Изобретение относится к абразивной промышленности, в частности к устройствам для получения высоких заготовок шлифовальных и полировальных кругов преимущественно без отверстий.
Известна пресс-форма для формования заготовок абразивных кругов на вулканитовой связке, содержащая матрицу, верхний и нижний пуансоны [1].
Недостатком такой пресс-формы является то, что после снятия нагрузки с верхнего пуансона заготовка подвергается сжатию со стороны матрицы. При выталкивании заготовки из матрицы силы сжатия меняют свой знак и становятся растягивающими. Такое изменение схемы силового воздействия на заготовку со стороны матрицы приводит к возникновению расслоев, макро- и микротрещин и других дефектов на ее поверхности. Причем вероятность возникновения дефектов тем больше, чем больше диаметр и высота заготовки. Таким образом, данная пресс-форма приводит к образованию дефектов на заготовках и ограничивает их сортамент как по диаметрам, так и по высотам.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемому изобретению является пресс-форма для формования заготовок, содержащая разрезную матрицу с наружной конической поверхностью, изготовленную из материала с высокими упругими свойствами, обойму с внутренней конической поверхностью при угле конуса, большем, чем угол трения, верхний и нижний пуансоны и механизм удержания матрицы в сведенном состоянии в обойме [2].
Существенным преимуществом данной пресс-формы является то, что после уменьшения нагрузки на верхнем пуансоне механизм удерживания, состоящий из стопорных элементов, освобождает матрицу и она после снятия нагрузки, поднимаясь вверх, разводится при угле конуса, большем, чем угол трения. Таким образом, снятие усилия с верхнего пуансона приводит к снятию боковых усилий на заготовку со стороны матрицы. Заготовка свободно выталкивается или извлекается из матрицы, дефектов на ней не возникает. Может быть расширен сортамент получаемых заготовок.
Недостатками данной пресс-формы являются повышенная трудоемкость ее изготовления, большое количество ручных операций при ее эксплуатации и необходимость в специальном устройстве для сведения разрезной матрицы в обойме.
Повышенная трудоемкость изготовления пресс-формы объясняется наличием сквозных отверстий в обойме и глухих отверстий в матрице, а также наличием стопорных элементов специальной конструкции.
Большое количество ручных операций при настройке и работе устройства связано с тем, что вручную с помощью специального устройства перед формованием необходимо свести разрезную матрицу в обойме, вручную поставить, по крайне мере, два стопорных элемента, после уменьшения нагрузки необходимо вручную удалить стопорные элементы. Надо иметь в виду, что после уменьшения нагрузки на пуансоны возможно заклинивание стопорных устройств. Это понижает работоспособность пресс-формы.
Таким образом, основными недостатками наиболее близкого аналога являются повышенные трудоемкость изготовления и эксплуатации пресс-формы, а также пониженная ее работоспособность.
Задачей предлагаемого изобретения является устранение этих недостатков, а именно автоматическое сведение разрезной матрицы в обойме, упрощение изготовления пресс- формы путем исключения стопорных элементов, отверстий в матрице и обойме, повышение надежности работы.
Поставленная задача достигается тем, что в известной пресс-форме для формования заготовок абразивных кругов на вулканитовой связке, содержащей обойму с внутренней конической поверхностью, угол конуса которой больше угла трения на этой поверхности, разрезную матрицу с наружной конической поверхностью, верхний и нижний пуансоны, механизм удержания матрицы в сведенном состоянии в обойме, согласно изобретению верхний пуансон выполнен ступенчатым с расположением ступени меньшего диаметра между нижней ступенью, сопряженной с внутренней поверхностью матрицы, и верхней ступенью большего диаметра, а механизм удержания матрицы в сведенном состоянии выполнен в виде фланца, охватывающего ступень пуансона меньшего диаметра, установленного на торцовую поверхность матрицы, и упругих элементов между указанным фланцем и торцовой поверхностью большей ступени пуансона.
Выполнение верхнего пуансона ступенчатой формы и заявляемое исполнение механизма удержания матрицы в сведенном состоянии обеспечивает автоматическую работу пресс-формы в процессе формования заготовок. Исключение из конструкции свойственных наиболее близкому аналогу стопорных элементов, отверстий в матрице и обойме упростит изготовление пресс-формы, исключит заклинивание стопорных элементов после снижения нагрузки на пуансон, что повысит надежность работы пресс-формы.
