Изобретение относится к нетканому материалу из супервпитывающего волокна. В одном аспекте настоящее изобретение относится к способу получения нетканого материала из тонкого супервпитывающего волокна.
Предшествующий уровень техники
Некоторые полимеры называют супервпитывающими полимерами, поскольку они способны впитывать и удерживать жидкости. Примером такого супервпитывающего полимера является полиакриловая кислота.
Сухим формованием можно превратить супервпитывающий полимер в сплошные нити. При сухом формовании происходит экструзия водного раствора полимера в воздух. С использованием высококонцентрированного раствора полимера жидкие нити экструдируют и затем отверждают, сушат, подвергают горячей вытяжке и термической обработке в газовой среде.
Нетканый супервпитывающий волокнистый материал можно изготовить, сначала формуя водный раствор волокнообразующего полимера в нити, которые взаимодействуют с первичным потоком воздуха, обладающего скоростью достаточной для утончения нитей. Затем утонченные нити взаимодействуют в волокнообразующей зоне со вторичным потоком воздуха, скорость которого достаточна для дополнительного утончения нитей, "фрагментации" нитей на волокна и переноса волокон в зону формирования ткани. "Фрагментированные" волокна собираются в сетчатую ткань, которая формируется в зоне формирования ткани, и ткань отверждается.
Нетканый материал, полученный из волокон водорастворимой смолы, может состоять из тонких волокон водорастворимой смолы со средним диаметром волокна 30 мкм и весом единицы площади от 5 до 500 г/м2. Материал можно изготовить путем экструзии водного раствора водорастворимой смолы или пластифицированного водой расплава водорастворимой смолы через сопла, вытяжки экструдированного вещества с образованием волокон, осуществляемой с помощью высокоскоростного газового потока, нагревания волокон для испарения воды из волокон и последующего сбора волокон. Если использование в первую очередь требует применения пуллулана, природного глюкана, то в число водорастворимых полимеров может входить поливиниловый спирт. Высокоскоростной газовый поток может представлять собой поток воздуха с температурой от 20oС до 60oС и линейной скоростью от 10 до 1000 м/с. Волокна можно сушить непосредственно с использованием блока инфракрасных нагревателей, размещенных параллельно потоку волокон с обеих его сторон.
Некоторые способы получения волокнистых материалов или продуктов из раствора полимера или расплавленного полимера приводят к получению очень коротких волокон и, следовательно, значительно отличаются от аэродинамического и фильерного процессов, которые можно применять для получения нетканых материалов из расплавов термопластичных полимеров.
В процессе формования волокон можно использовать пар. Тогда содержащие воду полимерные композиции можно экструдировать в условиях, при которых используются надкритические жидкие растворы, что предотвращает мгновенное испарение растворителя, а также распыление пропитанных водой гелеобразных волокон с образованием ткани.
В процессе формования волокна можно использовать аэродинамический способ его получения из расплава.
В процессе формования волокна можно использовать совместное формование. При этом волокна или частицы смешиваются с волокнами, полученными аэродинамическим способом из расплава, сразу после формования последних.
В процессе формования волокна можно использовать фильерный способ.
Введение в изобретение
Супервпитывающие полимеры-предшественники, обладающие большой молекулярной массой, например молекулярной массой более 500000, и минимальной степенью сшивки, могут обладать способностью впитывать большое количество поступающей жидкости.
Под супервпитывающим полимером понимается полимер, который может впитать много поступающей жидкости, т. е. на уровне 10 г водного раствора хлорида натрия концентрации 0,9 мас.% в расчете на 1 грамм сухого впитывающего волокна или нетканого материала.
Формование волокна из высокомолекулярных полимеров является весьма сложной задачей даже в случае, когда полимер является линейным, особенно если молекула обладает гибкой цепью.
Волокна со сверхвысоким модулем и высокой прочностью получаются из высокомолекулярного полиэтилена только путем медленного формования из геля.
Формование волокна из раствора линейного, гибкого полимера включает распутывание и вытяжку клубкообразных и переплетенных молекул полимеров в растворе. Если эти молекулы являются большими, процесс распутывания и вытяжки становится очень медленным и затруднительным, если вообще возможным. Время релаксации является большим.
В соответствии с этим получение в основном непрерывного волокна из раствора высокомолекулярного полимера считалось невозможным, особенно с помощью процессов высокоскоростного формования для получения нетканых материалов. Процесс высокоскоростного формования для получения нетканых материалов проводят при скоростях формования, которые в 10-100 раз больше, чем при обычном формовании текстильных волокон. Обнаружено, что при повышенных скоростях формования микроволокнистый материал, полученный из высокомолекулярного (124000-180000) поливинилового спирта, содержит твердые включения, что свидетельствует о разрывах волокон.
Задачей настоящего изобретения является предоставление нового нетканого материала и способа получения значительно улучшенного нетканого материала, содержащего в основном непрерывные супервпитывающие микроволокна, обладающие механической прочностью, высокой впитывающей способностью по отношению к жидкостям и улучшенной перерабатываемостью.
Задачей настоящего изобретения является предоставление нового нетканого материала и способа получения значительно улучшенного нетканого материала, содержащего в основном непрерывные супервпитывающие тонкие волокна, обладающие механической прочностью, высокой впитывающей способностью по отношению к жидкостям и улучшенной перерабатываемостью.
Другой задачей настоящего изобретения является предоставление нового и значительно улучшенного в основном непрерывного супервпитывающего микроволокна и нетканого материала, содержащего эти микроволокна, обладающего механической прочностью, высокой впитывающей способностью по отношению к жидкостям и улучшенной перерабатываемостью.
Еще одной задачей настоящего изобретения является предоставление значительно улучшенного непрерывного супервпитывающего тонкого волокна и нетканых материалов, содержащих эти тонкие волокна, обладающих механической прочностью, высокой впитывающей способностью по отношению к жидкостям и улучшенной перерабатываемостью.
Еще одной задачей настоящего изобретения является предоставление одноразового впитывающего изделия, включающего значительно улучшенный нетканый материал, содержащий в основном непрерывные супервпитывающие микроволокна.
Еще одной задачей настоящего изобретения является предоставление одноразового впитывающего изделия, которое включает значительно улучшенный нетканый материал, содержащий непрерывные супервпитывающие тонкие волокна. Для обычного специалиста в данной области техники эти и другие задачи станут яснее после рассмотрения приведенных ниже подробного описания изобретения и формулы изобретения.
Краткое описание изобретения
Коротко говоря, настоящее изобретение предоставляет новый нетканый материал и способ получения нетканого материала из в основном непрерывного тонкого супервпитывающего волокна. Готовят водный раствор полимера, содержащий от примерно 10 до примерно 75 мас.% линейного супервпитывающего полимера-предшественника, обладающего молекулярной массой от примерно 300000 до примерно 10000000. Раствор полимера экструдируют при температуре в диапазоне от примерно 20oС до примерно 180oС при вязкости в диапазоне от примерно 3 до примерно 1000 Па•с через головку экструдера с множеством каналов и получают множество волосков. Каналы головки экструдера обладают диаметрами от примерно 0,20 до примерно 1,2 мм. Полученные волоски утончают с помощью первичного газового источника при условиях, при которых вязкость каждого волоска в месте его выхода из канала головки экструдера и на расстоянии не более примерно 8 см от него постепенно увеличивается при увеличении расстояния от канала, одновременно оставаясь в основном постоянной в радиальном направлении, со скоростью, достаточной для получения волокна с необходимыми степенью утончения и средним диаметром без существенного разрыва волокон. Первичный газовый источник обладает относительной влажностью от примерно 30 до 100%, температурой от примерно 20oС до примерно 100oС, скоростью от примерно 150 до примерно 400 м/с, горизонтальным углом атаки от примерно 70o до примерно 110o и вертикальным углом атаки не более примерно 90o. Для получения волокон волоски сушат с помощью вторичного газового источника с температурой от примерно 140oС до примерно 320oС, скоростью от примерно 60 до примерно 125 м/с. Вторичный газовый источник обладает горизонтальным углом атаки от примерно 70o до примерно 110o и вертикальным углом атаки не более примерно 90o. Волокна случайным образом осаждают на движущуюся перфорированную поверхность с получением в основном однородного в масштабе от примерно 0,4 до примерно 1,9 см2 материала. Движущаяся перфорированная поверхность размещается на расстоянии от примерно 10 до примерно 60 см от выходного отверстия последнего газового источника, воздействующего на выходящие волоски. Волокна обладают средним диаметром от примерно 0,1 до примерно 10 мкм и в основном не содержат твердых включений. Стадии утончения и сушки проводят в условиях контролируемой турбулентности в макроскопическом масштабе и волокна обладают такой длиной по сравнению с их диаметрами, что их можно рассматривать как непрерывные. Однородный материал обрабатывают с помощью источника высокой энергии, выбранного из группы, включающей тепловой источник, пучок электронов, микроволновое излучение и излучение высокой частоты, что делает полимер нерастворимым и создает в супервпитывающем полимере-предшественнике стабильные сшивки. После этого стабилизированный материал обрабатывают для придания ему определенной структуры и качества посредством увлажнения, уплотнения, тиснения, проклеивания и ламинирования.
Настоящее изобретение также предоставляет новый нетканый материал и способ получения значительно улучшенного нетканого материала, состоящего из непрерывных супервпитывающих тонких волокон, при котором первичный газовый источник обладает относительной влажностью от примерно 60 до примерно 95%, температурой от примерно 20oС до примерно 100oС, скоростью от примерно 30 до примерно 150 м/с, горизонтальным углом атаки от примерно 70o до примерно 110o и вертикальным углом атаки не более примерно 90o. Волоски сушат с образованием волокон с помощью вторичного газового источника с температурой от примерно 140oС до примерно 320oС, скоростью от примерно 30 до примерно 150 м/с, горизонтальным углом атаки от примерно 70o до примерно 110o и вертикальным углом атаки не более примерно 90o. Волокна случайным образом осаждают на движущуюся перфорированную поверхность с получением в основном однородного в масштабе от примерно 1,9 до примерно 6,5 см2 материала, причем движущаяся перфорированная поверхность размещается на расстоянии от примерно 10 до примерно 100 см от выходного отверстия последнего газового источника, воздействующего на выходящие волоски, каковые волокна обладают средним диаметром от примерно 10 до примерно 30 мкм и являются в основном однородными по диаметру. Стадии утончения и сушки проводят в условиях минимальной турбулентности в макроскопическом масштабе.
