Изобретение относится к оборудованию для отрезки и формирования (складывания) плоских изделий из текстильной ленты, в частности марлевых салфеток или марлевых тампонов.
Известны устройства для отрезки и складывания марлевых салфеток по авт. свид. СССР 819026, В 65 Н 45/00, 1981 г. и 103189, В65 Н 45/00, 1955 г., содержащие рулонодержатели, механизм продольного складывания, подающие (отмеривающие) валики, механизм отрезки, механизм поперечного складывания и накопитель сложенных изделий в виде емкости или транспортера. Изготовленные на основе этих авторских свидетельств машины (работают на Городищенской отделочной фабрике) имеют механический привод всех рабочих органов, представляющий собой комбинацию шестеренчатых, кулачковых, рычажных и цепных передач, приводимых в движение одним электродвигателем. Механический привод ограничивает повышение скорости работы, создает повышенный шум из-за ударов в зазорах сопрягаемых деталей, исключает наладку отдельно каждого механизма на рабочей скорости. Машины не имеют накопителя пачки салфеток, поэтому операция набора салфеток в пачку в ориентированном положении осуществляется работницей вручную.
Основной недостаток указанных машин определен осуществляющимся ими технологическим процессом, во время которого после каждой операции одного полного цикла (отмеривания, отрезка, перемещения в зону складывания, поперечное складывание, сброс в накопитель) отрезок марли некоторое время остается неконтролируемым рабочими органами машины. Например, на фиг. 1 авт. свид. 819026 видно, что отрезок марли после отрезки свободно лежит на направляющих планках 13 и "ждет", пока его захватят щипцы 64.
В высокоскоростных машинах, работающих с такой мягкой текстильной продукцией, как марля, имеющей нечеткие размеры, массу и механические свойства, свободное, неконтролируемое рабочими органами положение полуфабриката во время смены операций цикла приводит к смещению полуфабриката от вибрации, статического электричества, грязи на рабочих органах и т.п., что приводит к нечеткому последующему сложению. Края сложенной марлевой салфетки или тампона должны быть направлены внутрь, чтобы исключить попадание отдельных ниток в рану больного, поэтому, например, отклонение линий поперечного сгиба от перпендикулярности к продольной оси отрезка марли приводит к выступлению угла края салфетки наружу.
Задачей изобретения является создание машины с высокой точностью складывания марлевых салфеток определенной конфигурации за счет непрерывного контроля салфетки рабочими органами не только на всех операциях одного цикла, но и в промежутках между ними, а также с автоматическим накоплением сложенных салфеток в пачку в ориентированном положении.
Техническим результатом является повышение точности складывания марлевых салфеток и исключение ручных операций при наборе салфеток в пачку.
Это достигается тем, что в машине для формирования марлевых салфеток, содержащей корпус, рулонодержатели и взаимосвязанные по технологическому циклу механизм продольного складывания ленты марли, механизм подачи и отмеривания ленты марли, механизм поперечной отрезки ленты марли, имеющий неподвижный нож, и механизм поперечного складывания ленты марли, согласно изобретению механизм поперечной отрезки и механизм поперечного складывания выполнены в виде смонтированной на плите корпуса общей матрицы, имеющей подвижные и неподвижные стойки, образующие пазы для удержания перемещаемой отрезанной части ленты марли, а в упомянутых пазах между стойками размещены подвижные пуансоны для поперечного складывания и перемещения салфеток из отрезанной части ленты марли в пазах между стойками.
Матрица может быть образована семью неподвижными и двумя подвижными стойками, при этом на одной из неподвижных стоек матрицы закреплен неподвижный нож механизма поперечной отрезки, и напротив этой неподвижной стойки расположена одна из подвижных стоек, образуя совместно с упомянутой неподвижной стойкой узел зажима ленты марли, повышающий надежность отрезки.
