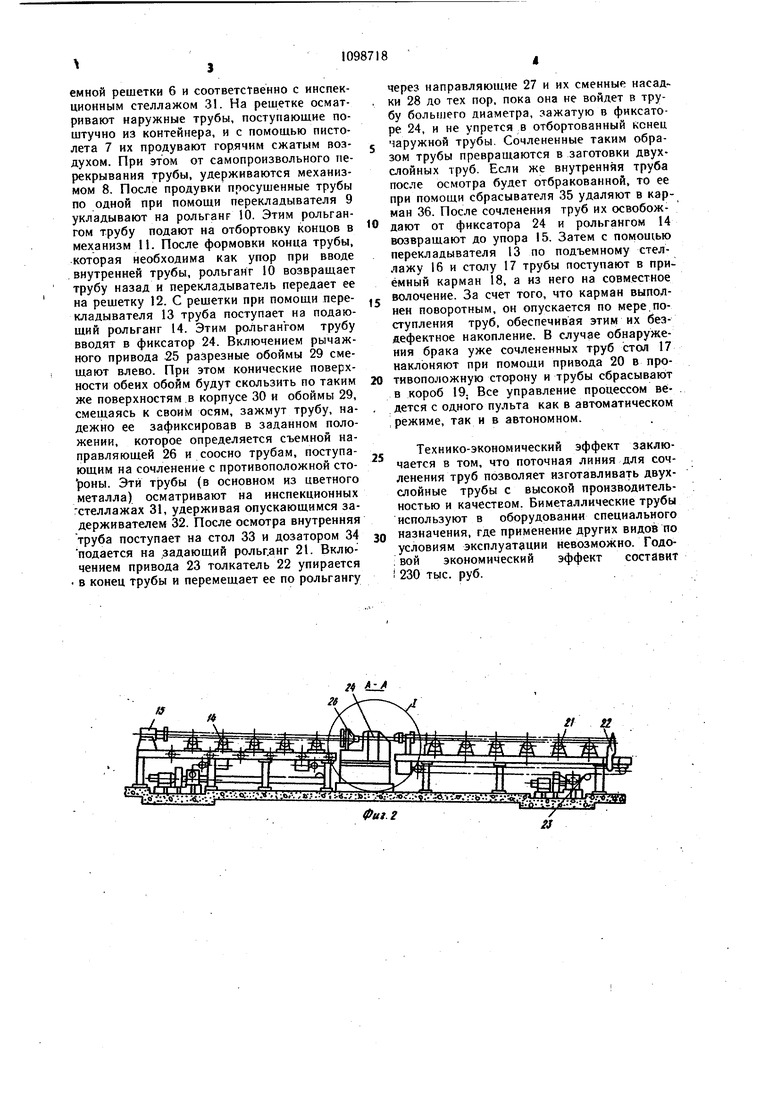
Изобретение относится к металлургической промышленности и может быть использовано при сочленении заготовок, получаемых, например, на станах косой прокатки, в процессе изготовления двухслойных труб. Известна поточная линия для производ ства заготовок двухслойных труб, содержа1дая установленные по ходу технологического процесса распределительные столы, подающие и приемные рольганги наружной и внутренней труб {.. Однако при этом нельзя комплексно механизировать процесс и не обеспечивается качественное сочленение различных по диаметру-труб. Это объясняется тем, что в прототипе не предусмотрена возможность отбортовки концов наружной трубы, не обеспечивается соосность сочленяемых труб при изменении их сортамента, нет фиксирования наружной трубы в процессе ввода в нее второй трубы, отсутствует бездефектная разгрузка и поточная подача изделий в процессе технологической обработки. Цель изобретения - повышение качества соединения труб путем обеспечения их соосности. Поставленная цель достигается тем, что поточная линия для производства заготовок двухслойных труб, содержащая расположенные по ходу технологического процесса распределительные столы, подающие и приемные рольганги наружной и внутренней труб, снабжена фиксатором труб со съемными на правляющими и приводом его перемещения в направлении, перпендикулярном направлению перемещения труб, при этом подающие рольганги наружной и внутренней труб расположены соосно и симметрично фиксатору, толкателем с приводом его возвратнопоступательного перемещения, подающий рольганг внутренней трубы выполнен из двух рядов роликов, размещенных симмет;рично один другому с зазором относитепьно оси рольганга, а толкатель установлен по оси рольганга в упомянутом зазоре. На фиг. I показана поточная линия, план; на фиг. 2 - разрез А-А на фиг. 1 (по оси обоих рольгангов); на фиг. 3 - разрез Б-Б на фиг. 1 (по поперечной оси в зоне перемещения наружной трубы); на фиг. 4 - разрез В-В на фиг. 1 {по поперечной оси в зоне перемещения внутренней трубы); на фиг. 5 - узел I на фиг. 2; на фиг. б - разрез на фиг. 5 (по фиксатору); на фиг. 7 - разрез Д-Д на фиг. 5 (по фиксатору); на фиг. 8 - пооперационная схема прохождения труб, включая их сочленение. Поточная линия для сочленения труб состоит из многоярусных контейнеров I для .