I114337
: Изобретение относится к станко- I строению, в частности к приспособле- :ниям для установки цилиндрических деталей типа труб, валов с характерным . признаком на торцовой поверхности детали.
Целью изобретения является автома- :тизация установки и обработки деталей I типа труб, валов.Ю
На фиг. 1 изображен продольный вид устройства; на фиг. 2 - вид по стрелке А на фиг. 1.
Устройство содержит деталь 1 типа трубы с характерной впадиной на тор- 15 цовой пове рхности, вращающийся зажим 2 с приводом 3 вращения к нему, редуктором 4 и цилиндром 5, суппорт 6, подпружиненный пружинами 7, привод 8 суппорта, автоматическую делительную головку 9 с приводом 10, привод 11
20
зажима, базирующий выступ 12, конечный выключатель 13, опорную плиту 14. Вращающаяся зажимная опора 2 вьтолне- на в виде цангового зажима, смонтиро- 25 ванного во внутреннем кольце подшипника, наружное кольцо которого неподвижно закреплено в опоре, расположенной на суппорте 6. Привод 3 закреплен на суппорте 6 и передает вращение че- 30 ется рабочее давление рез редуктор 4 вращающейся зажимной опоре. Цшшндр 5 установлен на суппорте 6 и через коромысло воздействует на опору. Одно плечо коромысла
Цикл обработки заканчивается, робот-манипулятор захватывает деталь 1, происходит разжим зажимов 11 и 2, деталь вынимается из устройства, привод 8 перемещает салазки в крайнее левое положение.
Для обеспечения большей жесткости после зажима .детали 1 зажимом 11 в левую полость привода суппорта подаФормула изобретения
Устройство дпя зажима цилиндрисоединено с штоком цилиндра 5, второе 35 деталей, на основании которо40
плечо вьшолнено в виде вилообразного элемента, которое взаимодействует с вращающимся зажимом 2.
Устройство работает следующим образом.
После включения станка привод 8 перемещает суппорт 6 в крайнее левое положение, цилиндр 5 разжимает вращающийся зажим 2. Происходит загрузка . роботом-манипулятором, зажим 2 фиксирует деталь 1, включается привод 3
го расположены делительная головка с приводом и зажимом, а также зажимная опора, отличающееся тем, что, с целью автоматизации установки деталей, устройство снабжено подпружиненным суппортом, установленным с возможностью перемещения вдоль продольной оси устройства, и конечным выключателем, расположенным на делительной головке, при этом зажимная опора установлена на суппорте с возможностью вращения.
ется рабочее давление
вращения, передакяций вращение через редуктор 4 на зажим 2, рабочее давление в приводе суппорта отключается. Пружинами 7 салазки отжимаются в правое положение до упора детали 1 в базирующий выступ 12. После того, как деталь вставлена в-зажим опоры, другим концом она лежит на цанговом зажиме делительной головки 9.
Деталь 1 вращается до совпадения паза на ее торце с базирующим выступом 12, деталь торцом воздействует на конечньш выключатель 13, отключающий привод 3 вращения. Включается зажим 1 и начинается цикл обработки посредством делительной головки 9 и ее привода 10, деталь поворачивается на необходимый угол необходимое количество раз.
Цикл обработки заканчивается, робот-манипулятор захватывает деталь 1, происходит разжим зажимов 11 и 2, деталь вынимается из устройства, привод 8 перемещает салазки в крайнее левое положение.
Для обеспечения большей жесткости после зажима .детали 1 зажимом 11 в левую полость привода суппорта подается рабочее давление
Формула изобретения
я рабочее давление
Устройство дпя зажима цилиндри деталей, на основании которо
го расположены делительная головка с приводом и зажимом, а также зажимная опора, отличающееся тем, что, с целью автоматизации установки деталей, устройство снабжено подпружиненным суппортом, установленным с возможностью перемещения вдоль продольной оси устройства, и конечным выключателем, расположенным на делительной головке, при этом зажимная опора установлена на суппорте с возможностью вращения.
