Изобретение относится к обработке металлов давлением, а именно к холодновысадочному инструменту, и может быть использовано при изготовлении стержневых изделий.
Известна матрица для редуцирования, содержащая заходную полость, рабочую полость с формообразующим пояском и переходным коническим участком от заходной полости до формообразующего пояска, направляющую полость, при этом угол конуса переходного участка составляет 13-15o (проспект фирмы NATIONAL MACHINERY, дата поступления на предприятие 1996 год).
Известная матрица не обладает достаточной стойкостью.
Наиболее близкой к изобретению по совокупности существенных признаков является матрица для редуцирования, содержащая заходную полость, рабочую полость с формообразующим пояском и переходным участком от заходной полости до формообразующего пояска, направляющую полость, при этом переходный участок рабочей полости выполнен коническим с углом при вершине не более 30o. (Ковка и штамповка. Холодная объемная штамповка. Справочник под редакцией Навроцкого Г.А., т.3 - М.: Машиностроение, 1987, с. 169, 170, рис.39в).
Такая матрица имеет низкую стойкость, так как при редуцировании заготовок на холодно-высадочных автоматах при длине заготовок более десяти ее диаметров скорость деформирования изменяется от 0,5 м/с до 0, что происходит к разрыву жидкого смазочного слоя на поверхности заготовки. Поэтому при редуцировании и выталкивании заготовки ее материал налипает на поверхность формообразующего пояска рабочей полости матрицы, появляются задиры на поверхности детали и инструмента, что снижает стойкость инструмента и ухудшает качество деталей.
Изобретение решает задачу повышения стойкости матрицы за счет изменения формы поверхности переходного участка рабочей полости от заходной полости до формообразующего пояска.
Поставленная задача решена тем, что матрица для редуцирования, содержащая заходную полость, рабочую полость с формообразующим пояском и переходным участком от заходной полости до формообразующего пояска, направляющую полость, при этом поверхность переходного участка от заходной полости до формообразующего пояска выполнена вогнутой по радиусу R и сопряжена с поверхностью формообразующего пояска по касательной поверхности, расположенной под углом α к поверхности формообразующего пояска, составляющим 30÷60o.
Величина L касательной поверхности переходного участка составляет 0,1÷1 мм, а радиус R образующей вогнутой поверхности определен по формуле:
где D - диаметр заходной полости;
d - диаметр формообразующего пояска;
α - угол между касательной поверхностью переходного участка рабочей полости и поверхностью формообразующего пояска;
L - величина касательной поверхности этого переходного участка.
Благодаря определенной криволинейной форме поверхности переходного участка рабочей полости обеспечивается сохранение защитно-смазочного покрытия в этой части матрицы, вследствие чего повышается стойкость матрицы.
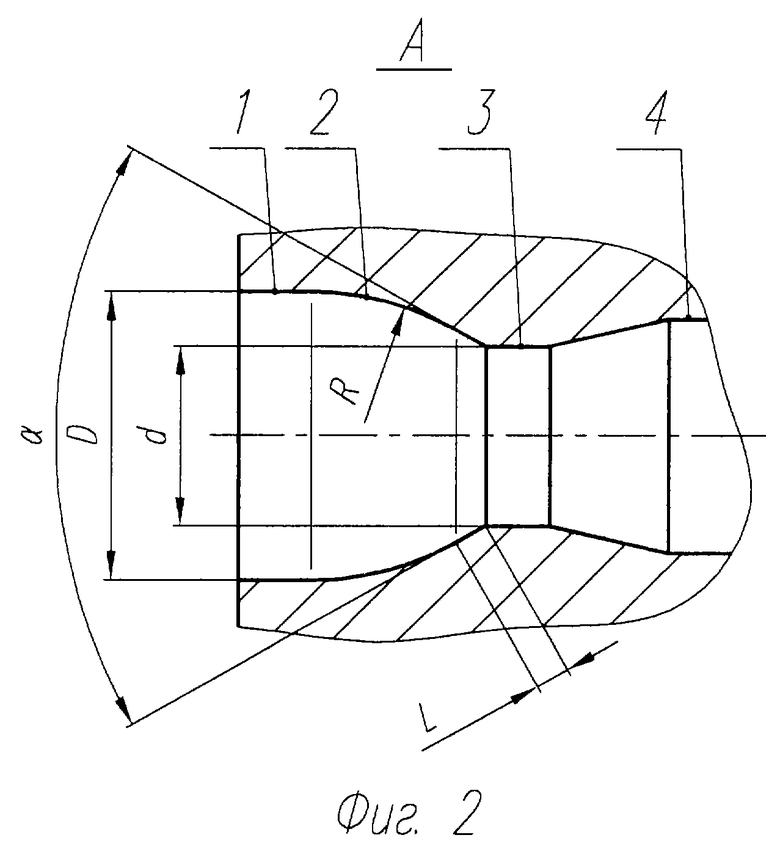
На фиг. 1 показана матрица для редуцирования, общий вид в разрезе; на фиг.2 - часть А матрицы.