труб разных диаметров, установленных на подъемных столах 2. Подъемные столы представляют собой платформу с катками 3, установленными в направляющих рамах 4 и соединенными с приводом 5. Контейнеры предназначены для бездефектного хранения труб больщего (наружного) диаметра, а аналогичные по конструкции контейнеры - для бездефектного хранения труб меньщего диаметра (внутренних). В зоне подъемного стола для наружных труб, установлена наклонная приемная рещетка 6, а сбоку от нее продувочный пистолет 7. На рещетке для удержания труб имеется мехаиизм 8. Здесь же расположен приводной перекладыватель 9 для труб (на рольганг) и рольганг 10. В торце рольганга установлен механизм 11 для отбортовки труб (формовки конца трубы). За рольгангом установлена решетка 12 и второй перекладыватель 13 подающего рольганга 14, а также упор 15. За перекладывателем установлен подъемный стеллаж 16 и стол 17 готовых изделий, выполненный совмещенным с бездефектном приемным карманом 18 и коробом 19 для бракованных труб. Стол имеет привод 20 для его наклона, а приемный карман представляет собой поворачивающийся вокруг горизонтальной оси стеллаж, опускающийся по мере накопления в нем труб. Соосно с подающим рольгангом 14 для наружных труб установлен подающий рольганг 21 для внутренних труб. Этот рольганг выполнен с разделенными по его оси роликами, вдоль которой закреплен толкатель 22 с приводом 23, а между обоими рольгангами установлены фиксатор 24 с рычажным приводом 25 и съемные направляющие 26 для труб болыиего диаметра и направляющие 27 для труб меньщего диаметра со сменными насадками 28. Фиксатор выполнен в виде двух разрезных обойм 29, наружные поверхности которых имеют форму конуса и установлены в корпусе 30 своей конической частью. Все поверхности элементов, соприкасающиеся с трубами, обоймы, направляющие, сменные детали, покрыты эластичными, материалами, предохраняющими трубы от повреждения. Причем вертикальные участки покрытия фиксатора имеют удлиненные плоские поверхности для возможности фиксирования труб разных диаметров без замены вставных элементов. За подъемными столами труб меньшего диаметра установлен инспекционный стеллаж 31, задерживатель 32, стол 33, дозатор 34. С противоположной стороны рольганга 21 установлен сбрасыватель 35 и карман 36 для бракованных труб. Работает поточная линия для сочленения труб следующим образом. Контейнеры 1 с трубами больщего и меньщего (внутренние) диаметров устанавливают соответственно на подъемных столах 2. С помощью привода 5 на катках 3, перемещающихся по направляющим 4, уровень верхней полки многоярусного контейнера с трубами совмещают с уровнем приемной решетки 