Изобретение относится к способу изготовления горячекатаных полос и листов на производственной установке, состоящей из установки непрерывной разливки для слябов толщиной от 100 до 180 мм с температурой на выходе свыше 1000oС, нагревательной печи и стана Стеккеля.
В известной под названием FFM (Flexible Flat Mill) производственной установке для изготовления горячекатаных полос и листов сляб толщиной 100-180 мм транспортируется от установки непрерывной разливки с помощью рольганга непосредственно к нагревательной печи, загружается в печь в горячем состоянии, нагревается и после выхода из нагревательной печи прокатывается в одно- или многоступенчатом стане Стеккеля в полосу или в один или несколько листов.
Обычно температура сляба на выходе из установки непрерывной разливки составляет от 1000 до 1150oС и снижается во время транспортировки к нагревательной печи по рольгангу. Горячая загрузка в нагревательную печь происходит при температуре от 750 до 950oС. В нагревательной печи сляб равномерно нагревается по толщине, ширине и высоте до температуры 1050-1280oС в зависимости от материала.
Для горячей загрузки характерно, что перед первым пластическим деформированием в прокатном стане по толщине сляба не происходит или происходит лишь в небольшой степени структурное превращение аустенит - феррит/перлит в поверхностной области, если температура наружной поверхности при транспортировке сляба от установки непрерывной разливки до нагревательной печи не опустится ниже температуры структурного превращения или опустится лишь незначительно и ненадолго. Возникающий при затвердевании сляба крупнозернистый первичный аустенит сохраняется до пластического деформирования в прокатном стане. Величина зерен аустенита может еще увеличиться в нагревательной печи в зависимости от материала и технологии нагрева.
Способ горячей загрузки по сравнению со способом холодной загрузки дает экономию энергии и времени во время процесса нагревания.
Описанный способ горячей загрузки оправдал себя для сталей с содержанием меди менее 0,3%. При большем содержании меди в стали медь, высвобождающаяся при образовании окалины в нагревательной печи, откладывается на границах зерен первичного аустенита. В зависимости от содержания меди, температуры нагрева и образования окалины эти отложения меди на границах зерен могут во время пластического деформирования в прокатном стане привести к расслоению материала в виде появления сетчатых трещин.
В ЕР 0686702 А1 для решения этой проблемы, возникающей также в установках для разливки и прокатки тонких слябов, предложено охлаждать наружную поверхность тонких слябов толщиной 40-70 мм на участке охлаждения, расположенном за установкой непрерывной разливки, до температуры ниже температуры Аr3 таким образом, что в поверхностной области глубиной по меньшей мере 2 мм происходит по меньшей мере 70%-ное структурное превращение аустенита в феррит/перлит с новой ориентацией границ зерен аустенита после повторного нагрева в печи с роликовым подом. Средняя температура наружной поверхности при охлаждении на участке охлаждения не должна опускаться ниже порога мартенситного превращения соответствующего материала.
Установлено, что в общем случае при прокатке блюмов, прокатных заготовок и слябов определенного химического состава трещины или расслоения материала возникают, если горячую загрузку в нагревательную печь используют как непосредственное связующее звено между установкой непрерывной разливки и прокатным станом.
В JP 59-189001 для прокатных заготовок из углеродистых сталей, содержащих 5-100 частей на тысячу бора, 0,03-0,15% серы и 0,5-2,0% кремния, с целью избежания появления трещин в материале при прокатке также предложено быстрое охлаждение крайнего поверхностного слоя на участке между установкой непрерывной разливки и нагревательной печью.
В ЕР 0587150 А1 в качестве причины возникновения трещин в материале при прокатке успокоенных алюминием сталей, содержащих 0,008-0,030% N и 0,03-0,25% Pb, указано осаждение нитрида алюминия во время горячей загрузки. Чтобы не допустить осаждения нитрида алюминия, рекомендуется быстрое охлаждение крайнего поверхностного слоя блюмов со структурным превращением в бейнитной области. Быстрое охлаждение выполняют на участке между установкой непрерывной разливки и нагревательной печью.
В US 5634512 в качестве причины образования трещин в блюмах, прокатных заготовках и слябах в результате растягивающих напряжений при охлаждении на воздухе указано осаждение Al, V и N во время горячей загрузки. Также предложено быстрое охлаждение крайнего поверхностного слоя толщиной по меньшей мере 10 мм до температуры 400oС с последующим самоотпуском до 900oС благодаря теплу, исходящему из сердцевины. Установка для быстрого охлаждения находится между установкой непрерывной разливки и нагревательной печью. Предусмотрены управление и регулировка охлаждающего устройства в зависимости от материала.
