Изобретение относится к устройствам нанесения покрытий в вакууме и может найти применение для получения металлических покрытий на внутренних поверхностях трубчатых изделий диаметром от 12 мм.
Известны способы и устройства нанесения покрытий на внутреннюю поверхность трубчатых изделий в вакууме термическим испарением материала покрытия, например патент РФ 2042739, патент РФ 2024646.
Недостатком этих способов и устройств является достаточно низкая адгезия получаемых покрытий к подложке.
Известен вакуумно-дуговой источник плазмы, содержащий протяженный катод и протяженную магнитную систему, дугогасящий экран, поджигающий электрод и анод, отличающийся тем, что протяженная магнитная система выполнена таким образом, что составляющие вектора магнитной индукции по длине рабочей зоны лежат в плоскости, перпендикулярной оси (Патент РФ 2072642).
Недостатком известного источника является сложность конструкции, не позволяющая наносить покрытия на внутренние поверхности трубчатых изделий со сплошными стенками.
Наиболее близким техническим решением является вакуумный источник протяженной конструкции импульсного действия, содержащий протяженный катод, анод, дугогасящий экран и поджигающий электрод (см. Н.З.Ветров, А.А.Лисенков. Вакуумно-дуговые источники плазмы протяженной конструкции. Материалы 4-й Международной конференции "Вакуумные технологии и оборудование", ХФТИ. - Харьков, 2001, с. 339-342).
В протяженном цилиндрическом испарителе импульсного действия на движение катодного пятна оказывает влияние магнитное поле токового канала в плазме и тока, протекающего по катоду. Силовые линии магнитных полей, создаваемые этими токами, в этом случае направлены тангенциально поверхности катода. Катодные пятна перемещаются от поджигающего электрода в сторону токового ввода, имея составляющие как продольного перемещения вдоль катода, так и азимутальную составляющую. Таким образом, катодное пятно, совершая вращательное движение вокруг цилиндрического катода, смещается в сторону токового ввода. Достигнув дугогасящего экрана, катодные пятна попадают в зазор между катодом и экраном, что и приводит к погасанию разряда. Время жизни катодных пятен на рабочей поверхности катода определяется временем их перемещения к дугогасящему экрану и зависит от величины разрядного тока.
Недостатками указанного устройства являются возникающие привязки дуги вблизи дугогасящего экрана и возникающие вследствие этого неравномерность выработки катода и утолщение покрытия изделия вблизи экрана.
Цель изобретения - упрощение конструкции для нанесения покрытий с высокой адгезией на внутреннюю поверхность трубчатых изделий со сплошными стенками.
Поставленная цель достигается тем, что в вакуумно-дуговом источнике плазмы, содержащем протяженный цилиндрический катод, подсоединенный одним концом к отрицательному полюсу источника питания дуги, поджигающий электрод, расположенный с другого конца катода, анод и устройство гашения дуги, устройство гашения дуги выполнено в виде реле времени, включенного размыкающей контактной парой в цепь питания дуги, а анод выполнен в виде хомута конической формы, охватывающего покрываемое трубчатое изделие и электрически соединенного с ним и размещенного со стороны катодного токоподвода, причем обмотка реле времени включена между катодным токоподводом и поджигающим электродом.
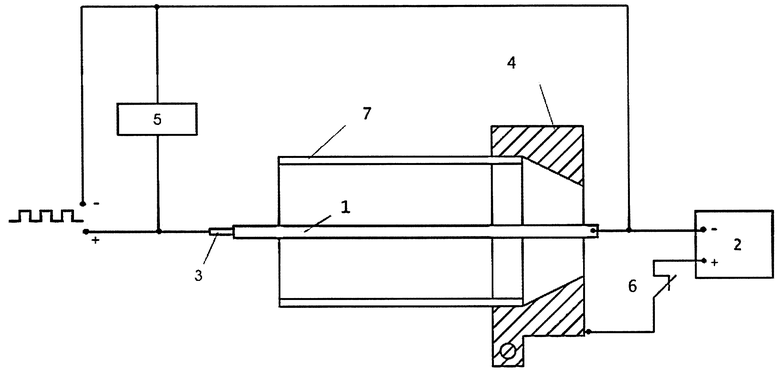
На чертеже представлена принципиальная схема, поясняющая работу устройства.
Вакуумно-дуговой источник плазмы для обработки трубчатых изделий, содержащий протяженный цилиндрический катод 1, подсоединенный одним концом к отрицательному полюсу источника 2 питания дуги, поджигающий электрод 3, расположенный с другого конца катода 1, анод 4 и устройство гашения дуги выполнено в виде реле времени 5, включенного размыкающей контактной парой 6 в цепь питания дуги, а анод 4 выполнен в виде хомута конической формы, охватывающего покрываемое трубчатое изделие 7 и электрически соединенного с ним и размещенного со стороны катодного токоподвода, причем обмотка реле времени 5 включена между катодным токоподводом и поджигающим электродом 3.
Предлагаемое устройство отличается от известного тем, что гашение дуги выполняется сигналом реле времени 5, отключающим источник питания дуги, что исключает появление выработки на катоде 1; неоднородность толщины покрытия, вызванная переходным процессом около ближнего к катодному токоподводу торца детали, исключается использованием анода в виде хомута конической формы. Дуга вытягивается, таким образом, в область с меньшим электрическим сопротивлением - к торцу анода 4, где и происходит ее гашение реле.
