Изобретение относится к литейному производству, а именно к изготовлению керамических форм по выплавляемым моделям.
Известен способ прокаливания оболочковых форм, включающий нагрев оболочки в окислительной среде до 800...1100oС с последующей выдержкой. При этом протекает процесс удаления остатков модельного состава из оболочки. Для осуществления способа используются электрические и газовые печи, печи с высокотемпературным псевдоожиженным слоем огнеупора [1].
Недостатками способа являются: невозможность прокалки кварцевых керамических оболочек без опорного наполнителя; большая длительность прокалки; значительные затраты на электроэнергию и жаропрочную оснастку.
Известен способ прокаливания керамических оболочек, включающий нагрев оболочки в герметичной камере до 400...600oС, вакуумирование камеры, ее разгерметизацию, и последующее повторение цикла 2-3 раза. При этом остатки модельного состава "возгоняются" из оболочки [2].
Недостатком указанного способа является сложность и нестабильность технологического процесса, вследствие чего способ не находит промышленного применения.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ прокаливания керамических форм с внутренней полостью, при котором форму размещают в прокалочной печи, во внутренней полости керамической формы создают разрежение 5...100 мм вод. ст. и прокачивают через нее нагретый окислительный газ непосредственно из прокалочной печи [3].
Однако при прокачке нагретого окислительного газа через внутреннюю полость формы он омывает ее стенки, но не попадает в поры, где остается модельный состав. Это приводит к тому, что при последующей заливке формы в отливке возникают литейные дефекты, например "газовые раковины".
Целью предлагаемого изобретения является удаление модельного состава не только из внутренней полости, но и из пор в ее стенках.
Поставленная цель достигается тем, что в способе прокаливания керамических форм с внутренней полостью, при котором форму размещают в прокалочной печи, во внутренней полости создают разрежение, прокачивают через нее нагретый окислительный газ и удаляют газообразные продукты, перед прокалкой формы на входе в ее внутреннюю полость устанавливают уплотнение и сообщают полость с отсасывающим устройством каналом, проходящим через это уплотнение.
Для обеспечения наилучшего удаления остатков модельного состава, содержащихся керамической форме, в том числе в порах формы и ее внутренней полости, окислительный газ нагревают до 500...550oС.
В качестве окислительного газа может быть использован воздух.
Для обеспечения оптимального расхода горячего воздуха разрежение в полости формы создают до 0,005...0,01 МПа.
Предлагаемый способ поясняется чертежом, на котором изображена прокалочная печь с размещенной в ней формой.
В печи 1 размещена керамическая форма 2 с внутренней полостью 3. На входе во внутреннюю полость 3 (конус 4 воронки литниковой системы) установлено уплотнение 5, выполненное в виде сферического ложемента. В ложементе 5 выполнен канал 6, сообщающий внутреннюю полость 3 формы 2 через трубопровод 7 с отсасывающим устройством 8, например вакуумным насосом.
Печь 1 снабжена нагревателями 9, термопарой 10, вакууметром 11. Над печью 1 расположена камера 12, сообщенная с печью 1 каналом 13. В камере 12 установлен нагревательный элемент 14 для нагрева окислительного газа.
Предлагаемый способ осуществляется следующим образом.
Форму 2 размещают в печи 1, устанавливая конус 4 воронки литниковой системы на уплотнение 5 в виде сферического ложемента и создают опорно-герметизирующий контакт.
Печь 1 предварительно нагревают нагревателями 9, а окислительный газ нагревательным элементом 14.
При включении вакуумного насоса 8 во внутренней полости 3 формы 1 создают разрежение (перепад давлений снаружи и внутри формы), горячий воздух от нагревательного элемента 14 через канал 13 поступает в печь 1 и благодаря перепаду давлений проходит через поры керамической формы 2 в ее внутреннюю полость, окисляя модельный состав на внешней поверхности, в порах и во внутренней полости формы.
Продукты возгонки и горения органических соединений удаляют из полости 3 вакуумным насосом 8.
При проходе через поры формы 2 горячего воздуха, нагретого до 500... 550oС, остатки модельного состава переходят в жидкое состояние и термодеструкцируются в углеродный остаток. При нагреве оболочки более 400oС идет реакция окисления углерода кислородом воздуха по реакции С + О2 = СО2. Образующиеся продукты окисления (двуокись углерода и сопутствующий азот) непрерывно отводятся от зоны окисления, чем обеспечиваются благоприятные условия окисления углерода.
Температура горячего воздуха ниже температуры полиморфных превращений β-кварца в α-кварц, что позволяет вести прокаливание керамических форм без опорного наполнителя и исключить растрескивание форм.