Матрица для редуцирования содержит заходную полость 1 диаметром D, рабочую полость, состоящую из переходного участка 2 и формообразующего пояска 3 диаметром d, направляющую полость 4. Поверхность переходного участка 2 от заходной полости до формообразующего пояска выполнена вогнутой по радиусу R и сопряжена с поверхностью формообразующего пояска 3 по касательной поверхности, расположенной под углом α к поверхности формообразующего пояска.
Величина L касательной поверхности переходного участка может изменяться от 0,1 до 1 мм. Угол α равен 30÷60o. При α<30° происходит увеличение площади деформирующей поверхности и существенно увеличиваются усилия на преодоление сил трения, а при α>60° увеличиваются усилия на деформирование материала, что приводит к осадке заготовки у входа в матрицу. Радиус вогнутой поверхности R рассчитывается по определенной формуле.
Матрица для редуцирования работает следующим образом.
Заготовка поступает в заходную полость 1, затем деформируется в переходном участке 2, где за счет создания серповидного клинового зазора между заготовкой и вогнутой поверхностью происходит захват смазочного материала и его подача в зону формообразующего пояска, что гарантирует сохранение без разрывов защитно-смазочного покрытия и предотвращает налипание материала заготовки на поверхность матрицы. Далее заготовка калибруется, проходя через формообразующей поясок 3, и поступает в направляющую полость 4. После окончания процесса редуцирования производят выталкивание заготовки в обратную сторону через формообразующий поясок.
Использование предложенной конструкции матрицы позволит повысить стойкость инструмента благодаря измененной формы поверхности переходного участка рабочей полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЦА ДЛЯ РЕДУЦИРОВАНИЯ | 2002 |
|
RU2222406C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2008 |
|
RU2385200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ГОЛОВКОЙ, ИМЕЮЩЕЙ ВНУТРЕННИЙ МНОГОГРАННИК И ФЛАНЕЦ, НА ХОЛОДНОВЫСАДОЧНОМ АВТОМАТЕ | 2007 |
|
RU2350424C1 |
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| Матрица для прессования фасонных профилей | 1985 |
|
SU1281317A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2002 |
|
RU2220808C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1996 |
|
RU2107574C1 |
Изобретение относится к обработке металлов давлением, в частности к холодновысадочному инструменту, и может быть использовано при изготовлении стержневых изделий. Матрица содержит заходную, рабочую и направляющую полости. Рабочая полость выполнена с формообразующим пояском и переходным участком от заходной полости до формообразующего пояска. Поверхность переходного участка выполнена вогнутой по радиусу и сопряжена с поверхностью формообразующего пояска по касательной поверхности, расположенной под углом 30-60o к поверхности формообразующего пояска. Величина касательной поверхности переходного участка составляет 0,1-1 мм. Радиус образующей вогнутой поверхности определен из приведенной математической зависимости. В результате обеспечивается повышение стойкости матрицы. 1 з.п.ф-лы, 2 ил.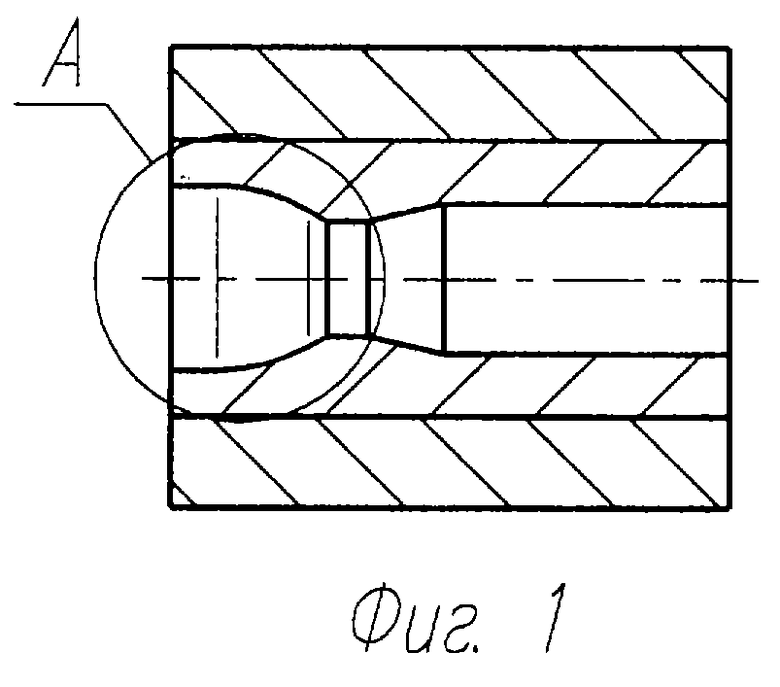

где D - диаметр заходной полости;
d - диаметр формообразующего пояска;
α - угол между касательной поверхностью переходного участка рабочей полости и поверхностью формообразующего пояска;
L - величина касательной поверхности этого переходного участка.
| Ковка и штамповка | |||
| Холодная объемная штамповка | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
| Сборная матрица для объемной штамповки | 1989 |
|
SU1796334A1 |
| Плавающая матрица | 1972 |
|
SU443710A1 |
| МАТРИЦА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ИЛИ ПОЛУГОРЯЧЕЙ ШТАМПОВКИ | 1994 |
|
RU2074044C1 |
| DE 3001671 А1, 23.07.1981. | |||