Настоящее изобретение дополнительно предоставляет новый нетканый материал и способ получения значительно улучшенных непрерывных супервпитывающих тонких волокон и нетканого материала, состоящего из этих волокон, при котором первичный газовый источник обладает относительной влажностью от примерно 60 до примерно 90%, температурой от примерно 20oС до примерно 100oС, скоростью менее примерно 30 м/с, горизонтальным углом атаки от примерно 70o до примерно 110o и вертикальным углом атаки примерно 90o. Волоски сушат с образованием волокон с помощью вторичного газового источника с температурой от примерно 140oС до примерно 320oС, скоростью менее примерно 30 м/с, горизонтальным углом атаки от примерно 70o до примерно 110o и вертикальным углом атаки примерно 90o. Полученные волокна утончают с помощью третьего газового источника с температурой в диапазоне от примерно 10o до примерно 70o, скоростью в диапазоне от примерно 30 до примерно 240 м/с, горизонтальным углом атаки от примерно 70o до примерно 110o и вертикальным углом атаки не более примерно 90o. Волокна случайным образом осаждают на движущуюся перфорированную поверхность с получением в основном однородного в масштабе от примерно 1,9 до примерно 6,5 см материала, причем движущаяся перфорированная поверхность размещается на расстоянии от примерно 10 до примерно 100 см от выходного отверстия последнего газового источника, воздействующего на выходящие волоски, каковые волокна обладают средним диаметром от примерно 10 до примерно 30 мкм и являются в основном однородными по диаметру, и при этом стадии кондиционирования сушки и утончения проводят в условиях минимальной турбулентности в макроскопическом масштабе.
Настоящее изобретение также предоставляет значительно улучшенное в основном непрерывное супервпитывающее микроволокно и нетканый материал, состоящий из этих волокон, в котором эти волокна обладают средним диаметром в диапазоне от примерно 0,1 до примерно 10 мкм, в основном не содержат твердых включений и обладают такой длиной по сравнению с их диаметрами, что их можно рассматривать как непрерывные. Материал является в основном однородным в масштабе от примерно 0,4 до примерно 1,9 см2, в зависимости от среднего диаметра волокна.
Настоящее изобретение также предоставляет значительно улучшенный нетканый материал, состоящий из непрерывных супервпитывающих тонких волокон, в котором эти волокна обладают средним диаметром в диапазоне от примерно 10 до примерно 100 мкм, в основном не содержат твердых включений и обладают в основном постоянным диаметром; и материал является в основном однородным в масштабе от примерно 1,9 до примерно 6,5 см2, в зависимости от среднего диаметра волокна.
Настоящее изобретение предоставляет одноразовый впитывающий продукт, содержащий значительно улучшенный нетканый материал, включающий в основном непрерывные или непрерывные супервпитывающие волокна.
Нетканые материалы из супервпитывающих волокон, соответствующие настоящему изобретению, особенно полезны для получения таких одноразовых впитывающих изделий, как подгузники; спортивные брюки; изделия, используемые при менструациях, такие как гигиенические прокладки, тампоны и др.; изделия, предназначенные для страдающих недержанием; носовые платки и др.
Краткое описание чертежей
На фиг. 1 приведен схематичный вид в перспективе, на котором частично показано получение нетканого материала в соответствии с одним из вариантов осуществления настоящего изобретения и показан горизонтальный угол атаки.
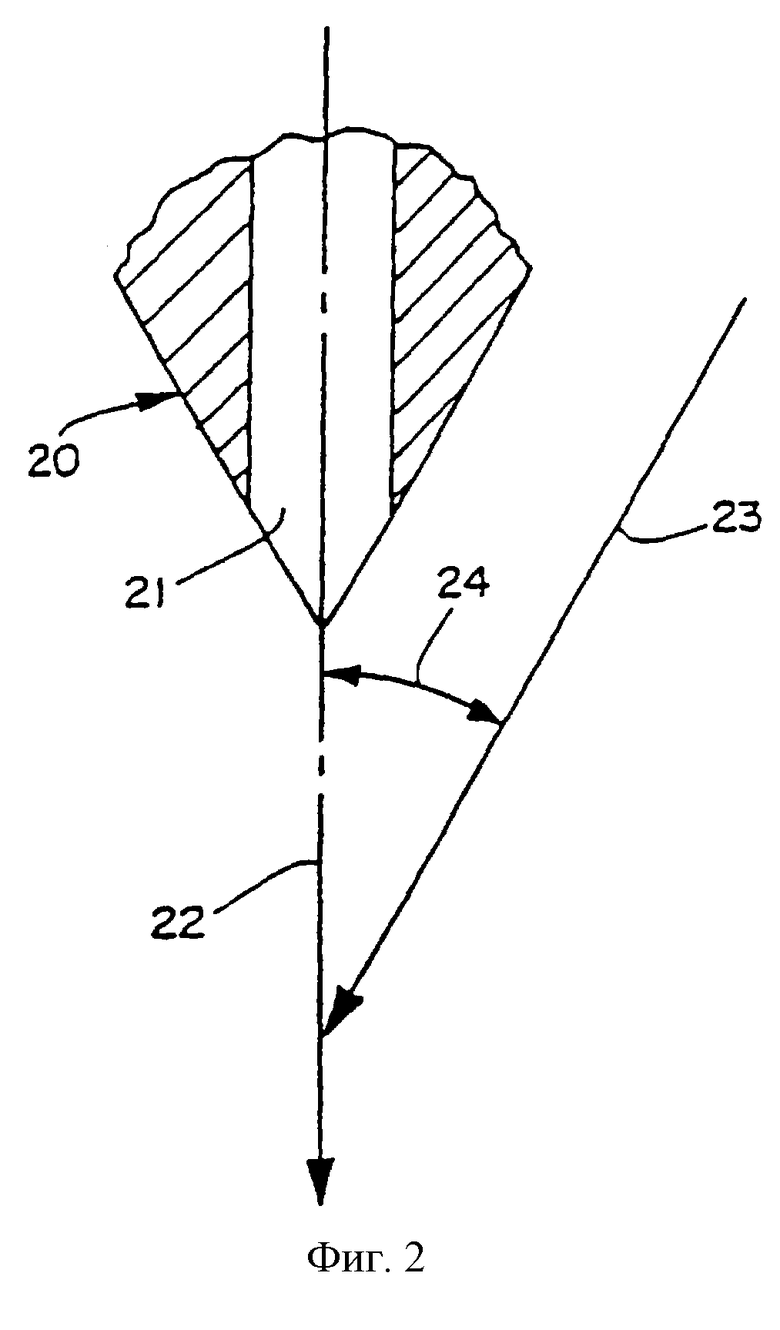
На фиг. 2 приведен вид нижней части наконечника головки экструдера, показанной на фиг. 1, в разрезе по линии 2-2. На этом чертеже показан вертикальный угол атаки.
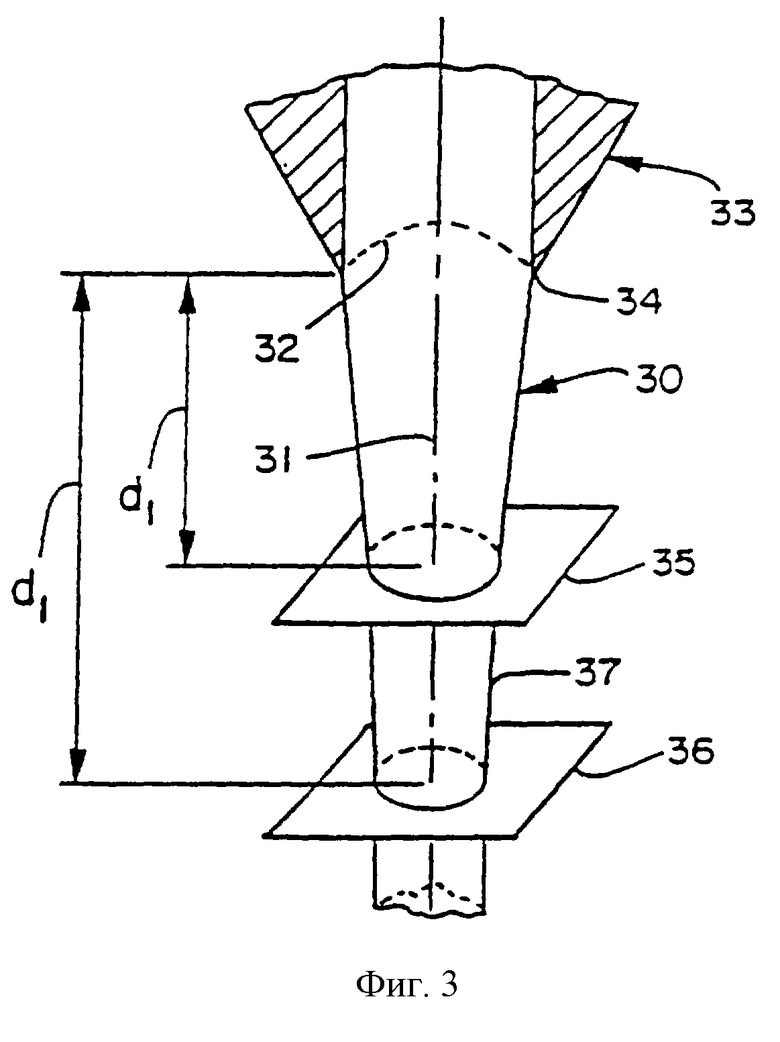
На фиг. 3 показан вид в перспективе участка супервпитывающего волоска, полученного в соответствии с настоящим изобретением.