Машина может иметь накопитель салфеток, представляющий собой механизм накопления салфеток в пачку в ориентированном положении, имеющий подвижную вилку, установленную с возможностью совершения возвратно-поступательного движения в вертикальной и горизонтальной плоскостях.
Одна из подвижных стоек совместно с расположенными напротив нее неподвижными стойками образуют часть паза матрицы переменной ширины, в которой отрезок марлевой ленты удерживается за счет сил трения перед первым поперечным складыванием и не падает вниз.
Две неподвижные стойки имеют общие пазы, в которых расположена подвижная вилка механизма накопления салфеток в пачку, и в одной из этих неподвижных стоек смонтированы подпружиненные стопора для удержания сложенных салфеток от произвольного смещения в пазу при обратном движении пуансона.
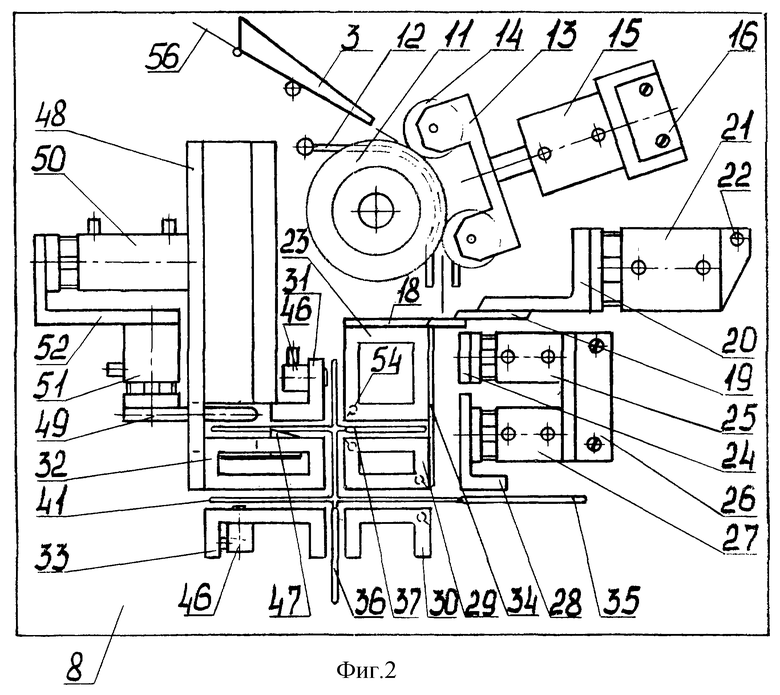
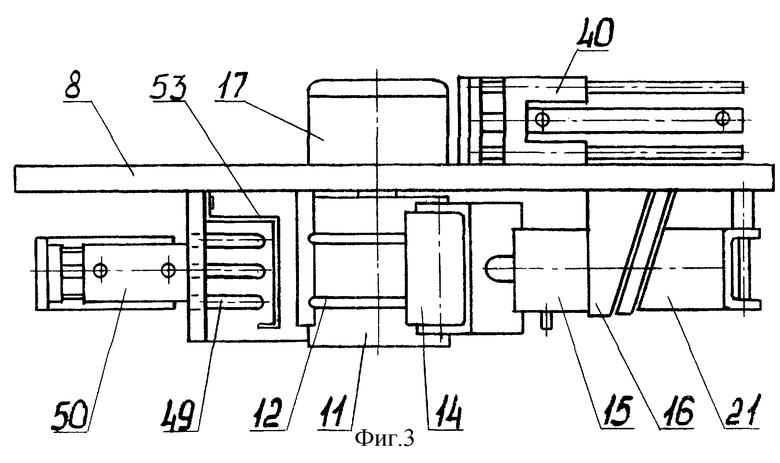
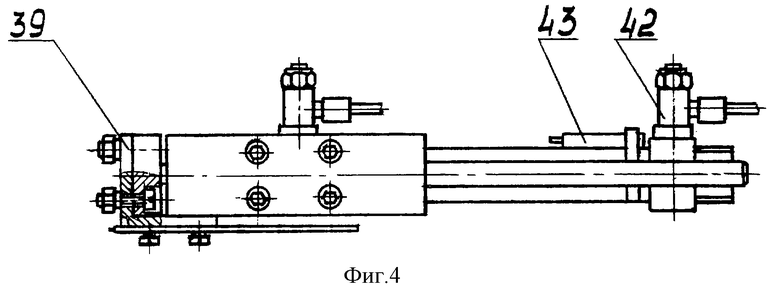
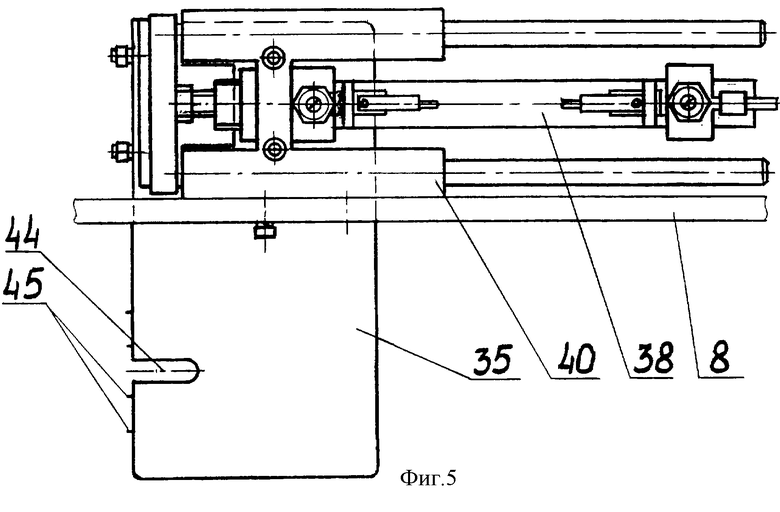
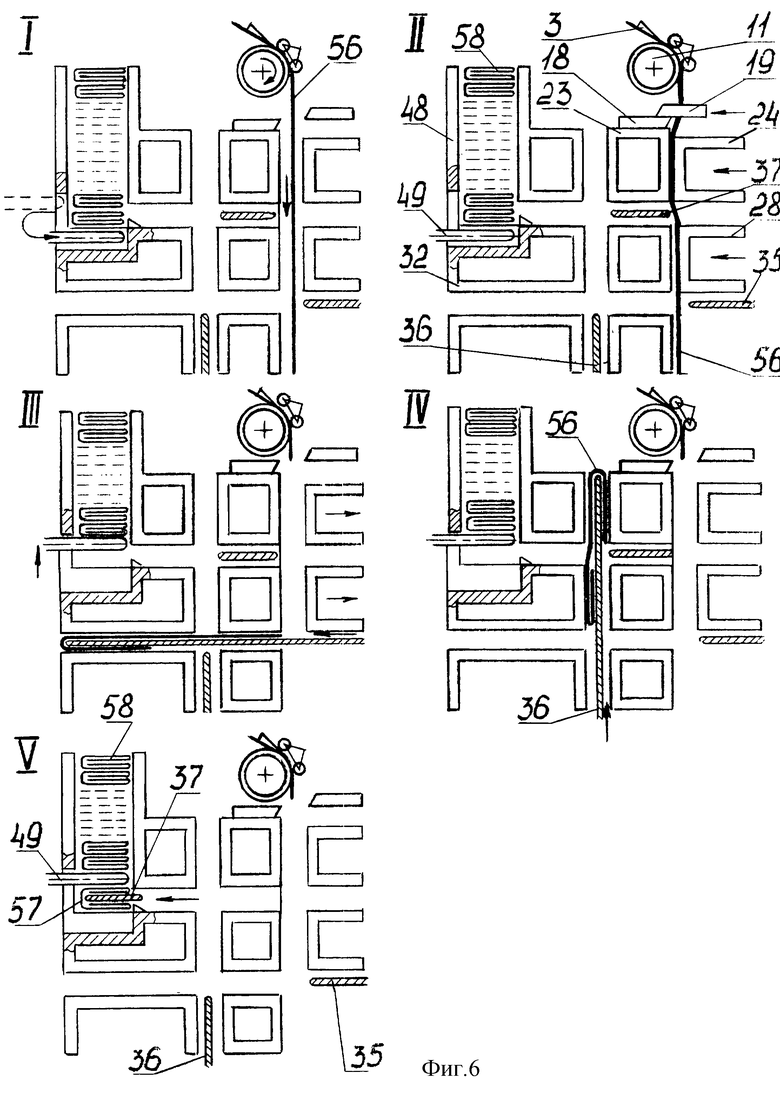
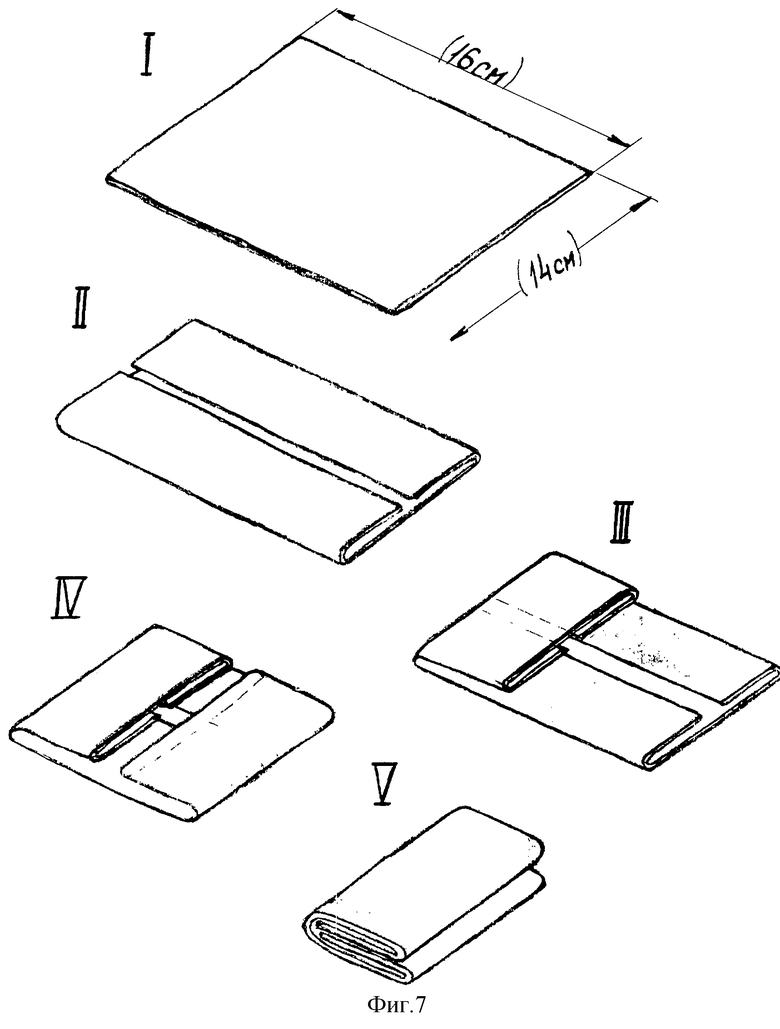
На фиг. 1 изображен общий вид машины в настольном исполнении; на фиг.2 показан вид спереди на плиту корпуса с расположенными на ней основными механизмами; на фиг.3 - вид сверху на плиту с механизмами; на фиг.4 - пример выполнения механизма первого поперечного складывания, вид спереди; на фиг.5 - тот же механизм, вид сверху; на фиг.6 позициями I-V последовательно показаны операции по формированию сложенной салфетки и набору ориентированных салфеток в пачку; на фиг.7 в аксонометрии условно показан процесс складывания марлевой салфетки из отрезка марлевой ленты.