6 и соответственно с инспекционным стеллажом 31. На решетке осматривают наружные трубы, поступающие поштучно из контейнера, и с помощью пистолета 7 их продувают горячим сжатым воздухом При этом от самопроизвольного перекрывания трубы, удерживаются механизмом 8. После продувки просущенные трубь по одной при помощи перекладывателя У укладывают на рольганг 10. Этим рольгангом трубу подают на отбортовку концов в механизм И. После формовки конца трубы, .которая необходима как упор при вводе внутренней трубы, рольганг 10 возвращает трубу назад и перекладыватель передает ее на рещетку 12. С решетки при помощи перекладывателя 13 труба поступает на подающий рольганг 14. Этим рольгангом трубу вводят в фиксатор 24. Включением рычажного привода 25 разрезные обоймы 29 смещают влево. При этом конические поверхности обеих обойм будут скользить по таким же поверхностям в корпусе 30 и обоймы 29, смещаясь к своим осям, зажмут трубу, надежно ее зафиксировав в заданном положении, которое определяется съемной направляющей 26 и соосно трубам, поступающим на сочленение с противоположной стоЪоны. Эти трубы (в основном из цветного металла) осматривают на инспекционных -стеллажах 31, удерживая опускающимся за держивателем 32. После осмотра внутренняя труба поступает на стол 33 и дозатором 34 подается на задающий рольг.анг 21. Включением привода 23 толкатель 22 упирается . в конец трубы и перемещает ее по рольгангу ерез направляющие 27 и их сменные насади 28 до тех пор, пока она не войдет в труу большего диаметра, зажатую в ф иксатое 24 и не упрется в отбортованный конец наружной трубы. Сочлененные таким образом трубы превращаются в заготовки двухслойных труб. Если же внутренняя труба поспе осмотра будет отбракованной, то ее при помощи сбрасывателя 35 удаляют в кар-, ман 36. После сочленения труб их освобождают от фиксатора 24 и рольгангом 14 возвращают до упора 15. Затем с помощью перекладывателя 13 по подъемному стел1ажу 16 и столу 17 трубы поступают в приемнь,й карман 18, а из него на совместное волочение. За счет того, что карман выполиен поворотным, он опускается по мере поступления труб, обеспечивая этим их бездефектное накопление. В случае обнаруже ния брака уже сочлененных труб.стол 17 наклоняют при помощи привода 20 в противоположную сторону и трубы сбрасывают в короб 19. Все управление процессом ведется с одного пульта как в автоматическом режиме, так и в автономном. Технико-экономический эффект заключается в том, что поточная линия для сочленения труб позволяет изготавливать двухслойные трубы с высокой производитель ностью и качеством. Биметаллические трубы используют в оборудовании специального назначения, где применение оло условиям эксплуатации невозможно Годо;вой экономический эффект составит I 230 тыс. руб.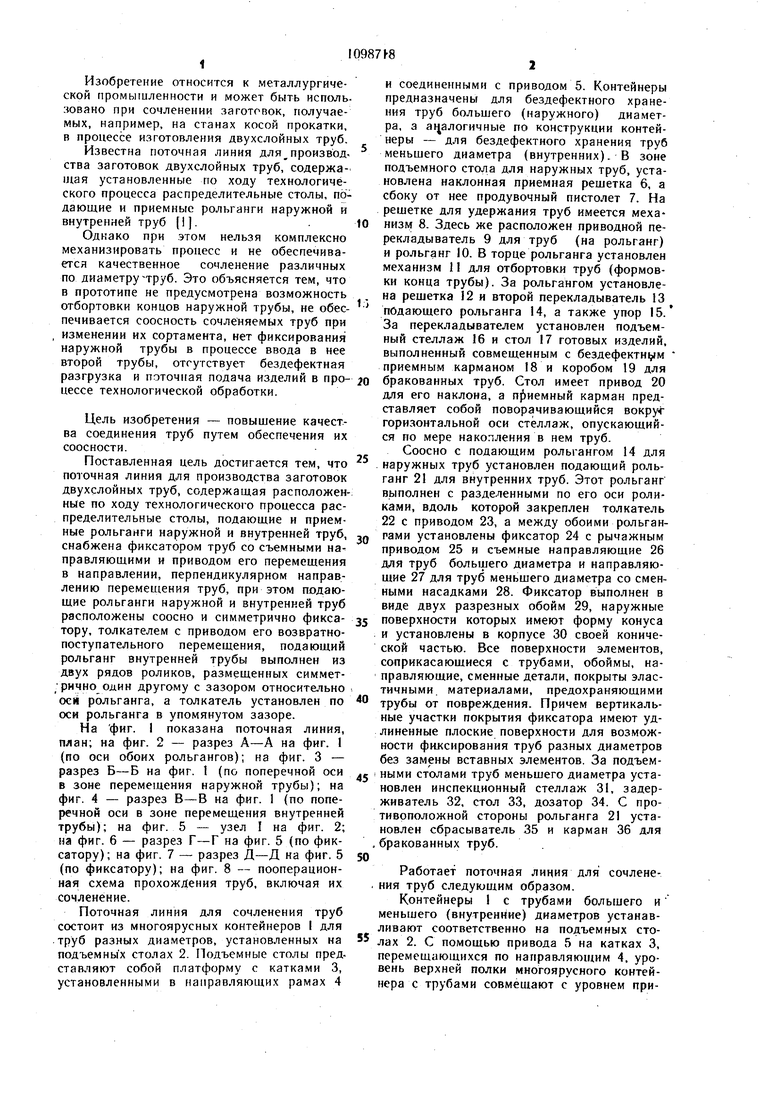