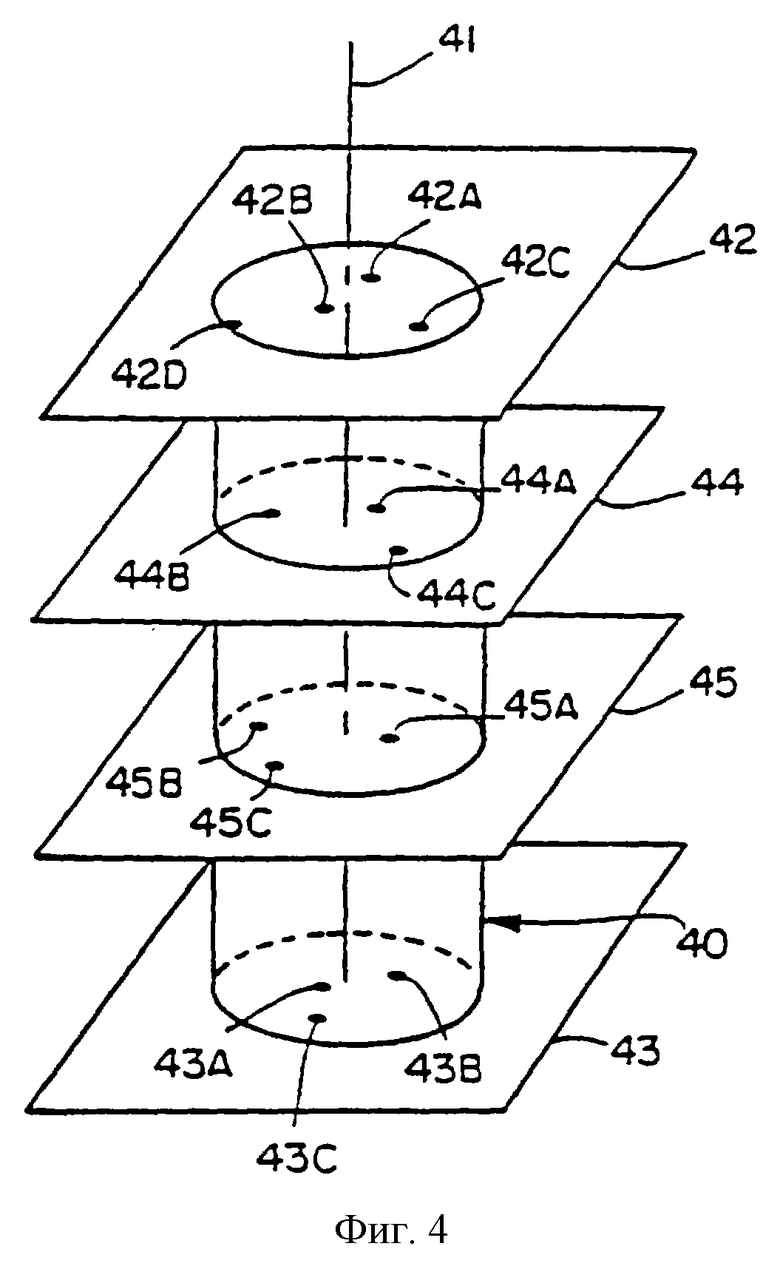
На фиг. 4 показан вид в перспективе участка упервпитывающего волоска, приведенного на фиг.3.
На фиг.5 приведено схематичное представление одного из вариантов осуществления настоящего изобретения.
Подробное описание изобретения
На основании экспериментальных исследований обнаружено, что с помощью высокоскоростного процесса формования нетканых материалов в его новой модификации из супервпитывающих полимеров-предшественников с чрезвычайно большой молекулярной массой, достигающей 8000000, получаются нетканые материалы с высокой впитывающей способностью, состоящие из в основном непрерывных волокон, т.е. волокон, обладающих очень небольшим количеством твердых включений.
Предполагается, что механизм формования новых волокон связан с высоким сродством молекул воды к карбоксильной группе сополимера натриевой соли акриловой кислоты, которое, в частности, может сделать длинную полимерную цепочку более жесткой, что облегчает распутывание и вытяжку. Этот механизм также может включать ионное восстановление карбоксильной группы сополимера натриевой соли акриловой кислоты.
Значительно улучшенный нетканый материал получен из сополимера натриевой соли акриловой кислоты с помощью нового процесса, включающего тщательную регулировку влажности и температуры газовой среды, в которую из раствора экструдируют волоски, что предотвращает преждевременное чрезмерное испарение растворителя (воды), до того как влажные волоски испытают утончение до необходимого небольшого диаметра без разрыва, или "фрагментации". В основном непрерывное волокно содержит очень малое количество твердых включений и материалы являются очень мягкими и однородными, особенно если контролируется степень турбулентности первичного пара и вторичного горячего воздуха, используемого для сушки.
"Однородность материала" - это термин, который используется в настоящем изобретении для обозначения того, насколько любой участок нетканого материала, полученного в соответствии с настоящим изобретением и обладающего данной площадью, сходен с любым другим участком, обладающим такой же площадью. Однородность материала зависит от диаметра волокна и способа, с помощью которого волокна наносятся на движущуюся перфорированную поверхность. В идеальном случае любой данный участок материала не должен отличаться от любого другого участка по таким параметрам, как пористость, объем пор, размер пор, толщина материала и др. Однако у тканей наблюдаются колебания однородности, так что некоторые участки тоньше других. Такие колебания можно обнаружить визуально и получить субъективную оценку однородности. Альтернативно, однородность материала можно определить количественно путем измерения толщины ткани или ее светопропускания.
Термин "относительно небольшой масштаб" используется в настоящем изобретении в связи с однородностью материала и определяет приблизительную площадь каждого из различных сопоставляемых участков материала. Обычно масштаб находится в диапазоне от примерно 0,4 до примерно 6,5 см2 в зависимости от среднего диаметра волокна. Если средний диаметр волокна составляет 10 мкм или меньше, то соответствующая площадь, выраженная в см2 и предназначенная для оценки однородности материала, равна среднему диаметру волокна, выраженному в мкм, умноженному на 0,19, или 0,4 см2, в зависимости от того, какая величина больше. Если средний диаметр волокна находится в диапазоне от примерно 2,1 до примерно 10 мкм, то масштаб определяется умножением среднего диаметра волокна на 0,19. Однако если средний диаметр волокна равен около 2,1 мкм или меньше, то масштаб равен 0,4 см. Если средний диаметр волокна больше, чем 10 мкм, то соответствующий множитель равен 0,215. Выражение "в масштабе от примерно 0,4 до примерно 6,5 см2" означает, что площадь одного участка нетканого материала, который необходимо сопоставить с другими участками того же нетканого материала, причем все эти участки обладают практически одинаковыми площадями, должна находиться в указанном диапазоне. Площадь выбранного участка, выраженная в см2, должна равняться (1) приблизительно 0,19, умноженному на средний диаметр волокна, выраженный в мкм, если средний диаметр волокна составляет 10 мкм или менее, или равняться 0,4 см2, в зависимости от того, какая величина больше, или (2) приблизительно 0,215, умноженному на средний диаметр волокна, выраженный в мкм, если средний диаметр волокна больше чем 10 мкм.
Термин "твердое включение", который используется в настоящем изобретении для обозначения частиц полимера, диаметр которых обычно больше среднего диаметра волокна, получаемого с помощью процесса экструзии. Образование твердых включений обычно связывается с разрывом нитей и одновременным накоплением раствора полимера на наконечнике головки экструдера.
Если не указано иного, то термин "молекулярная масса" означает средневзвешенную молекулярную массу.
Термин "турбулентность" используется в настоящем изобретении для обозначения отклонения потока жидкости, обычно газа, от режима плавного, ламинарного течения. Этот термин используется для обозначения степени того, как во времени происходят неравномерные изменения величины и направления потока жидкости, причем картина потока значительно меняется. Термин "турбулентность в макроскопическом масштабе" означает только то, что турбулентность проявляется в таком масштабе, что влияет на ориентацию и расположение волокон или сегментов волокон друг относительно друга при их наложении на поверхность, на которой формируется нетканый материал, причем в этом процессе длина таких сегментов волокон равна этому масштабу или меньше него. Турбулентность является "контролируемой", когда ее степень поддерживается ниже эмпирически определенного уровня. Минимальная степень турбулентности может быть обеспечена путем надлежащего подбора параметров процесса и ее увеличение допускается только в такой степени, которая необходима для достижения определенной цели.
Поскольку турбулентность измерять затруднительно, для ее измерения в целях поддержания на необходимом уровне следует использовать косвенные методы. Таким косвенным методом является определение степени однородности ткани. Однородность ткани является функцией и площади исследуемой ткани, и среднего диаметра волокон, из которых сформирована ткань. В частности, при получении нетканых материалов очень однородный продукт получается тогда, когда масштаб, т.е. площадь участка ткани, используемого для сравнения, является большим, например, порядка нескольких квадратных метров. С другой стороны, однородность того же материала является очень низкой, если масштаб столь мал, что по порядку величины он равен среднему диаметру волокон. Масштаб выбирается для оценки материалов, получаемых в соответствии с настоящим изобретением, поэтому он основывается на получении различных нетканых материалов, полученных с помощью различных процессов и предназначенных для применения в различных случаях.
Термин "волосок" в настоящем описании и формуле изобретения используется для обозначения профилированного продукта, образующегося при прохождении раствора полимера через канал головки экструдера, но до того момента, пока такой профилированный продукт не затвердел или не высох. Волосок в основном является жидким или полутвердым. Термин "волокно" используется для обозначения затвердевшего или высохшего волоска. Переход от волоска к волокну является постепенным.