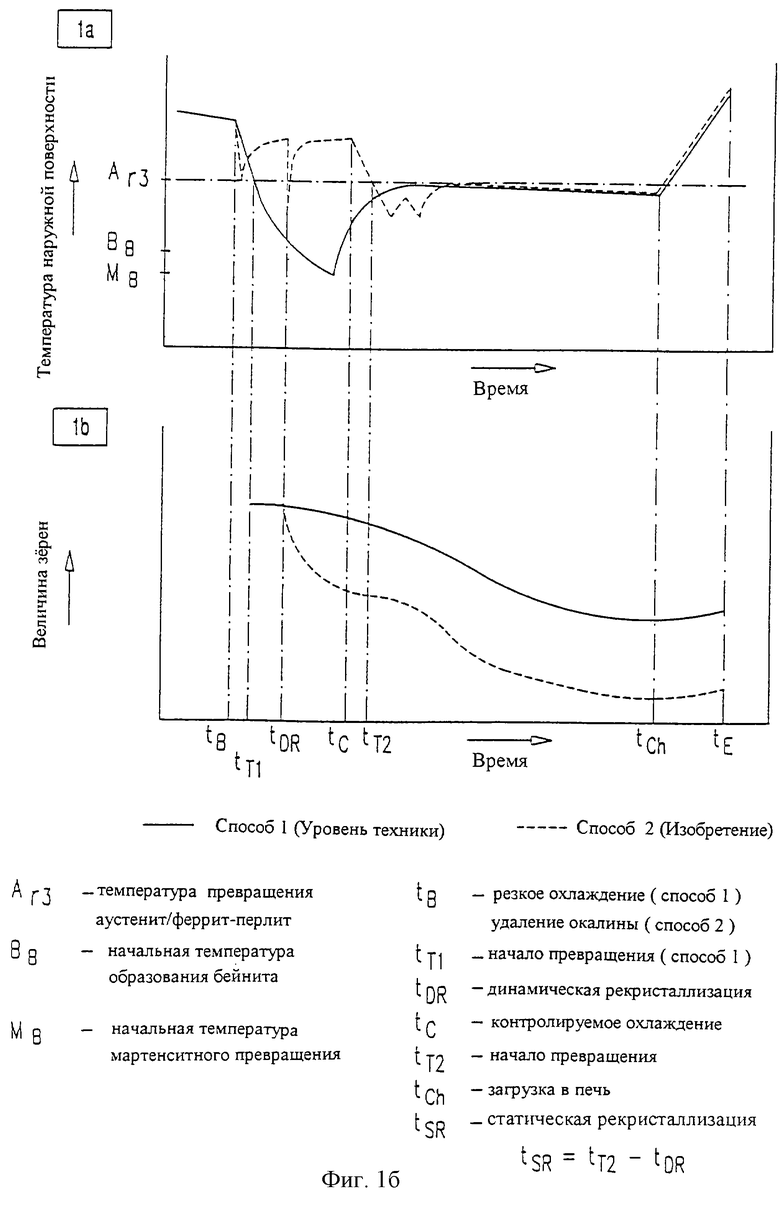
Общим для описанных известных решений является то, что подлинные причины, процессы или механизмы, которые приводят к образованию трещин и расслоений материала при использовании горячей загрузки в технологическом процессе "установка непрерывной разливки - нагревательная/выравнивающая печь - прокатный стан", до сих пор однозначно не объяснены. Упоминалось, что имеет место сочетание нескольких названных причин. В общем, в известных решениях предлагается быстрое охлаждение крайнего поверхностного слоя отливки ниже температуры структурного превращения с последующим отпуском благодаря теплу, исходящему от сердцевины. Об опасности частичного снижения температуры наружной поверхности ниже порога мартенситного превращения говорится во всех упомянутых патентах, что показано на фиг.1а линией, соответствующей уровню техники. На фиг. 1а показано изменение температуры наружной поверхности во времени.