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ КОНТРОЛЯ КАЧЕСТВА ТРУБ | 1997 |
|
RU2147261C1 |
| Установка для производства труб гидростатическим прессованием | 1989 |
|
SU1726083A1 |
| Автоматическая поточная линия для изготовления штампованных изделий | 1978 |
|
SU779021A1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТРУБЫ | 2003 |
|
RU2258173C2 |
| Поточная линия производства холоднодеформируемых труб | 1981 |
|
SU992602A1 |
| Механизированная поточная линия для изготовления кольцевых изделий | 1986 |
|
SU1338943A1 |
| МОБИЛЬНАЯ БАЗА ПО РЕМОНТУ ТРУБ, ЕЕ ПОТОЧНАЯ ЛИНИЯ И СТЕНД ПОДГОТОВКИ КРОМОК ТОРЦОВ ТРУБ | 2015 |
|
RU2602941C2 |
| ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЛИННОМЕРНЫЕ ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1992 |
|
RU2048602C1 |
| Устройство для поперечной передачи труб | 1982 |
|
SU1091959A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических изделий | 1990 |
|
SU1801717A1 |

ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДВУХСЛОЙНЫХ ТРУБ, содержащая расположенные по ходу технологического процесса распределительные столы, подающие и приемные рольганги наружной и внутренней труб, отличающаяся тем, что с целью повыщения качества соединения труб путем обеспечения их соосности, она снабжена фиксатором труб со съемными направляющими и приводом его перемещения в направлении, перпендикулярном направлению перемещения труб, при этом подающие рольганги наружной и внутренней труб расположены соосно и симметрично фиксатору, толкателем с приводом его возвратно-поступательного перемещения, подающий ролЪганг внутренней трубы выполнен из двух рядов роликов, размещенных симметрично один § другому с зазором относительно оси рольганга, а толкатель установлен по оси роль(Л ганга в упомянутом зазоре. со СХ) | СХ
М1,ЭД)А А- I )j .
Цу.члЧо:.. ffl. ( ...-/ .:.t,,::ь..
-.. тI.-- т .I .ia-.
Фиг 2
/4 h
7
//2.
s
f f 7ТГГГ:777-ГГГ-7
.4-A Xji V lit ,S ц j .1 . j я
Фаг. 8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Осадья Я | |||
| Е | |||
| и др | |||
| Современные трубные цехи | |||
| М., «Металлургия, 1977, с | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