Что касается "задней стороны" и "передней стороны" пласта волосков, то задняя сторона пласта - это сторона, к которой приближается движущаяся перфорированная поверхность. Затем перфорированная поверхность проходит под пластом волосков и отодвигается от него вместе со сформированным на ней нетканым материалом. Сторона, на которой сформировался материал, является передней стороной пласта волосков.
Во всех возможных случаях используются единицы системы СИ (Международная Система единиц), основные или производные. Таким образом, единицей измерения вязкости является паскаль-секунда, далее в сокращенном виде представляемая как Па•с. Одна паскаль-секунда равна 10 пуазам - единице вязкости, которая используется чаще.
Сначала обратимся к соответствующему настоящему изобретению способу получения значительно улучшенного нетканого материала, состоящего из супервпитывающих волокон; такой способ обычно включает следующие стадии:
А) приготовление водного раствора линейного супервпитывающего полимера-предшественника;
В) экструзию полученного раствора полимера через головку экструдера, обладающую множеством каналов, с получением множества волосков;
С) утончение полученных волосков с помощью первичного газового источника;
D) сушку утонченных волосков с помощью вторичного газового источника с получением волокон;
Е) проводимое случайным образом осаждение полученных волокон на движущейся перфорированной поверхности с получением в основном однородного материала; и
F) перевод волокна в нерастворимое, но набухающее в воде состояние.
Обычно первые две стадии не зависят от аппаратуры и особенностей реализуемого процесса. Однако, как будет показано ниже, для остальных стадий это не так. Поэтому некоторые ограничения стадий утончения, сушки и осаждения зависят от того, являются ли волокна, получаемые из супервпитывающего полимера-предшественника, в основном непрерывными или непрерывными.
Первая стадия (стадия А) включает приготовление водного раствора супервпитывающего полимера-предшественника концентрации от примерно 10 до примерно 75 мас. %. Поскольку растворимость полимера в воде обратно пропорциональна молекулярной массе полимера, более высокие концентрации, то есть концентрации более примерно 40 мас.%, используются только если молекулярная масса полимера меньше примерно 100000. Предпочтительным является диапазон концентрации от примерно 20 до примерно 60 мас.%. Более предпочтительно, если концентрация супервпитывающего полимера-предшественника в растворе находится в диапазоне от примерно 25 до примерно 40 мас.%.
Обычно супервпитывающий полимер-предшественник, соответствующий настоящему изобретению, обладает молекулярной массой от примерно 300000 до примерно 10000000. Предпочтительным является диапазон от примерно 3000000 до примерно 8000000, а более предпочтительным - от примерно 500000 до примерно 4000000.
Кроме сшитого фрагмента в основной цепи и/или сшивающих реагентов, раствор супервпитывающего полимера-предшественника также может содержать небольшие количества других материалов, причем общее количество других материалов составляет менее 50% от массы всех твердых веществ, содержащихся в растворе. К таким другим материалам могут относиться (примеры приведены только для иллюстрации) пластификаторы, такие как полиэтиленгликоли, глицерин и т. п. ; пигменты и красители; наполнители, такое как глина, крахмал и т.п.; другие функциональные вещества; и т.п.
На второй стадии (стадия В) раствор полимера экструдируют при температуре от примерно 20oС до примерно 180oС с вязкостью при температуре экструзии от примерно 3 до примерно 1000 Па•с через головку экструдера, обладающую множеством каналов, с получением множества волосков, причем каналы обладают диаметрами в диапазоне от примерно 0,20 до примерно 1,2 мм. Предпочтительно, чтобы температура экструзии находилась в диапазоне от примерно 70oС до примерно 95oС. Предпочтительная вязкость раствора полимера составляет от примерно 5 до примерно 30 Па•с. Предпочтительно, чтобы каналы головки экструдера обладали диаметрами от примерно 0,3 до примерно 0,6 мм. Каналы сгруппированы в ряды, количество которых достигает 7. Такие ряды расположены перпендикулярно направлению перемещения движущейся перфорированной поверхности, на которой образуется нетканый материал. Длина таких рядов зависит от ширины формируемого нетканого материала. Такое расположение каналов приводит к образованию "листа" или "пласта" волосков. Толщина такого пласта определяется количеством рядов каналов, но по сравнению с шириной пласта она очень мала. Для удобства в настоящем изобретении такой пласт волосков иногда будет называться "плоскостью волосков". Такая плоскость перпендикулярна движущейся перфорированной плоскости, на которой формируется материал, хотя такая ориентация не является ни необходимой, ни достаточной.
Хотя вязкость раствора является функцией температуры, она также является функцией молекулярной массы полимера и концентрации полимера в растворе. Поэтому, чтобы при температуре экструзии вязкость раствора находилась в требуемом диапазоне, необходимо учитывать все эти параметры.
После этого, на стадии С, полученные волоски с помощью первичного газового источника утончают при таких условиях, чтобы после выхода из канала сопла экструдера и на расстоянии от него, не превышающем примерно 8 см, вязкость каждого волоска постепенно увеличивалась с увеличением расстояния от канала, а вязкость в радиальном направлении оставалась постоянной. Скорость утончения волоска должна быть достаточной для того, чтобы полученные волокна обладали нужными прочностью и средним диаметром и одновременно не наблюдалось значительного количества разрывов. Первичный газовый источник обладает относительной влажностью от примерно 40 до 100%, температурой от примерно 20oС до примерно 100oС, скоростью от примерно 150 до примерно 400 м/с, горизонтальным углом атаки от примерно 70o до примерно 110o и вертикальным углом атаки не более примерно 90o.
Когда формуются в основном непрерывные волокна, скорость первичного газового источника находится в диапазоне от примерно 150 до примерно 400 м/с. Более предпочтительная скорость первичного газового источника составляет от примерно 60 до примерно 300 м/с. Наиболее предпочтительная скорость первичного газового источника находится в диапазоне от примерно 70 до примерно 200 м/с. Однако при производстве непрерывных волокон скорость первичного газового источника находится в диапазоне от примерно 30 до примерно 150 м/с.
На стадии утончения соблюдается баланс между параметрами процесса утончения и параметрами процесса сушки, поскольку при этом волоски неизбежно теряют некоторое количество воды. Однако оптимальные условия утончения не всегда совпадают с оптимальными условиями сушки. Следовательно, может наблюдаться несогласованность этих двух параметров, что потребует нахождения компромиссных условий.
Важно, чтобы волоски были утончены до нужного уровня без разрывов. Слишком большая скорость утончения приводит к возникновению в волосках избыточного напряжения, что приводит к частым разрывам волосков или волокон и усилению образования твердых включений, в особенности в случае микроволокон диаметром от примерно 0,1 до примерно 10 мкм. Однако слишком низкая скорость утончения не позволяет получить достаточно прочные волокна. С другой стороны, слишком быстрая сушка волосков, особенно на стадии утончения, приводит к более частому образованию разрывов и твердых включений. Если на стадии сушки сушка волосков слишком медленная, то, вследствие того, что волоски при укладке на движущуюся перфорированную поверхность являются слишком влажными, происходит чрезмерное связывание или склеивание волокон друг с другом. Вследствие этого идеальные условия сушки обычно не являются оптимальными для получения значительно утонченных, прочных волокон. Таким образом, в определенной степени противоположные требования к утончению и сушке волосков удовлетворяются путем регулирования относительной влажности и температуры первичного газового источника, а также его скорости. На стадии утончения происходит лишь частичная сушка волосков, обеспечивающая требуемое постепенное увеличение вязкости волоска.
Сушка утонченных и частично высушенных волосков завершается на стадии D с помощью вторичного газового источника. Вторичный газовый источник обладает температурой от примерно 140oС до примерно 320oС. Требования, предъявляемые к вертикальному и горизонтальному углу атаки, такие же, что предъявляемые в случае первичного газового источника. Для получения в основном непрерывного волокна вторичный газовый источник обладает скоростью от примерно 60 до примерно 125 м/с. Для получения непрерывных волокон необходимо, чтобы вторичный газовый источник обладал скоростью от примерно 30 до примерно 150 м/с.
Используемый в настоящем изобретении термин "первичный газовый источник" обозначает газовый источник, который первым воздействует на волоски после их выхода из головки экструдера. Термин "вторичный газовый источник" обозначает газовый источник, который воздействует на волоски или волокна после того, как на волоски воздействовал первичный газовый источник. Таким образом, "первичный" и "вторичный" относятся к последовательности, с которой два газовых источника воздействуют на волоски после их выхода из головки экструдера. Последующие газовые источники, если они используются, будут называться "третичным", четвертичным" и т.д. Хотя и соответствующее сущности и объему настоящего изобретения, использование таких последовательных газовых источников обычно нецелесообразно и не нужно и, следовательно, не является предпочтительным за исключением двух случаев, которые будут описаны ниже.
Предпочтительно, чтобы в каждом газовом источнике, необходимом для проведения стадий С и D, и в каждом дополнительном газовом источнике, если он используется, было не менее двух газовых потоков, причем наиболее предпочтительно наличие двух потоков. Если используются два газовых потока, они расположены с двух противоположных сторон пласта, или плоскости волосков. Поток, направленный на волокна с передней стороны пласта волосков, обладает положительным вертикальным углом атаки, а поток, направленный на волокна с задней стороны пласта волосков, обладает отрицательным вертикальным углом атаки. Однако абсолютное значение вертикального угла атаки для каждого потока должно находиться в границах, описанных в настоящем изобретении, хотя оба потока не должны обладать одинаковыми абсолютными значениями вертикальных углов атаки. Следовательно, следует понимать, что требование, предъявляемое к вертикальному углу атаки, относится к его абсолютному значению в случае, когда в газовом источнике имеется более одного газового потока.
На последней стадии способа, соответствующего настоящему изобретению, стадии Е, волокна, образовавшиеся на предыдущей стадии, случайным образом осаждаются на движущуюся перфорированную поверхность. В случае получения в основном непрерывного волокна, движущаяся перфорированная поверхность находится на расстоянии от примерно 10 до примерно 60 см от отверстия, из которого выходит газовый поток, воздействующий на волоски. В настоящем изобретении расстояние между движущейся перфорированной поверхностью и таким отверстием иногда называется расстоянием формования. Средний диаметр волокна находится в диапазоне от примерно 0,1 до примерно 10 мкм. Волокна в основном однородны по диаметру и в основном не содержат твердых включений.
