Изобретение относится к абразивной промышленности, в частности к производству тонких и сверхтонких отрезных абразивных кругов на вулканитовой связке.
Известен ножевой штамп, содержащий два пуансона, один из которых имеет скос наружу, а другой внутрь. Между пуансонами, а также в полости внутреннего пуансона находятся выталкиватели для прижима материала, удаления отходов и готовых деталей. Штамп снабжен эластичной подкладочной подушкой [Ходырев В.А. Применение полиуретана в листоштамповочном производстве. Пермское книжное изд-во. - 1973, с. 57, рис. 24а].
Данный штамп недостаточно пригоден для вырубки заготовок с высокой эластичностью и пластичностью, особенно малой толщины, поскольку аналогичными свойствами обладает и подкладочная подушка штампа. Использование данного штампа для получения заготовок из листа, обладающего такими свойствами, приведет к искажению геометрической формы (получению овальности) вырубаемой заготовки и образованию существенного заусенца.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является устройство для получения кольцевых заготовок абразивных кругов на вулканитовой связке, содержащее верхнюю оправку, матрицу, состоящую из основания с кольцом, в полости которого установлен кольцевой выталкиватель, подпружиненный относительно основания [Патент RU №2101165, МПК B24D 18/00. Устройство для вырубки абразивных кольцевых заготовок на вулканитовой связке / В.И.Трусковский, Л.А.Барков, В.А.Павлов и др. Заявка 96112398/02. Заявл. 25.06.1996, опубл. 10.01.98. БИ №1].
Данное устройство позволяет получать кольцевые заготовки повышенной геометрической точности без образования заусенца при вырубке из сравнительно толстых предварительно прокатанных листов, предназначенных для производства шлифовальных и полировальных кругов.
В случае вырубки кольцевых заготовок из тонко прокатных листов уже при их укладке на устройство произойдет потеря устойчивости листа и искажение геометрической формы вследствие его малой толщины. При одновременной вырубке заготовок из нескольких пластин происходит их слипание, требующее последующего ручного отделения друг от друга, которое приводит к поломке части вырубленных заготовок.
При производстве кольцевых заготовок для тонких и сверхтонких отрезных кругов на вулканитовой связке, наряду с геометрической точностью, первостепенное значение имеют такие показатели, как разнотолщинность и разноплотность, непосредственно определяющие качество отрезных кругов. Известное устройство не обеспечивает выравнивание плотности по объему и устранение разнотолщинности пластин, полученных после прокатки, из которых осуществляется вырубка кольцевых заготовок.
Задачей предлагаемого изобретения является устранение указанных недостатков, а именно получение кольцевых заготовок для тонких отрезных абразивных кругов на вулканитовой связке с равномерной плотностью по объему и минимально возможной разнотолщинностью без искажения геометрической формы.
Поставленная задача достигается тем, что в устройстве для получения кольцевых заготовок абразивных кругов на вулканитовой связке, содержащем верхнюю оправку, матрицу, состоящую из основания с кольцом, в полости которого установлен кольцевой выталкиватель, подпружиненный относительно основания, согласно изобретению верхняя оправка закреплена на ползуне, установленном в прессе с возможностью совершения одновременного поступательного и вращательного движения, при этом она оснащена валиком, установленным в ней с возможностью вращения относительно собственной оси, причем длина валика равна диаметру полости кольца матрицы, а его торцевые поверхности выполнены скругленными и оснащены ходоограничителями, при этом дополнительно в отверстии кольцевого выталкивателя установлена нижняя оправка, подпружиненная относительно основания матрицы.
Закрепление верхней оправки на ползуне, установленном в прессе с возможностью совершения одновременного поступательного и вращательного движения, ее оснащение валиком, смонтированным в ней с возможностью вращения относительно собственной оси, длина которого равна диаметру полости кольца матрицы, позволяет заменить однокомпонентное нагружение комбинированным и обеспечить силовое воздействие на деформируемую заготовку в двух взаимно перпендикулярных плоскостях. Такая схема деформации позволяет равномерно перераспределить абразивное зерно по объему заготовки и устранить тем самым ее разноплотность.