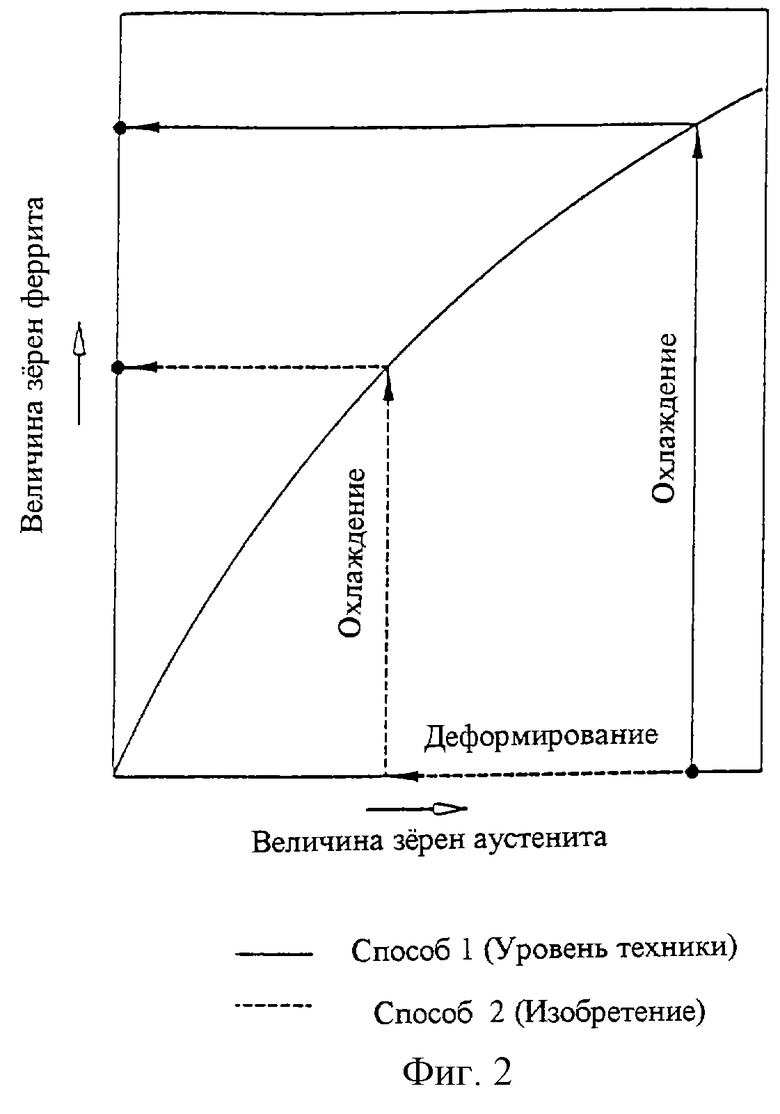
Устройства для быстрого охлаждения в известных из уровня техники решениях предлагается размещать между установкой непрерывной разливки и нагревательной или выравнивающей печью. Частичное превращение крайнего поверхностного слоя в феррит/перлит связано с измельчением зерен и новой ориентацией границ зерен аустенита после повторного нагрева, что видно на фиг.1b и 2 по линии, соответствующей уровню техники.
Исследования также показали, что для сталей, содержащих более чем 0,3% меди, 0,02-0,05% Аl и 0,008-0,020% N и имеющих соотношение медь/никель более 3, несмотря на быстрое охлаждение крайнего поверхностного слоя сляба с частичным структурным превращением после установки непрерывной разливки и перед загрузкой в нагревательную печь, при последующей прокатке сляба в полосы возникают трещины или расслоение материала.
Задача изобретения состоит в том, чтобы в комбинированной установке для производства полос или листов описанного выше типа можно было обрабатывать стали с более высоким содержанием Сu, Аl и N при отсутствии указанных недостатков.
Согласно изобретению между установкой непрерывной разливки и нагревательной печью пластически деформируют только крайний поверхностный слой сляба, очищенного перед этим от окалины, во время и после пластического деформирования этот слой рекристаллизуется, а затем его многоступенчато охлаждают до температуры ниже точки Аr3 превращения и выдерживают до завершения структурного превращения рекристаллизованного мелкозернистого аустенита в феррит/перлит.
Это означает, что перед загрузкой сляба в нагревательную печь он проходит через устройство деформирования поверхностного слоя, состоящее из очистителя окалины, одно- или многоступенчатого прокатного устройства, объединенного с обжимным станом или без него, и управляемого и регулируемого участка охлаждения. В очистителе окалины наружная поверхность полностью очищается от окалины.