Предпочтительно, чтобы при получении непрерывных волокон расстояние формования составляло от примерно 10 до примерно 100 см, а средний диаметр волокон находился в диапазоне от примерно 10 до примерно 100 мкм. Непрерывные волокна образуют в основном однородный материал.
Площадь, или масштаб, используемый в целях сопоставления при оценке однородности материала, является функцией диаметра волокна. Масштаб для ткани, содержащей в основном непрерывные волокна, находится в диапазоне от примерно 0,4 до примерно 1,9 см2, а масштаб для ткани, содержащей непрерывные волокна, находится в диапазоне от примерно 1,9 до примерно 6,5 см2.
Стадия С требует контролируемой турбулентности в макроскопическом масштабе и условий, достаточных для того, чтобы после выхода из канала сопла экструдера вязкость каждого волоска постепенно увеличивалась с увеличением расстояния от канала, а вязкость в радиальном направлении оставалась постоянной, и проведения со скоростью, достаточной для того, чтобы полученные волокна обладали нужными степенью утончения и средним диаметром и одновременно не наблюдалось значительного количества разрывов. Средства, необходимые для выполнения этих требований, включают регулирование четырех параметров, или переменных, характеризующих газовый источник, в том числе относительной влажности, температуры, скорости и ориентации относительно пласта волосков. Турбулентность в макроскопическом масштабе в основном является функцией скорости газового потока и ориентации газового потока при его воздействии на пласт волосков. Вязкость волоска, хотя и зависящая от скорости газового потока, является функцией относительной влажности и температуры первичного газового источника. Такие параметры, или переменные, обсуждены ниже в связи с "турбулентностью в макроскопическом масштабе" и "вязкостью волоска".
Обращаясь теперь к турбулентности в макроскопическом масштабе, отметим, что утончение и сушка проводятся в условиях контролируемой турбулентности в макроскопическом масштабе. В предпочтительной реализации утончение и сушку проводят в условиях минимальной турбулентности в макроскопическом масштабе, что способствует образованию материала, который является в основном однородным. В настоящем изобретении термин "турбулентность в макроскопическом масштабе" означает только то, что степень турбулентности, обеспечивающая формирование требуемого однородного материала, частично зависит от равномерности распределения и ориентации волокон.
Определенная турбулентность неизбежна, а в действительности необходима, если учесть, что утончение обусловлено захватом волосков движущимся газовым потоком. Минимальная скорость газового потока определяется эмпирически. Минимальная скорость газового потока намного больше скорости экструзии.
В некоторых случаях степень турбулентности в макроскопическом масштабе больше минимальной, но все же является контролируемой. В частности, когда волокна или частицы должны смешиваться с волосками при их формовании, для обеспечения смешивания, достаточного для получения связного однородного материала необходима более значительная степень турбулентности.
Турбулентность в макроскопическом масштабе также является функцией газового источника и его ориентации при его воздействии на пласт волосков. Кроме того, эффективность утончения волосков, по крайней мере частично, зависит от ориентации газового источника. Ориентация газового источника определяется горизонтальным углом атаки и вертикальным углом атаки.
Горизонтальный угол атаки лучше всего определить с помощью фиг.1. На фиг. 1 приведен схематичный вид в перспективе, который частично иллюстрирует получение нетканого материала, соответствующего настоящему изобретению. Раствор полимера экструдируется через множество каналов, находящихся в плоскости 11 головки экструдера 10, с образованием пласта волосков 12. Когда пласт волосков 12 попадает на перфорированную ленту 13, движущуюся в направлении, указанном стрелкой 14, формируется нетканый материал 15. Линия 16 находится в плоскости пласта волосков 12 и параллельна плоскости 11 головки экструдера 10. Стрелка 17 показывает ориентацию газового потока относительно линии 16, причем направление потока совпадает с направлением стрелки 17. Угол 18 между линией 16 и стрелкой 17 - это горизонтальный угол атаки. Угол 18 отсчитывается от правой части линии 16 по направлению к наблюдателю, обращенному лицом к головке экструдера 10, в сторону которой движется перфорированная лента 13. Горизонтальный угол атаки каждого газового источника находится в диапазоне от примерно 70o до примерно 110o, причем угол около 90o является предпочтительным.
Вертикальный угол атаки лучше всего определить с помощью фиг.2. На фиг.2 приведен вид небольшого участка нижней части наконечника головки экструдера, показанной на фиг. 1, в разрезе по линии 2-2. Стрелка 22 - это осевая линия волоска (не показан), выходящего из канала 21, причем направление движения волоска совпадает с направлением стрелки 22. Стрелка 23 показывает ориентацию газового потока относительно стрелки 22, причем направление потока совпадает с направлением стрелки 23. Угол 24 между стрелками 21 и 22 - это вертикальный угол атаки. Вертикальный угол атаки любого газового источника обычно не превышает примерно 90o. Предпочтительно, чтобы вертикальный угол атаки был не больше примерно 60o, а более предпочтительно - не больше 45o. Когда любой данный газовый источник включает более одного газового потока, предпочтительные значения вертикального угла атаки относятся к абсолютным значениям.
Турбулентность в макроскопическом масштабе частично является функцией ориентации газового источника. Из фиг.1 и 2 видно, что, когда этот угол равен примерно 90o, горизонтальный угол атаки оказывает наименьшее влияние на турбулентность в макроскопическом масштабе (т.е. на однородность материала). Аналогичным образом, вертикальный угол атаки оказывает наименьшее влияние на турбулентность в макроскопическом масштабе, когда он равен примерно 0o. Если горизонтальный угол атаки отклоняется от значения в 90o и/или вертикальный угол атаки становится больше 0o, то турбулентность в макроскопическом масштабе до некоторой степени снижается при уменьшении скорости газового источника.
Турбулентность в макроскопическом масштабе любого газового источника необходимо тщательно контролировать по всей ширине пласта волосков. Такой контроль частично осуществляется путем подбора конструкции коллектора. В частности, используется коллектор с постепенно уменьшающимся сечением. Кроме того, объединение секций коллектора с экранами или отражательными перегородками, полученными из спеченного пористого металла, приводит к эффективному разрушению нежелательных крупномасштабных турбулентных вихревых потоков, которые в противном случае могли бы образоваться.
После того как контролируемый, высокоскоростной газовый поток выходит из отверстия патрубка или коллектора, он попадает в окружающую воздушную среду и при увеличении расстояния от такого отверстия его скорость снижается. Вследствие переноса импульса от высокоскоростного газового потока к воздуху увеличивается размер турбулентных вихрей. Турбулентные вихри небольшого масштаба способствуют переплетению волокон на ранней стадии вблизи отверстия, из которого выходит газовый поток, однако вихри, которые разрастаются на расстоянии от такого отверстия, равном около 50 см и более, негативно влияют на однородность материала, поскольку приводят к образованию на материале участков с высокой и низкой плотностью. Важно, чтобы расстояние формования поддерживалось в указанных в настоящем изобретении пределах. Кроме того, для сведения к минимуму образования крупномасштабных вихревых потоков необходимо вовлечение в поток определенного количества воздуха из окружающей среды.
Обращаясь теперь к вязкости волокна, отметим, что первичный газовый источник обладает относительной влажностью от примерно 30 до 100%. Более предпочтительно, чтобы такой газовый источник обладал относительной влажностью от примерно 60 до примерно 95%. Наиболее предпочтительно, чтобы первичный газовый источник обладал относительной влажностью от примерно 60 до примерно 90%.
Обнаружено, что наличие капелек воды в увлажненном газовом источнике оказывает неблагоприятное воздействие на формование волоска и волокна, особенно в связи с образованием твердых включений. Вследствие этого предпочтительно, чтобы капельки воды, которые могут присутствовать в увлажненном газовом источнике, обладали диаметрами, меньшими диаметров волосков. Более предпочтительно, чтобы увлажненный газовый поток практически не содержал капелек воды.
На практике капельки воды эффективно удаляются из увлажненного газового источника с помощью отбойного сепаратора. Кроме того, полезно нагревать все каналы, по которым увлажненный газовый поток проходит до взаимодействия с волосками. Однако температура этих каналов должна быть такой, чтобы температура увлажненного газового источника находилась в приемлемых границах, указанных выше.
Температура первичного газового источника находится в диапазоне от примерно 20oС до примерно 100oС. Более предпочтительно, чтобы эта температура находилась в диапазоне от примерно 40oС до примерно 100oС, а наиболее предпочтительно - от примерно 60oС до примерно 90oС.
Требования, предъявляемые к вязкости, становятся понятными при обращении к фиг. 3 и 4. На фиг.3 показан вид в перспективе участка супервпитывающего волоска 30, обладающего продольной осью 31, при его выходе из канала 32 головки экструдера 33 (показан частичный разрез), обладающей поверхностью 34. Плоскость 35 перпендикулярна оси 31 и находится на расстоянии d1 от поверхности 34. Плоскость 36 также перпендикулярна оси 31 и находится на расстоянии d2 от поверхности 34, причем d2 больше, чем d1 (т.е. d2>d1). Участок 37 волоска 30 расположен между плоскостями 35 и 36. Поскольку волосок 30 подвергается утончению, при увеличении расстояния от головки экструдера диаметр волоска уменьшается. Вследствие этого участок 37 волоска 30 по форме близок к перевернутому усеченному конусу или, точнее, к перевернутому коническому слою.