; Iff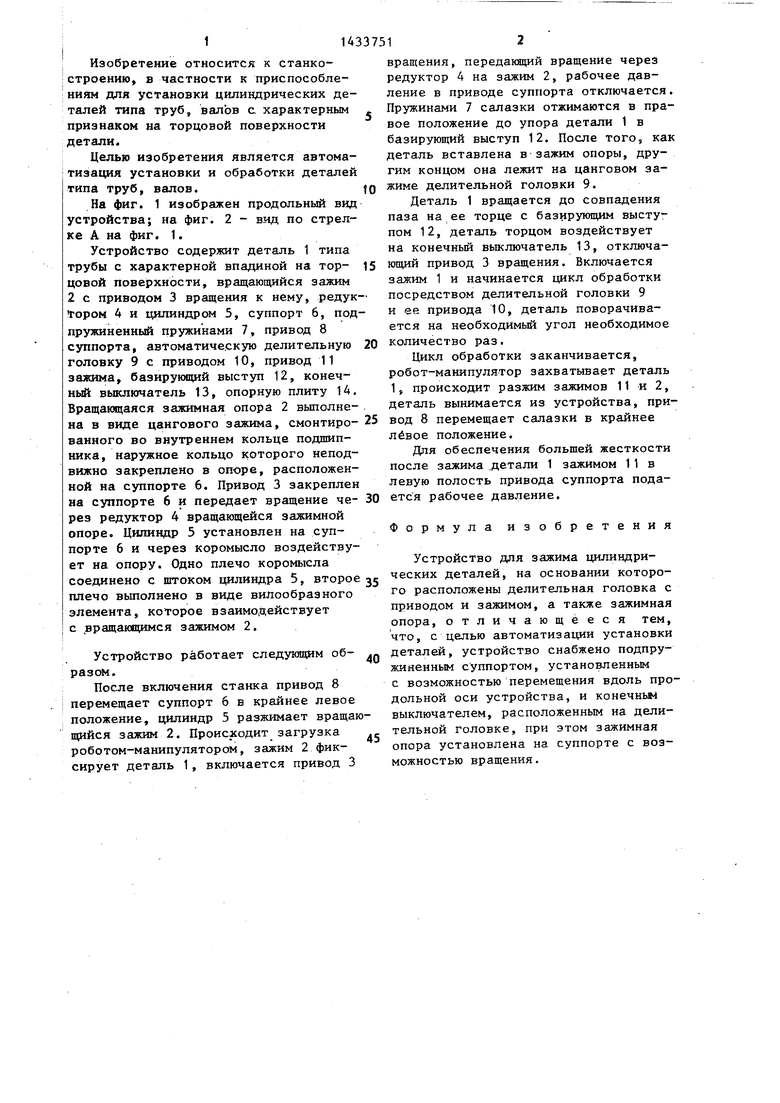
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок | 1988 |
|
SU1634367A1 |
| Рука манипулятора | 1985 |
|
SU1311929A1 |
| Зажимное устройство для токарного станка | 1983 |
|
SU1127696A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Станок для обработки конических сопрягаемых поверхностей | 1988 |
|
SU1650374A1 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| Суппорт токарного станка для обработки глубоких кольцевых канавок | 1983 |
|
SU1255042A3 |
| Устройство для стыковки сменного инструмента манипулятора | 1984 |
|
SU1288047A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Станок для обработки деталей | 1984 |
|
SU1288029A1 |
Изобретение относится к станкостроению, в частности к приспособлениям для установки цилиндрических деталей типа труб, валов с характерным признаком на торцовой поверхности детали. Целью изобретения является автоматизация установки и обработки деталей типа труб, валов. Устройство содержит вращающийся зажим с приводом 3, редуктором 4, цилиндром разжатия 5, суппорт, подпружиненный пружинами