Машина для формирования марлевых салфеток (фиг.1) содержит корпус 1, рулонодержатели 2, механизм продольного складывания 3, механизм подачи и отмеривания 4, механизм поперечной отрезки 5, механизм поперечного складывания 6, механизм накопления 7 сложенных салфеток в пачку в ориентированном положении. Кроме указанных основных механизмов машина имеет общеизвестную пневмоэлектрическую систему управления, состоящую из стандартного набора пневмораспределителей, программируемого контроллера и т.п., которая на фигурах не показана.
В корпусе 1 машины вертикально закреплена гладкая плита 8, на которой смонтированы все основные механизмы, кроме того, ролики 9 для выравнивания ленты марли и ленточные тормоза 10 рулонов марли.
Механизм продольного складывания состоит из типового рубильника, в котором во время движения ленты непрерывно осуществляется первое продольное складывание обоих краев ленты к ее середине. При необходимости получить более плотную и объемную салфетку в рубильник заправляют две ленты с обоих рулонодержателей.
Механизм подачи и отмеривания ленты марли (см. фиг.2 и 3) содержит отмеривающий барабан 11, в канавках которого размещены трубки 12, каретку 13 с прижимными валиками 14, пневмоцилиндр 15 привода каретки, установленный на кронштейне 16, и привод 17 барабана 11, представляющий собой поворотный пневмоцилиндр с муфтой холостого хода. Привод 17 обеспечивает поворот барабана 11 (подачу ленты) только в одну сторону.
Механизм поперечной отрезки ленты марли (см. фиг.2 и 3) содержит неподвижный 18 и подвижный 19 ножи, образующие режущий узел. Подвижный нож 19 закреплен на угольнике 20, соединенном с пневмоцилиндром 21, который смонтирован на оси 22, жестко соединенной с плитой 8. Угольник 20 позволяет регулировать наклон подвижного ножа 19 относительно неподвижного ножа 18, что обеспечивает взаимодействие лезвий ножей по точке, а не по плоскости, чем достигаются более надежные условия отрезки ленты. Неподвижный нож 18 закреплен на неподвижной стойке 23, которая совместно с расположенной напротив подвижной стойкой 24 образует узел зажима марли перед отрезкой. Подвижная стойка 24 приводится в движение пневмоцилиндром 25, закрепленным на кронштейне 26. На том же кронштейне 26 крепится пневмоцилиндр 27, с которым соединена подвижная стойка 28.
Механизм поперечного складывания отрезанной части марлевой ленты состоит из установленных на плите 8 с пазами между ними неподвижных стоек 23, 29, 30, 31, 32, 33, образующих матрицу с пазами и размещенных в пазах с возможностью возвратно-поступательного перемещения пуансона 35 первого складывания, пуансона 36 второго складывания и пуансона 37 третьего складывания. Неподвижные стойки 23 и 29 соединены планкой 34, облегчающей вход марлевой ленты в паз.
Все пуансоны приводятся в движение одинаковыми пневмоприводами. На фиг.4 и 5 показан пример выполнения привода пуансона 35 первого складывания. Пуансон 35 крепится к штоку пневмоцилиндра 38 через уголок 39, а сам пневмоцилиндр 38 монтируется в направляющем приспособлении 40, которое обеспечивает прямолинейное, возвратно-поступательное перемещение пуансона 38. Приспособление 40 крепится к плите 8 со стороны, обратной расположению неподвижных стоек, при этом пуансон 35 проходит через крестообразный паз 41 в плите 8. На пневмоцилиндре 38 установлены дросселя 42, регулирующие скорость движения пуансона, и магнитные датчики 43, фиксирующие его конечные положения. В передней кромке пуансона имеется паз 44, а также могут быть закреплены иглы 45, которые не позволяют марлевой ленте сместиться вдоль пуансона во время ее сложения.