На фиг.4 показан вид в перспективе расположенного между плоскостями 35 и 36 участка 37 волоска 30, приведенного на фиг.3. На фиг.4 участок волоска 40 обладает осью 41 и ограничивается верхней плоскостью 42 (т.е. плоскостью 35 на фиг.3) и нижней плоскостью 43 (т.е. плоскостью 36 на фиг.3). Обе плоскости перпендикулярны оси 41 и параллельны друг другу. Также показаны дополнительные плоскости 44 и 45, которые также перпендикулярны оси 41 (и параллельны плоскостям 42 и 43) и находятся на расстояниях d3 и d4 соответственно от поверхности головки экструдера, которая не показана (т.е. от поверхности 34 головки экструдера 33 на фиг.3). Верхняя плоскость 42 и нижняя плоскость 43 находятся от поверхности головки экструдера на расстояниях d1 и d2 соответственно. Таким образом, d1<d2<d3<d4. Точки 42А, 42В, 42С и 42D расположены в верхней плоскости 42. Аналогичным образом, точки 43А, 43В и 43 С расположены в нижней плоскости 43; точки 44А, 44В и 44С расположены в плоскости 44, а точки 45А, 45В и 45С расположены в плоскости 45.
В соответствии с фиг. 4 постоянство вязкости в радиальном направлении приводит к тому, что вязкость волоска в любой точке, расположенной в плоскости, перпендикулярной оси 51, приблизительно одинакова. Это означает, что вязкость волоска в точках 42А, 42В, 42С и 42D практически одинакова. Кроме того, практически одинакова вязкость в точках 43А, 43В и 43С; практически одинакова вязкость в точках 44А, 44В и 44С и практически одинакова вязкость в точках 45А, 45В и 45С.
Однако при увеличении расстояния от головки экструдера вязкость волоска постепенно увеличивается. Это означает, что вязкость волоска в любой из точек 44А, 44В и 44С, обозначенных на фиг.4, больше, чем вязкость в любой из точек 42А, 42В, 42С и 42D. В свою очередь, вязкость волоска в любой из точек 45А, 45В и 45С больше, чем вязкость в любой из точек 44А, 44В и 44С. Наконец, вязкость волоска в любой из точек 43А, 43В и 43С больше, чем вязкость в любой из точек 45А, 45В и 45С.
Все приведенные выше взаимосвязи между вязкостями можно математически представить в следующем виде, где hPn - это вязкость в точке n:
hP43А>>hP43В>>hP43C>hP45A>>hP45B>>hP45C>hP44A>>hP44B>>hP44C>hP42A>>hP42B>>hP42C>>hP42D.
Для указанного в настоящем изобретении расстояния от головки экструдера степень увеличения вязкости при увеличении расстояния от головки экструдера является критическим параметром. Однако это увеличение не должно быть столь сильным, чтобы способствовать обрыву волокон, и не должно быть столь слабым, чтобы волоски не могли в достаточной степени затвердеть до подхода к движущейся перфорированной поверхности, на которой формируется нетканый материал. Термин
"постепенное" относится к увеличению вязкости и должен показать, что при переходе от данного слоя очень небольшой толщины к следующему или соседнему слою, расположенному ниже по потоку от головки экструдера, такое увеличение является небольшим или незаметным увеличением. Таким образом, это изменение вязкости можно считать производной, dy/dx, где dy - это увеличение вязкости, обусловленное увеличением dx расстояния от головки экструдера, когда такое увеличение расстояния стремится к нулю.
Измерение вязкости волоска в любой заданной точке, а также измерение или оценка концентрации и температуры, с помощью которых можно было бы рассчитать или оценить вязкость, является проблематичным. Тем не менее, эмпирически было показано, что при получении утонченных волокон с требуемыми характеристиками, включая отсутствие твердых включений, необходимый диаметр волокон и необходимую ориентацию молекул, должны выполняться указанные выше условия для вязкости. Значительные отклонения от таких требований к вязкости приводят к образованию твердых включений, разрывам волокон, образованию неравномерного материала и/или волокон, обладающих значительно меняющимися и непостоянными диаметрами.
Обнаружено, что волокна или частицы можно переплести с волосками. Для этого используются первичный и вторичный газовые источники, причем волокна или частицы вводят во второй газовый источник. Если используются два вторичных газовых потока, что является предпочтительным, то волокна или частицы можно включить в один или оба вторичных газовых потока.
Альтернативно, при получении совместно формованных материалов можно использовать три газовых источника, включая первичный газовый источник, вторичный газовый источник и третичный газовый источник. В первом исключении из общего правила - избегать применения дополнительного газового источника, т. е. газового источника в дополнение к первичному и вторичному газовым источникам - волокна или частицы включают в третичный газовый источник, и в этом случае обычно достаточно использовать один третичный газовый поток. Если используется третичный газовый источник, который содержит волокна или частицы, то этот третичный газовый источник должен обладать температурой окружающей среды и скоростью от примерно 5 до примерно 15 м/с. Если возможно использование нагретого газового источника, необходимо соблюдать осторожность, чтобы не допустить размягчения волокон до степени, приводящей к чрезмерному связыванию супервпитывающих волокон-предшественников друг с другом и с волокнами или частицами, с которыми они переплетаются.
Второе исключение относится к формированию нетканого материала из непрерывных волокон. В этом случае в контроле турбулентности и, следовательно, улучшении однородности материала участвуют три газовых источника. Ниже кратко описаны характеристики этих трех газовых источников.
Первичный газовый источник обладает относительной влажностью от примерно 40 до 100%, температурой от примерно 20oС до примерно 100oС, горизонтальным углом атаки от примерно 70o до примерно 110o и вертикальным углом атаки не более примерно 90o. Скорость первичного газового источника составляет не более примерно 45 м/с. Предпочтительно, чтобы эта скорость находилась в диапазоне от примерно 5 до примерно 15 м/с. Задачей первичного газового источника является создание условий, необходимых для обеспечения описанного выше требуемого увеличения вязкости волоска. В этом случае первичный газовый источник выступает в роли кондиционирующего источника.
Вторичный газовый источник обладает температурой от примерно 20oС до примерно 100oС, горизонтальным углом атаки от примерно 70o до примерно 110o и вертикальным углом атаки не более примерно 90o. Скорость вторичного газового источника обычно составляет не более примерно 45 м/с. Предпочтительно, чтобы эта скорость находилась в диапазоне от примерно 5 до примерно 15 м/с. Вторичный газовый источник предназначен для частичной сушки волосков; также может происходить частичное, хотя и незначительное утончение.
Наконец, третичный газовый источник обладает меньшей температурой и большей скоростью, чем первичный газовый источник и вторичный газовый источник. Третичный газовый источник обеспечивает утончение и более полную сушку волокон. Третичный газовый источник обладает температурой в диапазоне от примерно 10oС до примерно 50oС. Скорость третичного газового источника меняется от примерно 30 до примерно 245 м/с. Кроме того, третичный газовый источник обладает горизонтальным углом атаки от примерно 70o до примерно 110o и вертикальным углом атаки не более примерно 90o.
Настоящее изобретение дополнительно иллюстрируется реальными примерами, которые приведены ниже. Однако не следует считать, что такие примеры каким-либо образом ограничивают сущность и объем настоящего изобретения.
Пример 1
5,9 кг акриловой кислоты, 2,29 кг гидроксида натрия, 143 г винилового эфира 3-амино-1-пропанола и 11,97 г персульфата калия, все производства фирмы Aldrich Chemical Company, помещали в снабженный мешалкой реактор с рубашкой объемом в 10 галлонов, содержащий 21,78 кг дистиллированной воды. Прибавленные компоненты перемешивали при комнатной температуре до полного растворения. Затем реактор в течение четырех часов нагревали при 60oС. Мешалка постоянно работала. Полученный раствор натриевой соли полиакриловой кислоты содержал 73,8 мас.% акрилата натрия, 24,2 мас.% акриловой кислоты и 2 мас.% винилового эфира 3-амино-1-пропанола.
Пример 2
Полученный в Примере 1 раствор полимера использовали для получения нетканых материалов с помощью аппарата, включающего головку экструдера шириной шесть дюймов (15,2 см), содержащую 120 каналов (20 каналов на один дюйм или примерно 11,8 каналов на 1 см). Все каналы обладали диаметрами в 0,46 мм. Головки экструдеров были сконструированы в основном в соответствии с описаниями в патентах США 3755527, 3795571 и 3849241, которые включены в настоящее изобретение для ссылки. Первичный газовый источник разделяли на два потока, выходы которых располагались параллельно ряду каналов экструдера и вблизи от них. Ширина каждого выхода первичного газового источника равнялась около 0,86 мм. Патрубки, ведущие к выходам этих двух первичных источников, располагались под углом в 30o к вертикали, т.е. в плоскости, в которой располагались центры каналов экструдера. Таким образом, вертикальные углы атаки для этих двух первичных газовых потоков равнялись 30o и -30o соответственно. Абсолютное значение вертикального угла атаки для этих двух первичных газовых потоков равнялось 30o. Горизонтальный угол атаки для каждого первичного газового потока равнялся 90o.
Вторичный газовый источник также разделялся на два вторичных газовых потока. Первый вторичный газовый поток направлялся на заднюю сторону пласта волосков. Вертикальный угол атаки для первого вторичного газового потока равнялся -30o. Горизонтальный угол атаки равнялся 90o. Выход первого вторичного газового потока располагался примерно на 5 см ниже наконечника экструдера и на расстоянии примерно в 2,5 см от пласта волосков.
Второй вторичный газовый поток направлялся на переднюю сторону пласта волосков. Вертикальный угол атаки для второго вторичного газового потока равнялся около 0o, а горизонтальный угол атаки равнялся 90o. Таким образом, второй вторичный газовый поток выходил из коллектора вторичного газового потока приблизительно параллельно пласту волосков. Выход второго вторичного газового потока располагался примерно на 5 см ниже наконечника экструдера и на расстоянии примерно в 10 см от пласта волосков. Движущаяся перфорированная поверхность располагалась примерно на 22-76 см ниже выходов вторичного газового источника, которые располагались на примерно одинаковых расстояниях от наконечника экструдера и ниже него. Поддерживался вакуум, равный 2-6 дюймов водяного столба (0,005-0,015 атм).