При величине разрежения в полости формы 0,005...0,01 МПа обеспечивается оптимальный расход горячего воздуха, необходимый для окисления углерода при времени прокаливания менее 30 минут.
Результаты опытных работ. После 30-минутного прокаливания и охлаждения до комнатной температуры керамическая оболочка приобретает светло-розовый цвет, что соответствует технологически необходимому удалению модельного состава (углерода) из керамической формы. Содержание остаточного углерода в форме после прокаливания составляет 0,029...0,031% при допускаемом 0,05%.
Источники информации
1. Литье по выплавляемым моделям / Под общ. ред. Я.И. Шкленника и В.А. Озерова. - 3 изд. - М.: Машиностроение, - 1984, - c.234-238 - аналог.
2. Потапов Ю. М., Мышкалов С.В. Способ прокаливания керамических форм. //А.с. СССР 270195. - 1970 - аналог.
3. А.с. СССР 645748. БИ 5,1979, - c.33 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных оболочковых литейных форм | 1982 |
|
SU1101317A1 |
| Способ прокаливания оболочковых форм по выплавляемым моделям | 1980 |
|
SU1011326A1 |
| Способ прокаливания керамических форм | 1976 |
|
SU645748A1 |
| Способ прокаливания керамических форм | 1989 |
|
SU1655653A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям | 2020 |
|
RU2746664C1 |
| Способ прокаливания оболочковых форм | 1980 |
|
SU967669A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| Способ прокаливания форм,получаемых по выплавляемым моделям | 1981 |
|
SU948531A1 |
| Устройство для сравнивания качества прокаливаемых керамических форм | 1980 |
|
SU942865A1 |
Изобретение относится к литейному производству, в частности к изготовлению керамических форм по выплавляемым моделям. Перед прокаливанием формы в ее внутреннюю полость устанавливают уплотнение. Размещают форму в прокалочной печи. Включают вакуумный насос. При этом во внутренней полости формы создается разрежение. Горячий воздух от нагревательного элемента поступает в печь. Благодаря перепаду давления воздух проходит сквозь поры формы в ее внутреннюю полость, окисляя модельный состав на внешней поверхности, в порах и во внутренней полости формы. Продукты сгорания удаляют вакуумным насосом. Наилучшая температура нагрева окислительного газа 500-550oС, а величина разрежения 0,005-0,01 МПа. За счет полного удаления модельного состава устраняются дефекты отливки, возникающие при заливке формы металлом. 3 з.п.ф-лы, 1 ил.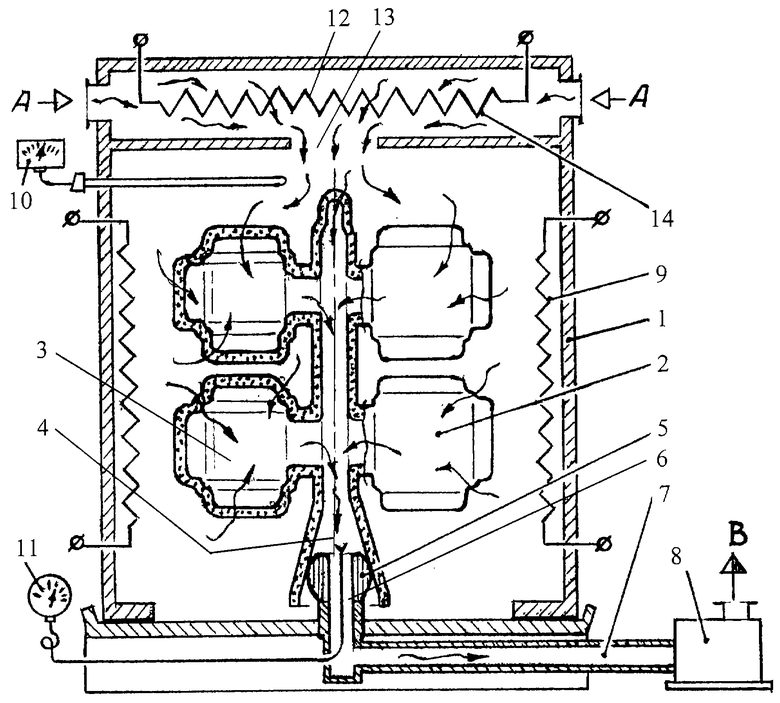
| Способ прокаливания керамических форм | 1976 |
|
SU645748A1 |
| Способ прокаливания керамических форм | 1989 |
|
SU1655653A1 |
| Способ прокалки керамических форм | 1975 |
|
SU555970A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБОЛОЧКОВОЙ ФОРМЫ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1983 |
|
SU1141643A1 |
| Устройство для считывания графической информации | 1984 |
|
SU1188766A1 |