В неподвижных стойках 31 и 33 смонтированы стопорные пневмоцилиндры 46, фиксирующие салфетку в начальной фазе первого и второго сложения и предотвращающие ее смещение при обратных ходах пуансонов. Штоки стопорных пневмоцилиндров 46 расположены напротив пазов 44 передних кромок пуансонов.
В неподвижной плите 32 размещены подпружиненные стопора 47, фиксирующие салфетку после третьего сложения и исключающие ее смещение назад при обратном ходе пуансона 37.
Механизм накопления 7 сложенных салфеток в пачку в ориентированном положении (см. фиг.2 и 3) включает в себя неподвижную стойку 32, жестко соединенную с ней боковую неподвижную стойку 48, вилку 49, пневмоцилиндр 50 горизонтального смещения вилки 49 и пневмоцилиндр 51 вертикального смещения вилки 49.
Вилка 49 жестко соединена со штоком пневмоцилиндра 51, который через угольник 52 жестко соединен со штоком пневмоцилиндра 50. Пневмоцилиндр 50 своим задним фланцем жестко соединен с боковой неподвижной стойкой 48. Неподвижные стойки 32 и 48 имеют в месте соединения общие пазы (на фиг.2 и 3 показаны пунктиром), в которых находятся зубья вилки 49, перемещающиеся вперед-назад и вверх-вниз по замкнутой траектории. На боковой стойке 48, над стойкой 32 прикреплен Г-образный кожух 53, образующий вместе со стойкой 48 желоб (накопитель), в котором накапливаются в ориентированном положении готовые сложенные марлевые салфетки.
Некоторые неподвижные стойки в своих гранях могут иметь продольные каналы 54 с рядом параллельно направленных сопел, например стойки 23, 29, 30 (на фиг. 2 и 3 показаны пунктиром). При циклической подаче сжатого воздуха в каналы 54 выходящие из сопел струи воздуха облегчают перемещение и складывание отрезка марлевой ленты.
Пневмоцилиндры 21, 25, 26, 50, 51 в стандартном исполнении имеют встроенные устройства, исключающие поворот штока относительно своей продольной оси.
Заправка машины осуществляется следующим образом.
Два рулона 55 марли (например, шириной 14 см) устанавливаются на рулонодержатели 2 и подтормаживаются ленточными тормозами 10 (тормозные ленты могут иметь средства для снятия статического заряда с марлевой ленты). Каждая из марлевых лент 56 пропускается через выравнивающие ролики 9, перед рубильником 3 они складываются вместе друг на друга и заправляются в рубильник. В рубильнике 3 сложенные вместе ленты 56 загибаются краями с обеих сторон к середине таким образом, чтобы ширина сложенной ленты составляла половину ширины расправленной (в нашем случае - 7 см). Уже двойная, продольно сложенная лента заправляется между отмеривающим (подающим) барабаном 11 и кареткой 13 с прижимными валиками 14. При включении подачи сжатого воздуха пневмоцилиндр 15 зажимает продольно сложенную ленту между барабаном 11 и прижимными валиками 14, при этом каретка 13 самоустанавливается на барабане 11, чем обеспечивается равномерное усилие прижима ленты к барабану 11 по всей ее ширине.
Работа машины осуществляется следующим образом.
При включении цикла (фиг.6, поз.I) отмеривающий барабан 11 поворачивается приблизительно на 180o и в паз между стойками 23, 29, 30 и 24, 28 матрицы поступает отрезок продольно сложенной ленты 56 необходимой длины (например, 16 см). Перемещение отрезка ленты 56 вниз происходит как под действием веса, так и за счет направления ее трубками 12, предотвращающими произвольное наматывание ленты на барабан 11 и валики 14. По трубкам 12 во время отмеривания и подачи ленты 56 в паз матрицы подается сжатый воздух. Струи воздуха направляют ленту 56 вдоль неподвижных стоек 23, 30 и 31, помогая входу ленты 56 в паз матрицы.