Раствор сополимера натриевой соли акриловой кислоты, полученный в Примере 1 (26% твердых веществ), нагревали в автоклаве Buchi объемом в 32 л при температуре 50oС и давлении воздуха 80 фунт/кв. дюйм (манометрическое) (5,4 атм).
С помощью дозирующего насоса Zenith раствор по перекачивающей трубке, нагретой до примерно 82oС, подавали в головку экструдера. Раствор экструдировали при температуре около 82oС. Первичный газовый источник представлял собой горячий неувлажненный воздух с температурой около 93oС, относительной влажностью 79% и давлением 6 фунт/кв. дюйм (манометрическое) (0,41 атм) перед выходным отверстием первичного воздушного промежутка. Вторичный газовый источник подавал сжатый воздух, нагретый до температуры 260-316oС; скорость потока составляла 300-400 куб. фут/мин (42,5-61,4 л/с). Температура наконечника экструдера поддерживалась равной 82oС, а скорость экструзии составляла 0,33-0,83 г/мин в расчете на один канал.
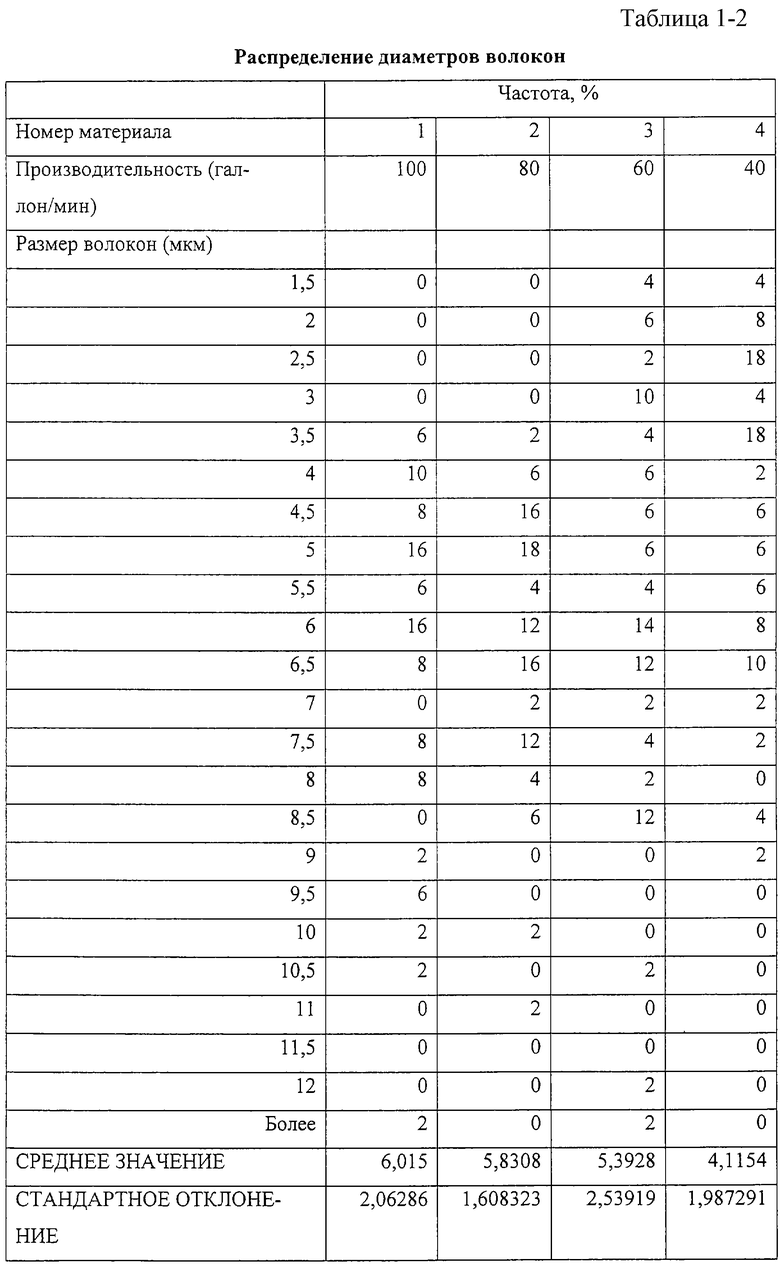
Для формирования нетканых материалов использовали четыре разные скорости экструзии, равные 0,33, 0,55, 0,67 и 0, 85 г/мин. Плотность полученных материалов составляла от 34 до 38 г/м2. Для этих четырех материалов определяли распределение волокон по размерам. Определение распределения волокон по размерам включало измерение диаметра каждого волокна, которое пересекало произвольную прямую линию, проведенную в поле зрения сканирующего электронного микроскопа, что требовало измерения диаметров 50 волокон. Результаты измерений приведены в таблице 1-2 (т.е. таблица 1 к примеру 2).
Для удобства восприятия частот диаметров волокон в таблице 1-2 данные представлены в виде зависимости частоты от диаметра волокна, выраженного в мкм.
Полученные прочностные характеристики нетканых материалов измеряли в соответствии со стандартными процедурами испытаний, приведенными в Федеральном Стандарте 191 А, Метод 5102. Процедура растяжения полоски давала значения максимальной нагрузки, удлинения в процентах и энергии.
Определяли прочностные характеристики нетканых материалов. Для учета различий в плотностях все приведенные значения были нормированы.
Для удобства восприятия прочностных характеристик данные представлены в виде столбцовых диаграмм, причем данные для продольного направления получения материала, поперечного направления получения материала и средних значений продольного направления получения материала и поперечного направления получения материала приведены в виде отдельных столбцов.
Пример 3
Для получения совместно формованного материала в основном использовалась процедура, описанная в Примере 2. Листовую целлюлозу, полученную в основном из мягкой древесины (Coosa CR-54, производства фирмы Kimberly-Clark Corporation, завод в Coosa Pines, штат Алабама) превращали в волокнистую массу на молотковой мельнице и затем с помощью воздуха продували через прямоугольный канал высотой 2,5 см со скоростью 83 м/с. Для сведения флоккуляции к минимуму степень разбавления, которую определяли как количество превращенной в волокно целлюлозы в граммах на один кубический метр воздуха-носителя, поддерживали в диапазоне от примерно 2,8 до примерно 8,5. Полученный поток взвешенных в воздухе волокон вносили в поддерживающий волоски первый вторичный газовый поток в области, где пересекались первый вторичный газовый поток, поддерживающий волоски, и второй вторичный газовый поток. Вертикальный и горизонтальный углы атаки потока, несущего взвешенные в воздухе волокна, составляли около 90o. Этот поток выходил из прямоугольного канала на расстоянии примерно 10 см от области пересечения этих двух вторичных газовых потоков.
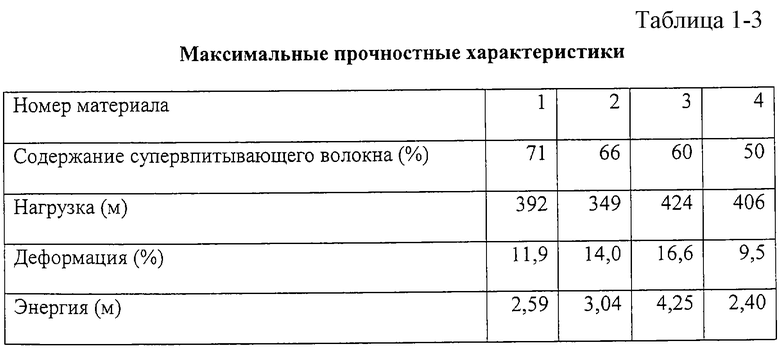
Во всех случаях полученный совместно формованный материал являлся хорошо соединенным и прочным, однако мягким, объемным и впитывающим. Материал на 50 - 70 мас. % состоял из целлюлозных волокон и обладал плотностью около 500 г/м2. Как показано в таблице 1-3 (т.е. табл.1 к примеру 3), даже после обработки в конвекционной печи для сшивки сополимера натриевой соли акриловой кислоты эти материалы оставались мягкими, впитывающими и обладали удовлетворительной механической прочностью. Такие совместно формованные материалы пригодны для применения в качестве носовых платков, а также в качестве компонентов других впитывающих изделий.
Пример 4
В этом примере в поток целлюлозных волокон до его взаимодействия с первым вторичным газовым источником, поддерживающим волоски, в дополнение к целлюлозным волокнам Coosa включен супервпитывающий порошок (Favor 880 производства фирмы Stockhausen, Inc.). В состав входили около 33% супервпитывающих волокон, 33% целлюлозных волокон и 34% супервпитывающего порошка. Измеряли полную плотность. После получения этот материал являлся очень мягким. За 30 минут он впитал водный раствор NaCl концентрации 0,9% примерно на 23 см.
Пример 5
Этот пример сходен с Примером 4 за исключением состава материала. Был успешно получен нетканый, совместно формованный материал, содержащий примерно 38% супервпитывающих волокон, 3% целлюлозных волокон Coosa и около 94% супервпитывающего порошка (Favor 880 производства фирмы Stockhausen, Inc.). Этот материал обладал превосходной способностью удерживать супервпитывающий материал, поскольку к супервпитывающим волокнам прилипало довольно большое количество частиц супервпитывающего порошка.
Пример 6
Этот пример сходен с Примером 2 за тем исключением, что менялась относительная влажность первичного газового потока. По данным сканирующей электронной микроскопии удовлетворительные результаты получались только в случае, когда уровень относительной влажности находился в диапазоне от 30 до 100%.