Выполнение торцевых поверхностей валика скругленными и оснащение их ходоограничителями обеспечивает получение заготовки равной толщины в любых диаметральных направлениях с минимально возможными допусками.
Дополнительная установка в отверстии кольцевого выталкивателя нижней оправки, подпружиненной относительно основания матрицы, позволяет в процессе всего деформирования сохранять соосность обрабатываемой заготовки с инструментом и получать готовую кольцевую заготовку правильной формы.
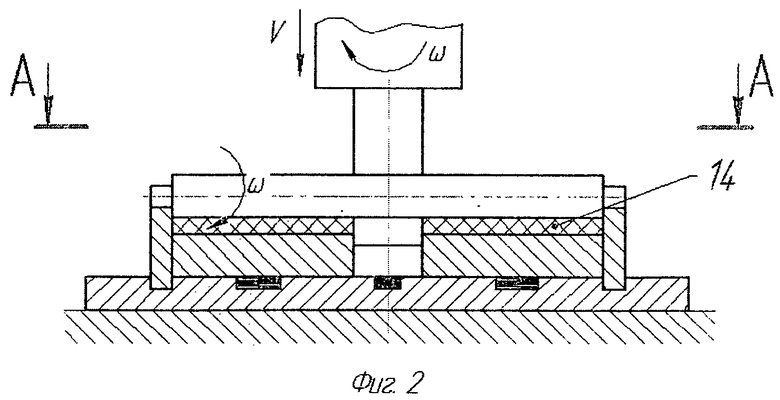
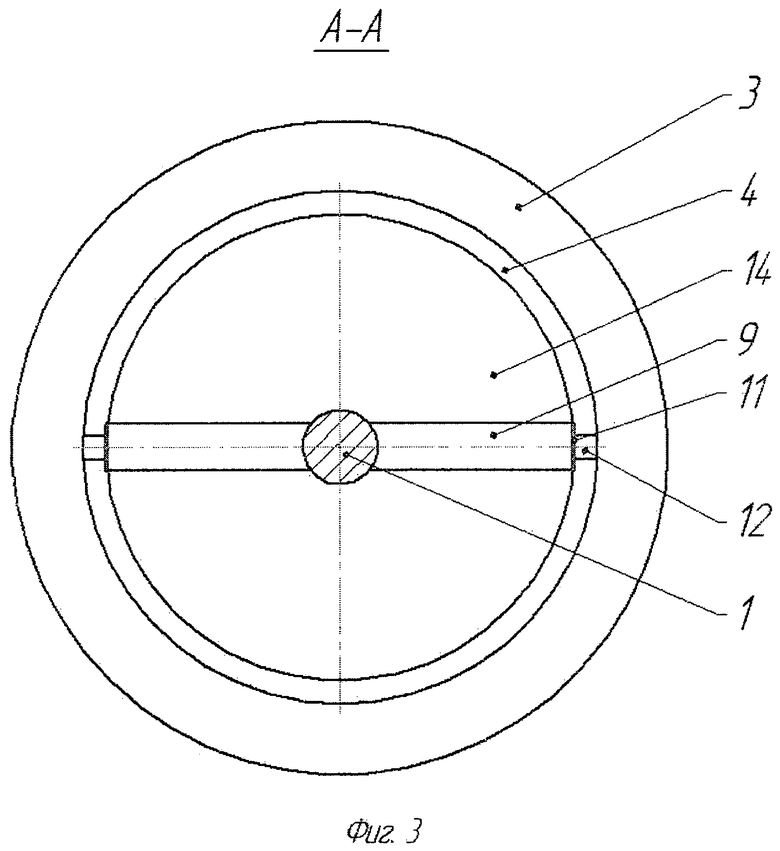
Сущность изобретения поясняется чертежами, где на фиг.1 показана фронтальная проекция устройства для получения кольцевых заготовок абразивных кругов на вулканитовой связке в исходном положении, на фиг.2 в конце рабочего хода, на фиг.3 сечение A-A фиг.2.