и приводом 8, автоматическую м делительную головку с приводом 10, привод зажима 11, базирующий хступ 12, конечный выключатель, опорную плиту. При включении станка привод 8 перемещает суппорт в крайнее левое положение, цилиндр 5 разжимает зажим, выполненный в виде цангового зажима. Происходит загрузка детали роботом- манипулятором. Зажим фиксирует деталь включается привод вращения 3, рабочее давление в приводе 8 отключается. Пружинами салазки отжимаются в правое положение до упора детали в базирующий выступ 12. Деталь вращается до совпадения паза на ее торце с базирующим выступом 12, при этом деталь торцом воздействует на конечный выключатель. Привод вращения 3 отключается, включается зажим 11, начинается цикл обработки. Но окончании обработки робот-манипулятор вынимает деталь из устройства, происходит разжим зажимов, привод 8 перемещает салазки .в крайнее левое положение. 2 ил Л вид/i iO 4 00 О9 1 сд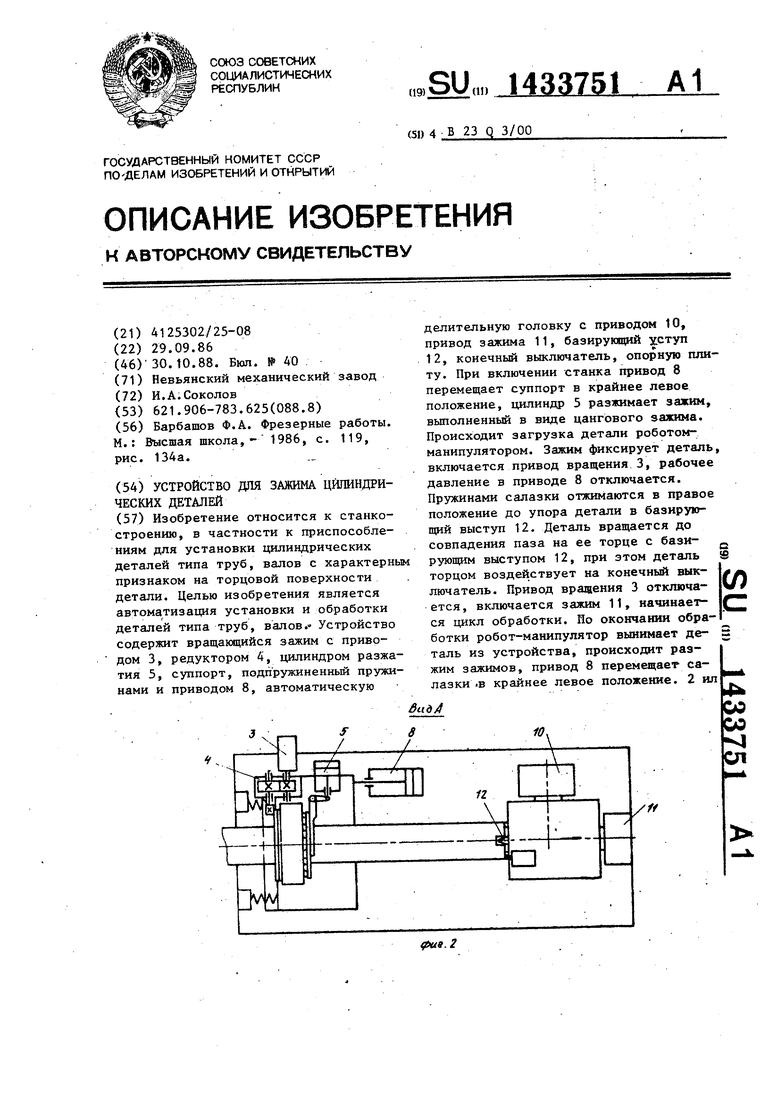
ipuf. f
/у
| Барбашов Ф.А | |||
| Фрезерные работы | |||
| М.: Высшая школа,- 1986, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