Принцип действия устройства следующий:
Между катодом 1 и анодом 4 устройства создается электрическое поле от источника 2 питания дуги. Затем подается поджигающий импульс, который инициирует электродуговой разряд между катодом 1 и анодом 4. При этом фронтом поджигающего импульса запускается реле времени 5. Катодные пятна перемещаются по поверхности протяженного катода 1 от поджигающего электрода 3 в сторону катодного токоподвода, имея составляющие как продольного перемещения вдоль катода, так и азимутальную составляющую. Таким образом, катодное пятно, совершая вращательное движение вокруг цилиндрического катода, смещается в сторону токоподвода, достигая анода за время Т. Реле времени 5, включенное своими контактами в цепь питания дуги, через время Т размыкает цепь питания дуги, что приводит к погасанию дуги. Время срабатывания реле Т выбирается равным среднему времени прохождения катодного пятна до торца анода с меньшим внутренним диаметром. После погасания дуги подается следующий поджигающий импульс, причем следующий поджигающий импульс может быть подан через время не менее Т. Количество необходимых циклов для получения покрытия определяется экспериментально, исходя из необходимой толщины покрытия, материала катода и величины дугового тока.
Применение предлагаемого источника с достижением положительного эффекта экспериментально проверено в процессе нанесения вакуумного покрытия на следующих изделиях:
- втулки внутренним диаметром 12 мм длиной 60 мм из стали 12Х18Н10Т с покрытием титана, с покрытием никеля, с покрытием меди на внутренней поверхности - толщина 10 мкм;
- втулки внутренним диаметром 60 мм длиной 120 мм из стали 12Х18Н10Т с покрытием титана на внутренней поверхности - толщина 5 мкм;
- втулки внутренним диаметром 88 мм длиной 170 мм из стали 08Х18Н10Т с покрытием никеля и с покрытием титана на внутренней поверхности - толщина 5 мкм;
- втулки внутренним диаметром 12 мм длиной 60 мм из циркония с покрытием никеля на внутренней поверхности - толщина 10 мкм;
- втулки внутренним диаметром 80 мм длиной 170 мм из циркония с покрытием никеля и с покрытием титана на внутренней поверхности - толщина 5 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ СЛОЖНОЙ ГЕОМЕТРИИ | 2005 |
|
RU2288969C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2510428C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1996 |
|
RU2098512C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1994 |
|
RU2072642C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2000 |
|
RU2180472C2 |
| ВАКУУМНО-ДУГОВОЕ УСТРОЙСТВО | 2010 |
|
RU2449513C1 |
| ВАКУУМНОЕ ДУГОВОЕ УСТРОЙСТВО | 2001 |
|
RU2207399C2 |
| Электродуговой испаритель металлов и сплавов | 1980 |
|
SU901358A1 |
| ИСТОЧНИК МЕТАЛЛИЧЕСКОЙ ПЛАЗМЫ (ВАРИАНТЫ) | 2015 |
|
RU2601725C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2009 |
|
RU2382118C1 |
Изобретение относится к устройствам нанесения покрытий в вакууме и может найти применение для получения металлических покрытий на внутренних поверхностях трубчатых изделий диаметром от 12 мм. Протяженный катод подсоединен одним концом к отрицательному полюсу источника питания дуги. Поджигающий электрод расположен с другого конца катода. Устройство гашения дуги выполнено в виде реле времени, включенного размыкающей контактной парой в цепь питания дуги. Анод выполнен в виде хомута конической формы, охватывающего покрываемое трубчатое изделие и электрически соединенного с ним и размещенного со стороны катодного токоподвода. Обмотка реле времени включена между катодным токоподводом и поджигающим электродом. Такое выполнение позволяет упростить конструкцию для нанесения покрытий с высокой адгезией на внутреннюю поверхность трубчатых изделий со сплошными стенками. 1 ил.
Вакуумно-дуговой источник плазмы для обработки трубчатых изделий, содержащий протяженный цилиндрический катод, подсоединенный одним концом через токоподвод к отрицательному полюсу источника питания дуги, поджигающий электрод, расположенный с другого конца катода, анод и устройство гашения дуги, отличающийся тем, что устройство гашения дуги выполнено в виде реле времени с обмоткой, включенного размыкающей контактной парой в цепь питания дуги, а анод выполнен в виде хомута конической формы, охватывающего покрываемое трубчатое изделие и электрически соединенного с реле времени и размещенного со стороны катодного токоподвода, причем обмотка реле времени включена между катодным токоподводом и поджигающим электродом.
| ВЕТРОВ Н.З | |||
| и др | |||
| Вакуумно-дуговые источники плазмы протяженной конструкции | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| конференции "Вакуумные технологии и оборудование", ХФТИ | |||
| - Харьков, 2001, с.339-342 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1978 |
|
SU805658A1 |
| УСТРОЙСТВО ДЛЯ КАТОДНОГО РАСПЫЛЕНИЯ | 0 |
|
SU396451A1 |
| SU 613601 A1, 30.10.1992 | |||
| УСТРОЙСТВО ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОСТОЯННОГО ТОКА | 1996 |
|
RU2096147C1 |
| ЭЛЕКТРИЧЕСКАЯ СХЕМА СВАРОЧНОГО АГРЕГАТА | 1994 |
|
RU2090324C1 |
| МАШИНА ДЛЯ ПРИВАРКИ СТЕРЖНЯ К ПЛАСТИНЕ | 1991 |
|
RU2030978C1 |
| US 378341, 03.06.1995 | |||
| US 5061360, 29.10.1991 | |||
| US 5865969, 02.02.1999. | |||