Устройство для получения кольцевых заготовок абразивных кругов на вулканитовой связке содержит верхнюю оправку 1, закрепленную на ползуне 2, установленном в прессе (не показан) с возможностью совершения одновременного поступательного и вращательного движения, матрицу, состоящую из основания 3 с кольцом 4, в полости которого установлен кольцевой выталкиватель 5, и нижнюю оправку 6, размещенную в отверстии кольцевого выталкивателя. Кольцевой выталкиватель и нижняя оправка подпружинены соответственно упругими элементами 7 и 8 относительно основания 3. Верхняя оправка 1 содержит валик 9, смонтированный в подшипнике 10 с возможностью вращения относительно собственной оси. Торцевые поверхности 11 валика 9 выполнены скругленными и оснащены ходоограничителями 12. Длина L валика 9 равна диаметру D полости кольца 4 матрицы. 13, 14 - соответственно исходная кольцевая и формованная заготовки.
Устройство для получения кольцевых заготовок абразивных кругов на вулканитовой связке работает следующим образом. Вырубленную исходную кольцевую заготовку 13 из предварительно прокатанной пластины из абразивно-вулканитовой смеси размещают через нижнюю оправку 6 на кольцевом выталкивателе 5. Включается пресс, и ползун 2 с закрепленной на нем верхней оправкой 1 начинает вращаться и одновременно перемещаться вниз. В процессе перемещения ползуна 2 верхняя оправка 1 входит в отверстие заготовки 13, обеспечивая ее центрирование перед началом формования. При дальнейшем ходе вниз возникает силовой контакт между валиком 9 и обрабатываемой заготовкой 13, при этом валик 9 наряду с вращением совместно с верхней оправкой 1 начинает вращаться относительно собственной оси в подшипнике 10. Под действием усилия со стороны ползуна 2, валика 9 и верхней оправки 1 кольцевой выталкиватель 5 и нижняя оправка 6 перемещаются вниз до упора в основание 3 матрицы, сжимая при этом упругие элементы 7 и 8. После этого по мере последующего перемещения ползуна 2 вниз осуществляется деформирование заготовки одновременно в двух направлениях - в осевом и радиальном. После упора ходоограничетелей 12 в верхнюю плоскость кольца 4 матрицы, установленного на основании 3, операция формования заканчивается. Ползун 2 возвращается в исходное положение. Упругий элемент 7 в результате разгрузки перемещает кольцевой выталкиватель 5 вместе с формованной заготовкой 14 на уровень верхней плоскости кольца 4 матрицы, а упругий элемент 8 - нижнюю оправку 6. Формованная заготовка 14 удаляется из рабочей зоны, и цикл повторяется.
Устройство опробовалось на получении отрезного абразивного круга на вулканитовой связке с наружным диаметром 150 мм, внутренним - 32 мм, высотой 2 мм с использованием винтовой крутильной установки, смонтированной на обычном гидравлическом прессе. Исполнительные размеры устройства: внутренний диаметр кольца матрицы 150 мм (с учетом допуска), толщина - 8 мм, общая высота - 25 мм. Толщина выталкивателя 10 мм. Диаметр верхней и нижней оправки - 32 мм. Диаметр валика - 20 мм, длина - 150 мм. Диаметр ходоограничителей - 6 мм и ширина, равная толщине кольца матрицы, - 8 мм. Для подпружинивания кольцевого выталкивателя в основании матрицы была выполнена кольцевая расточка, в которой было установлено кольцо из полиуретана. По оси кольцевого выталкивателя было расточено отверстие, в котором была установлена цилиндрическая витая пружина для подпружинивания нижней оправки. Плюсовой допуск на высоту листовой заготовки толщиной 2 мм, получаемой по существующей технологии прокатки, составляет 0,2 мм. Заготовки отрезных кругов, полученные на предложенном устройстве, укладывались в допуск 0,08…0,1 мм. Разнотолщинность опытных отрезных кругов не превышала 0,01 мм (по существующей технологии до 0,15 мм). Разноплотность на опытных кругах отсутствовала.