После такого описания настоящего изобретения обычному специалисту в данной области техники ясно, что без отклонения от сущности и объема настоящего изобретения в него можно внести многочисленные изменения и модификации.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНЫЕ МАТЕРИАЛЫ ИЗ НЕПРЕРЫВНЫХ ДВУХКОМПОНЕНТНЫХ НИТЕЙ, МОДИФИЦИРОВАННЫЕ ВОЛОКНАМИ ИЗ ПУЛЬПЫ | 1999 |
|
RU2208673C2 |
| ЭЛАСТИЧНОЕ ВПИТЫВАЮЩЕЕ НЕТКАНОЕ ПОЛОТНО, ИЗГОТОВЛЕННОЕ СОВМЕСТНЫМ ФОРМОВАНИЕМ | 2010 |
|
RU2527724C2 |
| ВПИТЫВАЮЩИЙ КОМПОЗИТ С УПРУГИМ СЛОЕМ, ИЗГОТОВЛЕННЫМ СОВМЕСТНЫМ ФОРМОВАНИЕМ | 2011 |
|
RU2564613C2 |
| ТИСНЕНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2005 |
|
RU2392363C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ОБРАБОТАННОЕ СВЯЗАННЫМ ФЕРМЕНТОМ | 2005 |
|
RU2363495C2 |
| ЛАМИНИРОВАННЫЙ НЕТКАНЫЙ МАТЕРИАЛ С ВЫСОКИМ СОДЕРЖАНИЕМ ЦЕЛЛЮЛОЗЫ | 2010 |
|
RU2534534C2 |
| ТОНКАЯ, ОБЛАДАЮЩАЯ ВЫСОКОЙ ВПИТЫВАЮЩЕЙ СПОСОБНОСТЬЮ СТРУКТУРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2285515C2 |
| ВПИТЫВАЮЩИЙ МАТЕРИАЛ, ОБЛАДАЮЩИЙ ХОРОШИМИ ХАРАКТЕРИСТИКАМИ ВПИТЫВАНИЯ И КАПИЛЛЯРНОГО ВПИТЫВАНИЯ | 2001 |
|
RU2279267C2 |
| НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ПРИМЕНЕНИЯ В КАЧЕСТВЕ ОБРАЩЕННОГО К ТЕЛУ ЛИСТА ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2007 |
|
RU2415659C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКОН, В ЧАСТНОСТИ, ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНОСОДЕРЖАЩЕГО НЕТКАНОГО МАТЕРИАЛА | 2011 |
|
RU2602481C2 |
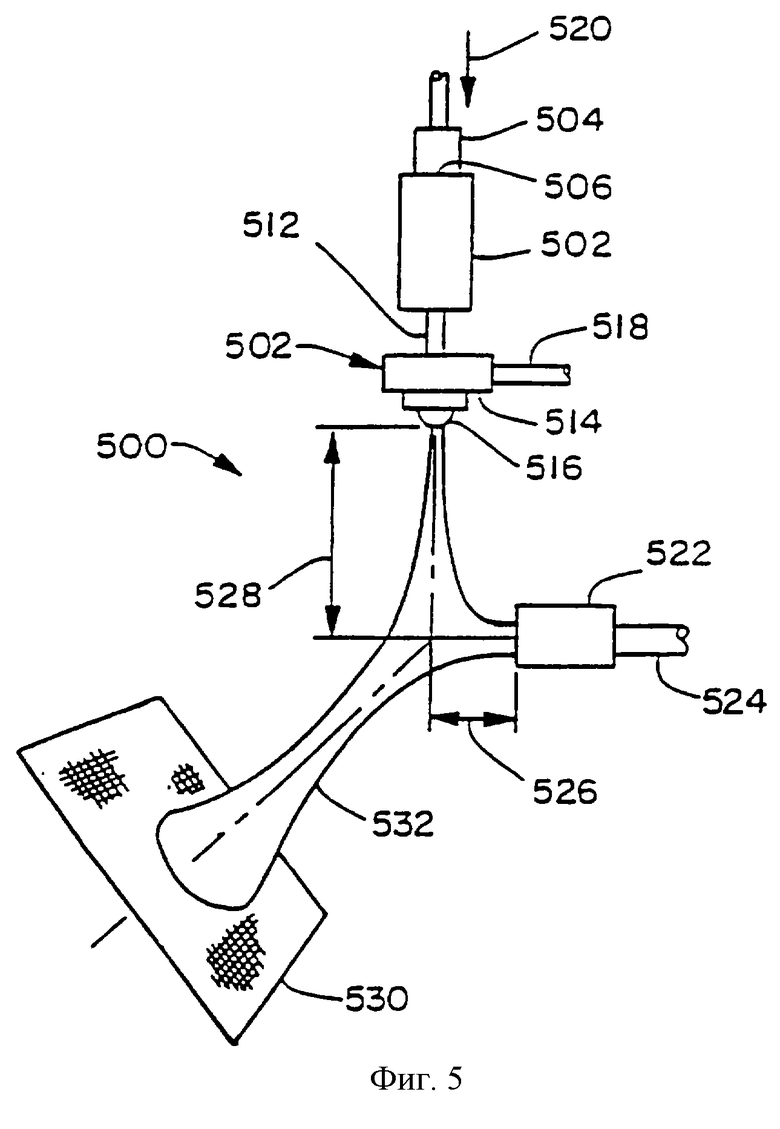
Изобретение относится к технологии получения нетканых материалов и может быть использовано для, например, одноразовых впитывающих продуктов. Нетканый материал состоит из супервпитывающих волокон. Для получения последних водный раствор супервпитывающего полимеpa-предшественника при определенных условиях экструдируют через множество каналов головки экструдера с получением множества волосков. Волоски утончаются с помощью описанного первичного газового источника с формованием волокна в условиях контролируемой турбулентности в макроскопическом масштабе и в условиях, при которых вязкость каждого волоска в месте его выхода из канала головки экструдера и на расстоянии не более примерно 8 см от него постепенно увеличивается при увеличении расстояния от канала, одновременно оставаясь в основном постоянной в радиальном направлении, со скоростью, достаточной для получения волокна с необходимыми степенью утончения и средним диаметром без существенного разрыва волокон. Утонченные волоски сушат с помощью описанного вторичного газового источника. Полученные волокна случайным образом осаждают на движущуюся перфорированную поверхность с получением в основном однородного материала. Движущаяся перфорированная поверхность размещается на расстоянии от примерно 10 до примерно 100 см от выходного отверстия последнего газового источника, воздействующего на выходящие волоски. Волокна обладают средним диаметром в диапазоне от примерно 0,1 до 30 мкм и в основном не содержат твердых включений. Стадии утончения и сушки проводят в условиях контролируемой турбулентности в макроскопическом масштабе. Одноразовые впитывающие продукты выбирают из группы, включающей, например, подгузники, спортивные брюки, изделия личной гигиены. Изделия обладают большой впитывающей способностью. 5 с. и 25 з.п. ф-лы, 5 ил., 2 табл.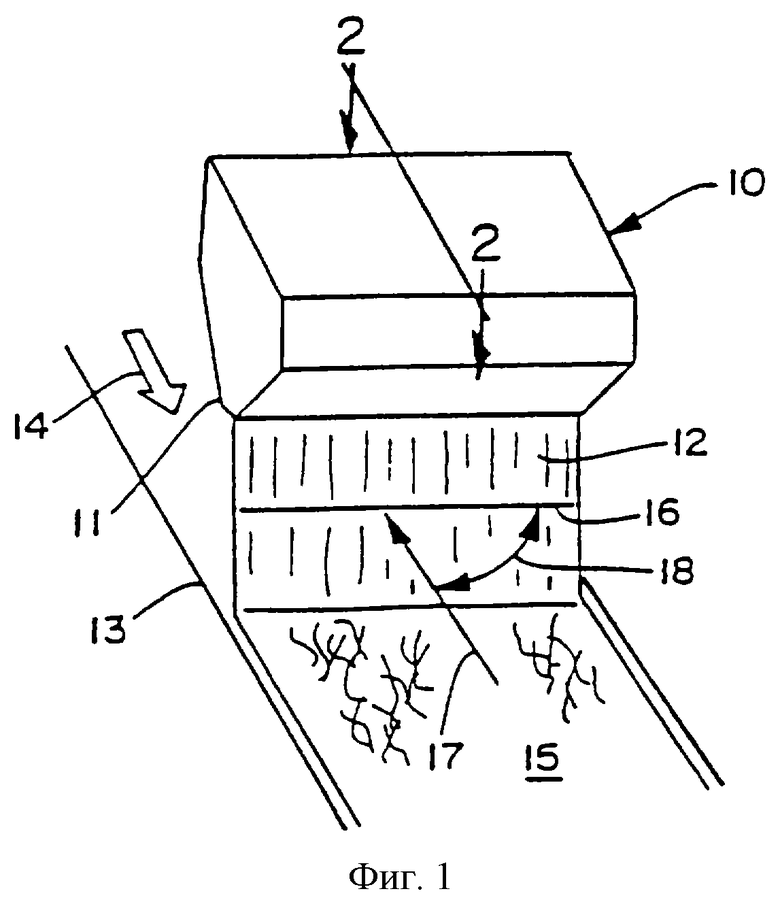
| Турбохолодильник | 1975 |
|
SU547604A1 |
| US 5582786 B1 10.12.1996 | |||
| Функциональный преобразователь кода в частоту | 1976 |
|
SU656077A1 |
| УСТРОЙСТВО для ПАРАЛЛЕЛЬНОГО СУММИРОВАНИЯДВУХ ЧИСЕЛ | 0 |
|
SU268498A1 |
| АБСОРБИРУЮЩАЯ ПОРИСТАЯ ПОЛИМЕРНАЯ МАКРОСТРУКТУРА, АБСОРБЕНТ И СПОСОБ ПОЛУЧЕНИЯ АБСОРБИРУЮЩЕЙ ПОРИСТОЙ ПОЛИМЕРНОЙ МАКРОСТРУКТУРЫ | 1992 |
|
RU2099093C1 |
| КАРБОКСИМЕТИЛЦЕЛЛЮЛОЗНОЕ ВОЛОКНО, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ВЛАГОПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ ЛИЧНОГО ПОЛЬЗОВАНИЯ | 1992 |
|
RU2107118C1 |