Предлагаемая пресс-форма проиллюстрирована на фиг. 1 и 2, где на фиг. 1 показан общий вид пресс-формы, на фиг. 2 - сечение А-А в момент загрузки пакета.
Пресс-форма для формования заготовок содержит обойму 1 с внутренней конической поверхностью, угол конусности которой больше угла трения, разрезную матрицу 2 с конической поверхностью, зазор которой равен Δm. Пресс-форма имеет состоящий из стержней 3, 4, 5 верхний пуансон и нижний пуансон 6. Механизм удержания матрицы в сведенном состоянии содержит фланец 7 и упругие элементы 8, установленные между торцом ступени 5 большего диаметра верхнего пуансона и торцовой поверхностью фланца 7. Ступень 4 меньшего диаметра верхнего пуансона расположена между нижней ступенью 3, сопряженной с внутренней поверхностью матрицы 2, и верхней ступенью 5 большего диаметра.
Пресс-форма работает следующим образом.
В разведенную матрицу 2 загружают пакет 9 кольцевых заготовок. Включают привод (не показан) пресса. Верхний пуансон со ступенями 3, 4, 5 перемещается вниз. Вместе с ним, сжимая упругие элементы 8, перемещается фланец 7, который воздействует на торцовую поверхность матрицы 2, перемещает ее в обойме 1 и сводит ее, выбирая зазоры Δm и Δn и центрируя пакет 9 в матрице 2. При дальнейшем ходе верхнего пуансона со ступенями 3, 4, 5 вниз при воздействии нижнего пуансона 6 происходит формование из пакета 9 заготовки 10. При ходе верхнего пуансона вверх вместе с фланцем 7 снимается усилие формования и при автоматическом разведении матрицы одновременно снимаются боковые усилия на заготовку со стороны матрицы. При этом заготовка свободно выталкивается из матрицы.
Разработана опытная пресс-форма для формования заготовок шлифовальных кругов диаметром 100 мм и высотой 1000 мм. Всего получено 20 заготовок. Дефектов на поверхностях заготовок не обнаружено. В процессе формования подтверждена высокая работоспособность пресс-формы.
Матрица пресс-формы была изготовлена из пружинной стали 65Г, угол конуса был равен 15o, зазор Δm равен 10 мм, зазор Δn находился в пределах 4,5±0,5 мм.
Предложенную пресс-форму целесообразно использовать в абразивной промышленности при производстве высоких (высотой более 50 мм) шлифовальных и полировальных абразивных кругов на вулканитовой связке без отверстий.
Источники информации
1. Оборудование и оснастка предприятий абразивной и алмазной промышленности. - Л.: Машиностроение, 1981. - С.154-156, рис. 6.1.
2. Злобин Г. П. Формование изделий из порошков твердых сплавов. - M.: Металлургия, 1980. - С. 105-106, рис. 33.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 2003 |