Предложенное техническое решение в сравнении с наиболее близким аналогом обеспечивает возможность получения тонких и сверхтонких отрезных абразивных кругов на вулканитовой связке с равномерной плотностью по объему и минимально возможной разнотолщинностью. Устройство обеспечивает получение отрезных кругов с различным наружным диаметром одной высоты без какой-либо замены его рабочих элементов и переналадки и только за счет изменения размеров исходных заготовок. При этом высвобождается энергоемкое и дорогостоящее прокатное оборудование, используемое для получения исходных листовых заготовок, и соответственно сокращаются эксплуатационные расходы.
Предложенное устройство целесообразно использовать на предприятиях абразивной промышленности при производстве абразивных кругов на вулканитовой связке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| ШТАМП ДЛЯ ВЫРУБКИ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2103155C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| ШТАМП ВЫРУБНОЙ | 2001 |
|
RU2227778C2 |
| НОЖЕВОЙ ШТАМП | 1998 |
|
RU2127164C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ АБРАЗИВНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2101165C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
Изобретение относится к области абразивной обработки и может быть использовано для получения кольцевых заготовок для тонких отрезных абразивных кругов на вулканитовой связке. Верхняя оправка устройства закреплена на ползуне пресса с возможностью одновременного поступательного и вращательного движений. Она снабжена валиком, смонтированным с возможностью вращения относительно собственной оси, длина которого равна диаметру полости кольца матрицы. Торцевые поверхности валика выполнены скругленными и с ходоограничителями. В отверстии кольцевого выталкивателя установлена нижняя оправка, подпружиненная относительно основания матрицы. В результате обеспечивается получение кольцевых заготовок с равномерной плотностью по объему и минимально возможной разнотолщинностью. 3 ил.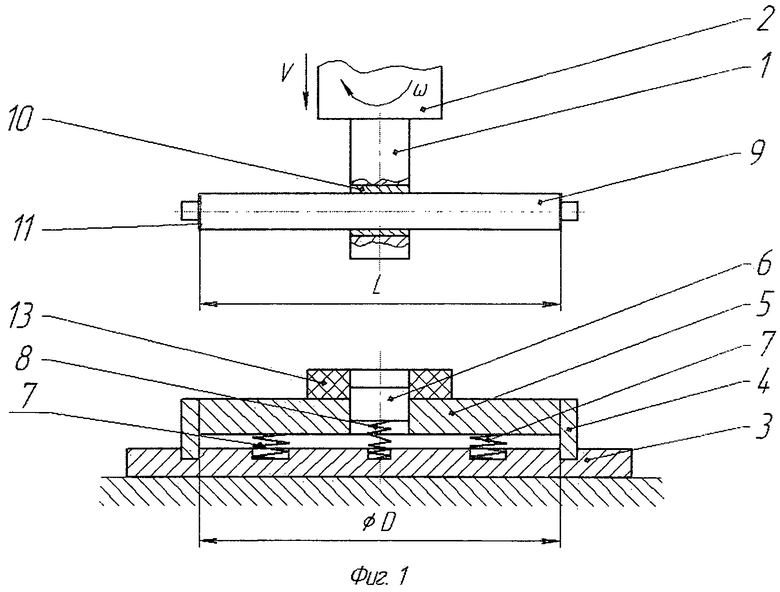
Устройство для получения кольцевых заготовок абразивных кругов на вулканитовой связке, содержащее верхнюю оправку, матрицу, состоящую из основания с кольцом, в полости которого установлен кольцевой выталкиватель, подпружиненный относительно основания, отличающееся тем, что верхняя оправка закреплена на ползуне пресса с возможностью одновременного поступательного и вращательного движений и снабжена валиком, установленным в ней с возможностью вращения относительно собственной оси, причем длина валика равна диаметру полости кольца матрицы, а его торцевые поверхности выполнены скругленными и с ходоограничителями, при этом в отверстии кольцевого выталкивателя установлена нижняя оправка, подпружиненная относительно основания матрицы.
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ АБРАЗИВНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2101165C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| Штамп совмещенного действия для вырубки и пробивки неметаллических материалов | 1976 |
|
SU570490A1 |
| US 5016498 A1, 21.05.1991 | |||

