование покрытия позволяет получить высокую стабильность дуги, небольшое разбрызгивание расплавленного металла при снижении себестоимости изготовления электродов. 1 з. п.ф-лы, 5 табл.
Ильменитрутилцирконовый концентрат 49-54
Мрамор 12-18
Тальк 10-15
Каолин 3-5
Марганецсодержащий компонент 15-17,5
Органический газообразователь 0,5-3,0
Ильменит 1
Рутил 0,5
Циркон 0,25
| ПИОЛУНКОВСКИЙ и др | |||
| Новые электроды с покрытиями на рутиловой основе | |||
| В сб | |||
| "Организация процессов сварки, резки и пайки, наплавки и металлизации" | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Центральный институт технико-экономической информации | |||
| - М., 1961 | |||
| Состав электродного покрытия для сварки низкоуглеродистых и низколегированных сталей | 1985 |
|
SU1284843A1 |
| Электродное покрытие | 1979 |
|
SU831466A1 |
| СОСТАВ ПОКРЫТИЯ СВАРОЧНОГО ЭЛЕКТРОДА | 1996 |
|
RU2105648C1 |