В предпочтительном варианте изобретения предусмотрено, что сляб пластически деформируют с общим обжатием 5-15% и оптимизированным по отношению к диаметру коэффициентом Id/hm зазора между валками, составляющим менее 0,8. Скорость прокатки соответствует скорости литья. Благодаря оптимизации диаметра валков и обжатия предложенный коэффициент зазора между валками, равный отношению длины, на которой осуществляется давление, к средней высоте проката, устанавливается так, что согласно другому признаку изобретения толщина поверхностной области благодаря выбору обжатия и коэффициента зазора между валками соответствует максимум одной четверти толщины сляба, в то время как область сердцевины остается почти не деформированной.
Благодаря деформации поверхностная область отлитого материала в зазоре между валками соответствующей клети прокатного устройства частично или полностью динамически рекристаллизуется в зависимости от условий пластического деформирования. После выхода из зазора между валками соответствующей клети прокатного узла происходит частичная или полная статическая рекристаллизация деформированного крайнего поверхностного слоя проката. Изменение температуры крайнего поверхностного слоя показано на фиг.1а штриховой линией. Благодаря динамической и статической рекристаллизации осуществляется измельчение зерен крайнего поверхностного слоя (сравни фиг.1b, штриховая линия), т.е. крупнозернистый первичный аустенит переходит в прокатанную мелкозернистую структуру.
Во избежание роста зерен в крайнем поверхностном слое вследствие все еще высокой температуры от 850 до 1050oС, после окончания рекристализации его многоступенчато охлаждают на участке охлаждения. При этом температура опускается ниже температуры Аr3 превращения, вследствие чего рекристаллизованные и измельченные в результате прокатки зерна крайнего поверхностного слоя значительно быстрее, по сравнению с известным способом 1, преобразуются в еще более мелкую ферритную/перлитную структуру (сравни фиг.1 и 2). Согласно изобретению интенсивность охлаждения, обеспечиваемая на участке охлаждения, состоящем из нескольких групп распылителей, управляется и регулируется таким образом, что температура наружной поверхности сляба не достигает области образования бейнита и не опускается ниже порога мартенситного превращения для соответствующего материала.
Многоступенчатое охлаждение крайнего поверхностного слоя выполняют до тех пор, пока не произойдет 100%-ное превращение рекристаллизованных и измельченных зерен в феррит/перлит. Для этого предусмотрено, что управляющие и регулирующие системы регулируют давление среды в группах распылителей участка охлаждения в зависимости от толщины сляба и скорости литья, средней температуры крайнего поверхностного слоя, при выдерживании температуры и времени охлаждения, необходимых для 100%-ного структурного превращения, а также начальной температуры образования бейнита и начальной температуры мартенситного превращения соответствующего материала.
Благодаря операциям пластического деформирования крайнего поверхностного слоя и его ступенчатого охлаждения ниже температуры Аr3 превращения, проводимым до загрузки сляба в нагревательную печь, получается значительно более мелкозернистая структура феррит/перлит по сравнению с известными способами (сравни фиг.1b) Кроме того, благодаря указанным операциям при повторном нагревании вследствие структурного превращения достигается полная новая ориентация границ зерен аустенита со значительно более мелкими зернами.