После отмеривания отрезка ленты (фиг.6, поз.II) барабан 11 и валики 14 останавливаются, включаются пневмоцилиндры 25 и 27, вследствие чего лента 56 прижимается подвижной стойкой 24 к неподвижной стойке 23, а стойка 28 выдвигается почти вплотную к неподвижным стойкам 23 и 29. Включение пневмоцилиндра 15 обеспечивает возвратно-поступательное перемещение подвижного ножа 19, который, перемещаясь по неподвижному ножу 18, отрезает отрезок ленты 56 необходимой длины (16 см) и возвращается в исходное положение. Пневмоцилиндр 25 переключается, и подвижная стойка 24 возвращается в исходное положение, освобождая отрезок ленты 56 от зажима, после чего он удерживается в узком пазу только за счет сил трения. Последующее тройное поперечное складывание отрезка ленты в салфетку обеспечивается последовательным возвратно-поступательным движением пуансонов первого 35, второго 36 и третьего 37 складывания (фиг.6, поз.III-V). Перед возвратом пуансонов 35 и 36 в исходное положение салфетка зажимается штоками пневмоцилиндров 46 (фиг.6, поз.III-IV), чтобы исключить ее деформацию или смещение назад вслед за пуансоном.
Для накопления сформированных салфеток в пачку пуансон 37 третьего поперечного складывания одним движением (фиг.6, поз.V) обеспечивает как третье складывание, так и ввод новой салфетки 57 (в нашем варианте размером 7 х 4 см) под вилку 49 механизма накопления. Последовательно включающиеся пневмоцилиндры 50 и 51 обеспечивают перемещение любой точки вилки 49 по траектории, представляющей собой прямоугольник. Вилка 49 перемещается в пазах стоек 32 и 48 справа налево, выходя из-под пачки 58 сложенных салфеток (фиг.6, поз. I), которые опускаются на новую салфетку 57 и вместе с подпружиненными стопорами 47 удерживают салфетку 57 на месте, предотвращая ее смещение от трения о пуансон 37 при его обратном движении.
При перемещении вилки 49 вниз, слева направо и вверх новая салфетка 57 оказывается уже не под вилкой, а над ней, освободив место для следующей салфетки. Таким образом, взаимодействие вилки 49 и стоек 32 и 48 матрицы обеспечивает накопление пачки одинаково ориентированных салфеток снизу вверх. Работница может без остановки машины снимать сверху необходимое количество сложенных марлевых салфеток или использовать программируемый счетчик, останавливающий машину после накопления заданного количества салфеток.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Автомат для складывания плоских изделий | 1977 |
