Изобретение относится к способам механической обработки корпусных деталей, в частности корпусов трубопроводной арматуры типа тройник, и может быть использовано при механической обработке деталей подобных тройнику или крестовины, имеющих геометрически расположенные относительно друг друга внутренние механически обрабатываемые поверхности.
Известен способ обработки корпусных деталей задвижек, состоящий из ряда последовательных операций механической обработки элементов корпуса и заключающийся в выборе в качестве базовой для первого установа черновой поверхности проходного (магистрального) отверстия корпуса и проведении на этой базе механической обработки трех фланцев с использованием специальных приспособлений и станка модели 1С181.
На второй операции при базировании уже за наружный диаметр магистральных фланцев так же с использованием специального приспособления, но уже карусельного или токарного станков производятся механические проточки внутренних наклонных поверхностей уплотнительных полей.
На третьей операции при базировании за три фланца (магистральные и средний) так же в специальном приспособлении, но на долбежном станке, производится обработка направляющих для дисков или клина, это может быть как выступ, так и паз.
И, наконец, на четвертой операции при базировании уже на торец магистрального фланца так же с использованием специального приспособления производится обработка (сверление) отверстий во фланцах [1].
К недостатку известного способа следует отнести нестабильность отклонения от правильного взаимного расположения обработанных поверхностей и осей отверстий, обусловленного не только кинематической точностью станков и специальных приспособлений, но и сменой схем базировки и мест взаимодействия корпуса при базировке в специальных приспособлениях.
Целью изобретения является повышение точности обработки корпуса за счет применения единой базы на всех операциях его механической обработки.
Указанная цель достигается тем, что базирование на последующих операциях осуществляют по трем базам, выполненным на первом установе симметрично относительно вертикальной и горизонтальной осей корпуса с одной его стороны из условия взаимодействия при обработке с ответными элементами специальных станочных приспособлений, при этом для корпусов с фланцами базы выполняют на наружных поверхностях магистральных и среднего фланцах по всей их ширине в виде пазов с наклонными гранями, а для корпусов без фланцев - в виде глухих конических или цилиндрических отверстий.
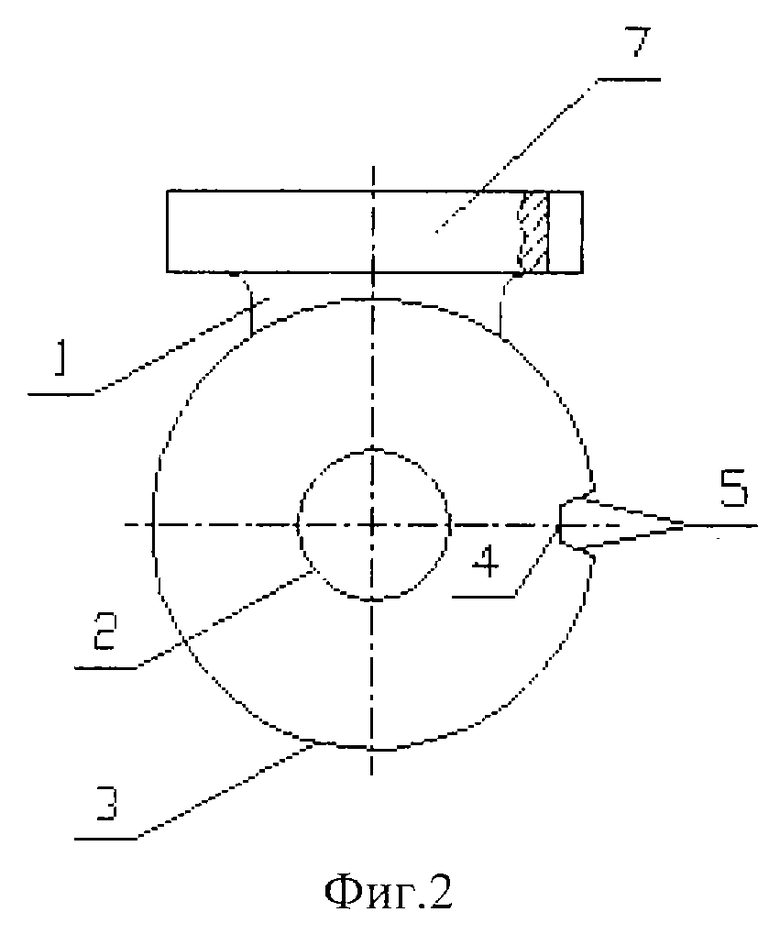
На фиг.1 изображен корпус клиновой задвижки; на фиг.2 - вид слева фиг.1; на фиг.3 - вариант; на фиг.4 - сечение А-А фиг.3.