|
RU2223169C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 2002 |
|
RU2216440C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2174906C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176589C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ЧАШЕЧНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2207947C1 |
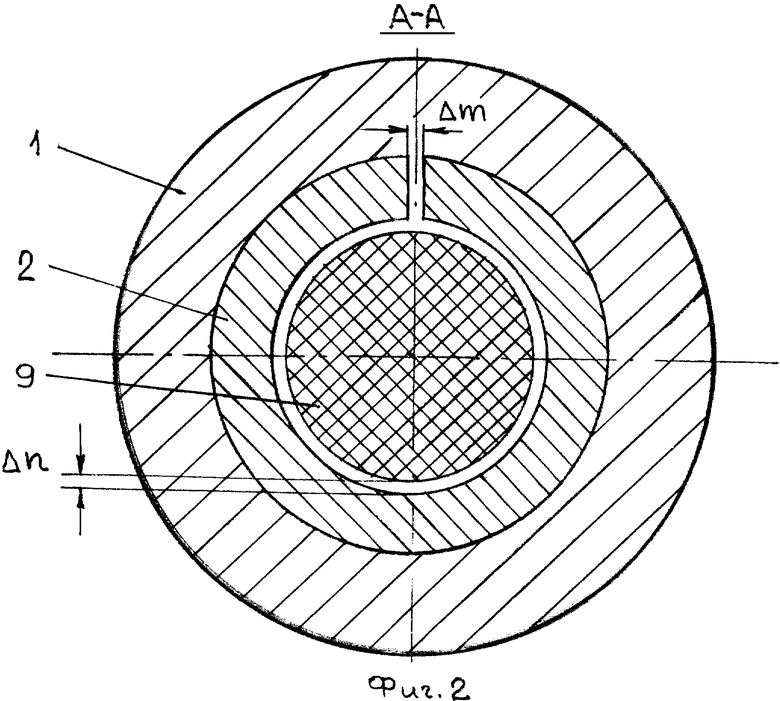
Изобретение относится к абразивной промышленности и может быть использовано для получения высоких заготовок шлифовальных и полировальных кругов преимущественно без отверстий. Пресс-форма содержит обойму 1 с внутренней конической поверхностью, угол конусности которой больше угла трения, разрезную матрицу 2 с конической поверхностью и с зазором. Верхний пуансон состоит из ступеней 3, 4, 5. Ступень 4 меньшего диаметра расположена между нижней ступенью 3, сопряженной с внутренней поверхностью матрицы 2, и верхней ступенью 5 большего диаметра. Имеется нижний пунсон 6. Механизм удержания матрицы 2 в сведенном состоянии содержит фланец 7 и упругие элементы 8, установленные между торцом ступени 5 большего диаметра и торцовой поверхностью фланца 7. Технический результат выражается в снижении трудоемкости изготовления и эксплуатации, упрощении изготовления, повышении надежности работы. 2 ил.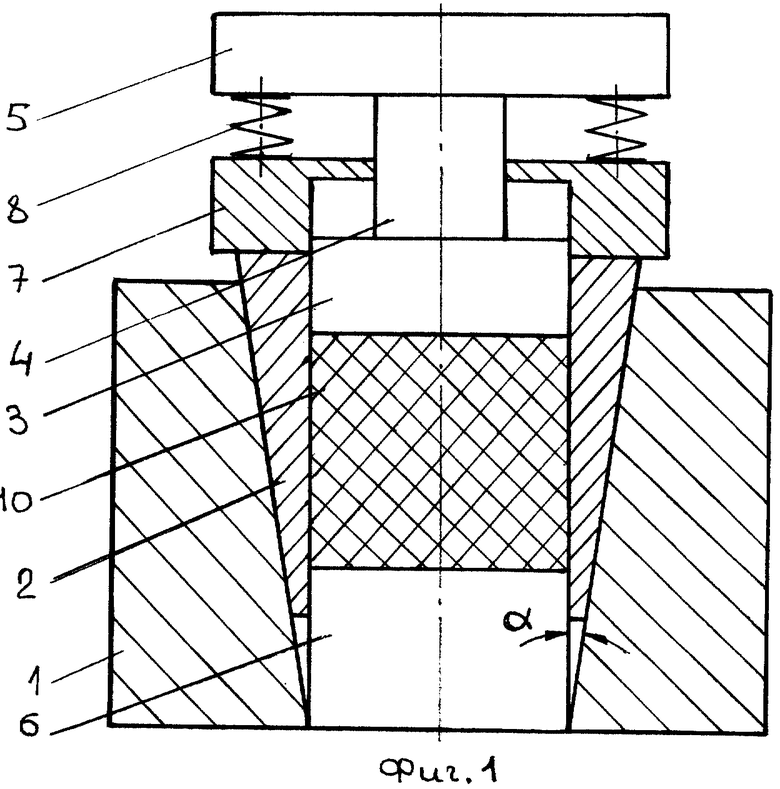
Пресс-форма для формования заготовок абразивных кругов на вулканитовой связке, содержащая обойму с внутренней конической поверхностью, угол конуса которой больше угла трения на этой поверхности, разрезную матрицу с наружной конической поверхностью, верхний и нижний пуансоны и механизм удержания матрицы в сведенном состоянии в обойме, отличающаяся тем, что верхний пуансон выполнен ступенчатым, причем нижняя ступень его расположена из условия сопряжения с внутренней поверхностью матрицы, ступень меньшего диаметра расположена между нижней ступенью и верхней ступенью большего диаметра, а механизм удержания матрицы в сведенном состоянии в обойме выполнен в виде фланца, установленного на торцевую поверхность матрицы с охватом ступени пуансона меньшего диаметра, и упругих элементов, размещенных между фланцем и торцовой поверхностью верхней ступени большего диаметра пуансона.
| ЗЛОБИН Г.П | |||
| Формование изделий из порошков твердых сплавов | |||
| - М.: Машиностроение, 1980, с.105-106, рис.33 | |||
| US 5468135, 21.11.1995 | |||
| US 5560939, 01.10.1996 | |||
| DE 3733873 A1, 27.04.1989 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Радиально-поршневой гидромотор | 1979 |
|
SU861714A1 |