Благодаря полной новой ориентации границ зерен аустенита со значительно более мелкими зернами при горячей загрузке на описанной производственной установке могут обрабатываться стали с содержанием меди более 0,3% и добавками Аl и N, а также с соотношением медь/никель более 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ИЛИ ПРЕРЫВИСТОЙ РАЗВАЛЬЦОВКИ ГОРЯЧЕКАТАНОЙ ЛЕНТЫ | 1996 |
|
RU2174054C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ СЛОЖНОЛЕГИРОВАННОЙ КОНСТРУКЦИОННОЙ СТАЛИ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2011 |
|
RU2469103C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДВУХФАЗНЫХ СТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2225453C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2011 |
|
RU2477323C1 |
| ЛИСТ ДВУХФАЗНОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605014C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218427C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ПЛОСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2268098C2 |
| ВЫСОКОПРОЧНАЯ ХОЛОДНОКАТАНАЯ ЛИСТОВАЯ СТАЛЬ, ХАРАКТЕРИЗУЮЩАЯСЯ ВЫСОКОЙ ДЕФОРМИРУЕМОСТЬЮ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2750309C2 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2138344C1 |
Изобретение относится к способу изготовления горячекатаных полос и листов. Способ осуществляют на производственной установке, состоящей из установки непрерывной разливки для слябов толщиной от 100 до 180 мм, очистителя окалины, одно- или многоступенчатого прокатного устройства с объединенным обжимным станом или без него, участка охлаждения, нагревательной печи и стана Стеккеля. Между установкой непрерывной разливки и нагревательной печью пластически деформируют только крайний поверхностный слой сляба, предварительно очищенного от окалины, причем этот слой рекристаллизуется во время и после пластического деформирования, а затем его ступенчато охлаждают до температуры ниже точки Аr3 превращения и выдерживают до завершения структурного превращения рекристаллизованного мелкозернистого аустенита в феррит/перлит. Способ позволяет обрабатывать стали с более высоким содержанием меди, алюминия и азота при отсутствии трещин или расслоения материала. 4 з. п.ф-лы, 2 ил.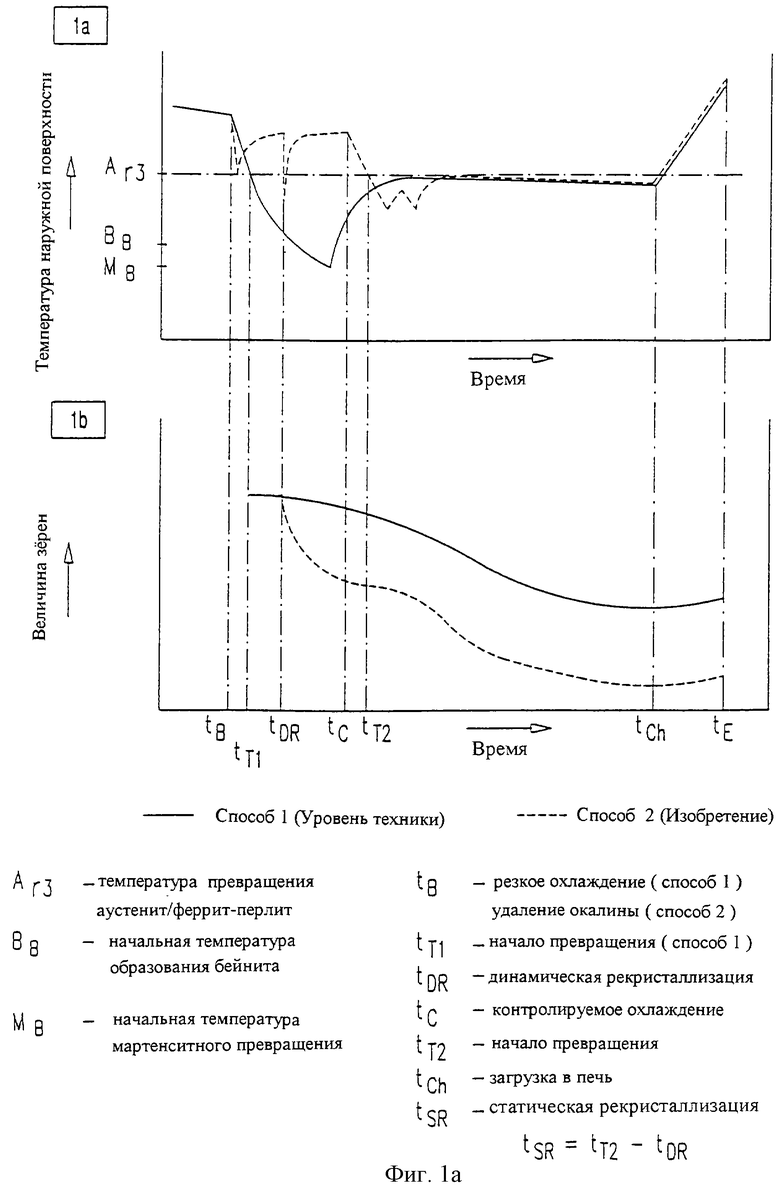
| US 5634512 А, 03.06.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЛИТЫХ СТАЛЬНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2094139C1 |
| Способ изготовления металлической полосы | 1990 |
|
SU1839682A3 |
| ПРЕДОХРАНИТЕЛЬНОЕ ПРОТИВ ПЕРЕГРУЗКИ УСТРОЙСТВО | 0 |
|
SU306076A1 |