Корпус клиновой задвижки состоит из корпуса 1 с проходным магистральным отверстием 2. Фланцы 3 имеют симметрично расположенные относительно горизонтальной оси пазы 4 с наклонными гранями 5, а относительно вертикальной оси - паз 6 на фланце 7 с наклонными гранями 8, как вариант (в случае отсутствия фланцев) на осях расположены глухие конические или цилиндрические отверстия 9.
При установке корпуса 1 на черновую базу 2 (проходное отверстие) получаем на высокоточном оборудовании типа СЧПУ (станки с числовым программным управлением) пазы 4 и 6 с наклонными гранями соответственно 5 и 8.
Далее на всех операциях механической обработки корпуса 1 (получение привалочных поверхностей фланцев, обработка уплотнительных наклонных полей, получение направляющих пазов или выступов, сверление отверстий) единой базой служат наклонные грани 5 и 8 пазов 4 и 6, которые взаимодействуют при установке в специальные станочные приспособления на каждой операции с ответными элементами приспособлений.
Таким образом, на всех операциях обработки корпуса база остается постоянной, чем и достигается более высокая точность взаимного расположения обработанных поверхностей осей отверстий.
Источник информации
1. Михаэль С.Ю., Бенин Л.А. Технология арматуростроения. М.: Машиностроение, 1965, с.66-74.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОРПУСОВ ЛАТУННОЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2008 |
|
RU2421306C2 |
| СПОСОБ ОБРАБОТКИ ЛАПЫ ДОЛОТА | 2006 |
|
RU2323076C1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| СПОСОБ СБОРКИ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2009 |
|
RU2432443C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЭЛЕМЕНТОВ ЭЛЕКТРОДОВ | 1992 |
|
RU2005585C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| Универсальная гидравлическая зажимная установка - стенд для позиционирования и герметизации фланцевой трубопроводной арматуры с настраиваемой системой зажима | 2022 |
|
RU2818609C2 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |


Изобретение относится к способам механической обработки корпусных деталей, в частности корпусов трубопроводной арматуры типа тройник, и может быть использовано при механической обработке деталей, имеющих геометрически расположенные относительно друг друга внутренние обрабатываемые поверхности. Способ включает первый установ на черновую поверхность проходного отверстия, обработку поверхностей с получением баз и базирование на последующих операциях по этим базам с использованием специальных станочных приспособлений. На последующих операциях базирование осуществляют по трем базам, выполненным на первом установе симметрично относительно вертикальной и горизонтальной осей корпуса с одной его стороны из условия взаимодействия при обработке с ответными элементами специальных станочных приспособлений. При этом для корпусов с фланцами базы выполняют на наружных поверхностях магистральных и среднего фланцев по всей их ширине в виде пазов с наклонными гранями, а для корпусов без фланцев - в виде глухих конических или цилиндрических отверстий. Использование изобретения ведет к повышению точности обработки корпуса за счет применения единой базы на всех операциях его механической обработки. 4 ил.
Способ обработки корпусов трубопроводной арматуры типа тройников, включающий первый установ на черновую поверхность проходного отверстия, обработку поверхностей с получением баз и базирование на последующих операциях по этим базам с использованием специальных станочных приспособлений, отличающийся тем, что базирование на последующих операциях осуществляют по трем базам, выполненным на первом установе симметрично относительно вертикальной и горизонтальной осей корпуса с одной его стороны из условия взаимодействия при обработке с ответными элементами специальных станочных приспособлений, при этом для корпусов с фланцами базы выполняют на наружных поверхностях магистральных и среднего фланцев по всей их ширине в виде пазов с наклонными гранями, а для корпусов без фланцев - в виде глухих конических или цилиндрических отверстий.
| МИХАЭЛЬ С.Ю | |||
| и др | |||
| Технология арматуростроения | |||
| - М.: Машиностроение, 1966, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| ЗАДВИЖКА | 1998 |
|
RU2148752C1 |
| ЗАДВИЖКА КЛИНОВАЯ | 1995 |
|
RU2094682C1 |
| US 4177595, 27.11.1979. | |||