|
SU676523A1 |
| Устройство для складывания плоскихиздЕлий | 1978 |
|
SU819026A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКИХ САЛФЕТОК | 1996 |
|
RU2112485C1 |
| Устройство складывания медицинских салфеток | 2024 |
|
RU2837463C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Устройство для зигзагообразного складывания плоских текстильных изделий | 1982 |
|
SU1052463A1 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ СЫПУЧИМ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 2000 |
|
RU2182106C2 |
| Автомат для изготовления пакетов из ленточного термосклеивающегося материала и наполнения их сыпучим продуктом | 1991 |
|
SU1794039A3 |
Изобретение относится к оборудованию для отрезки и формирования (складывания) плоских изделий из текстильной ленты, в частности марлевых салфеток или марлевых тампонов. Техническим результатом является повышение точности складывания марлевых салфеток и исключение ручных операций при наборе салфеток в пачку. Сущность изобретения заключается в том, что машина для формирования марлевых салфеток содержит корпус, рулонодержатели и взаимосвязанные по технологическому циклу механизм продольного складывания ленты марли, механизм подачи и отмеривания ленты марли, механизм поперечной отрезки ленты марли, имеющий неподвижный нож, и механизм поперечного складывания ленты марли. Механизм поперечной отрезки и механизм поперечного складывания выполнены в виде смонтированной на плите корпуса общей матрицы, имеющей подвижные и неподвижные стойки, образующие пазы для удержания перемещаемой отрезанной части ленты марли, а в упомянутых пазах между стойками размещены подвижные пуансоны для поперечного складывания и перемещения салфеток из отрезанной части ленты марли в пазах между стойками. 4 з.п. ф-лы, 7 ил.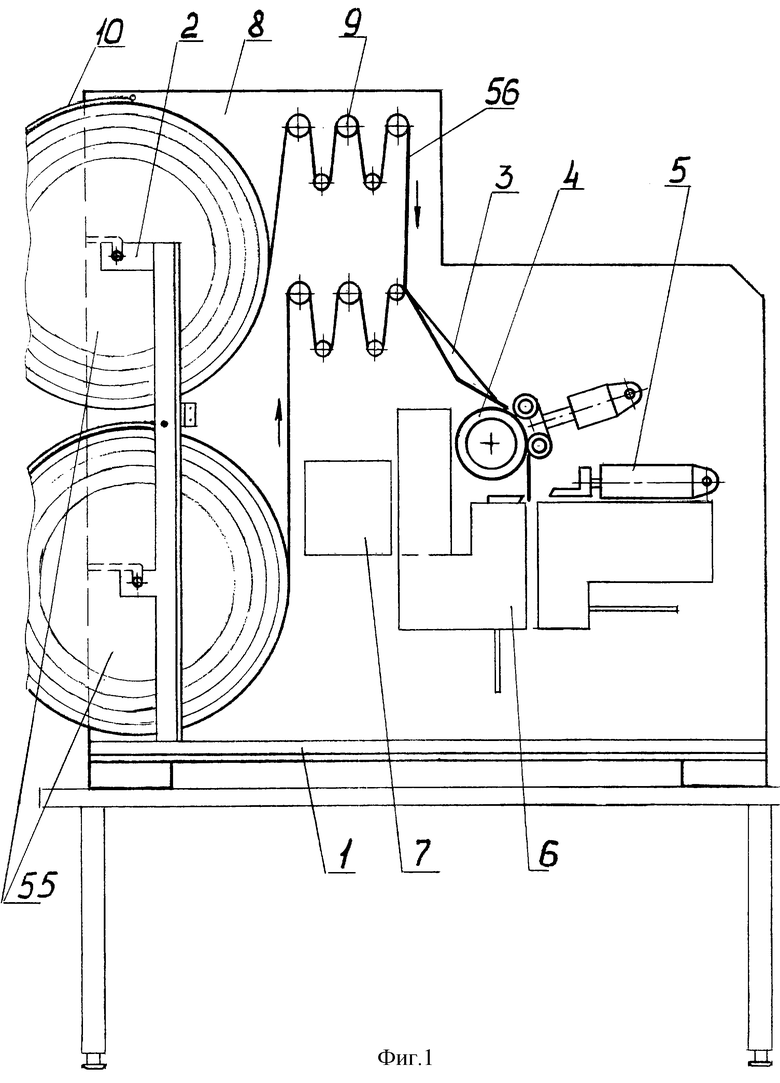
| Устройство для складывания плоскихиздЕлий | 1978 |
|
SU819026A1 |
| Автомат для складывания плоских изделий | 1977 |
|
SU676523A1 |
| Машина для автоматической резки и складывания материалов, например марлевых салфеток | 1955 |
|
SU103189A1 |
| US 4861326 А, 29.08.1989 | |||
| АЭРОЗОЛЕОБРАЗУЮЩИЙ ОГНЕТУШАЩИЙ СОСТАВ | 1999 |
|
RU2157271C1 |
| EP 0302031 А, 01.02.1989. | |||

