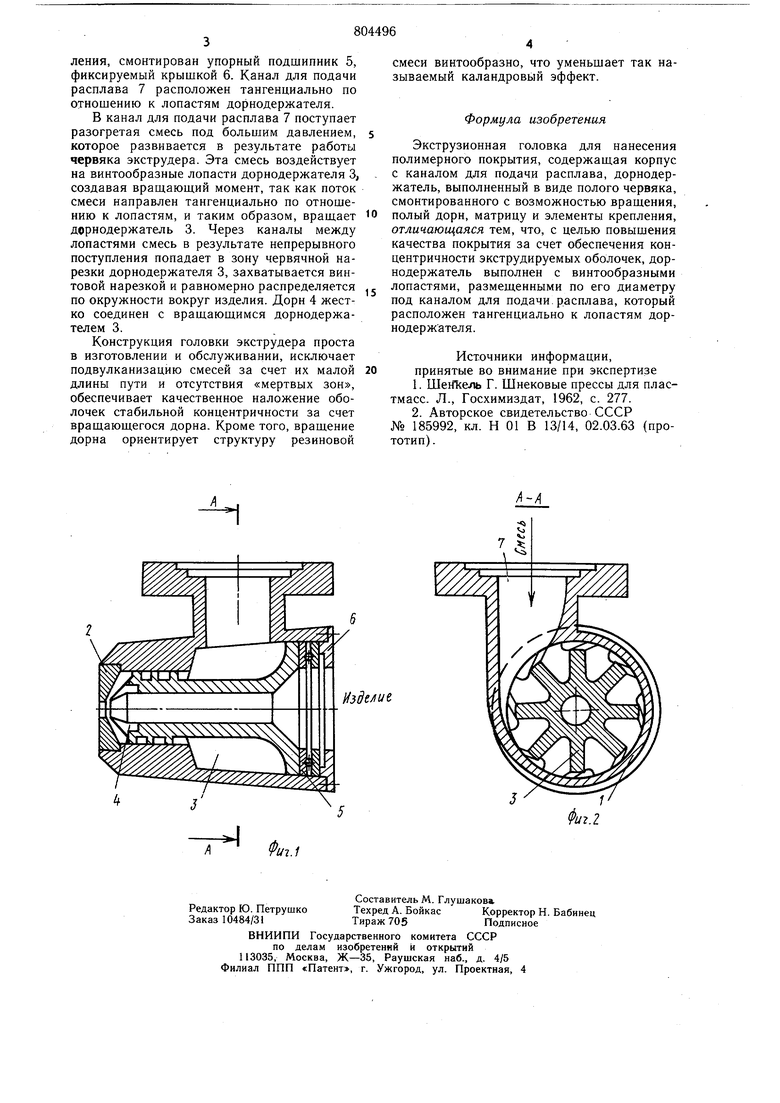
Изобретение относится к оборудованию для переработки резин, термопластичных смесей экструзией, в частности к головкам экструдеров для наложения покрытий на кабели и провода, и может быть использовано в кабельной и резинотехнической промышленности. Известна экструзионная головка для нанесения полимерного покрытия, содержащая корпус, дорнодержатель, дорн, матрицу и элементы крепления 1. Недостатком этой головки является низкое качество полимерного покрытия из-за наличия застойных зон. Известна также экструзионная головка для нанесения полимерного покрытия, содержащая корпус с каналом для подачи расплава, дорнодержатель, выполненный в виде полого червяка, смонтированного с возможностью вращения, полый дорн, матрицу и элементы крепленияГ 7. Недостатком этой головки является невысокое качество покрытия, нестабильность концентричности экструдируемых оболочек, сложность конструкции. Цель изобретения - повышение качества покрытия за счет обеспечения концентричности экструдируемых оболочек. Поставленная цель достигается тем, что в экструзионной головке для нанесения полимерного покрытия, содержащей корпус с каналом для подачи расплава, дорнодержатель, выполненный в виде полого червяка, смонтированного с возможностью вращения, полый дорн, матрицу и элеме11ты крепления, дорнодержатель выполнен с винтообразными лопастями, размещенными по его диаметру под каналом для подачи расплава, который расположен тангенциально к лопастям дорнодержателя. На фиг. 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А с условным изображением винтообразных лопастей. В корпусе 1 размещена матрица 2 и дорнодержатель 3, выполненный в виде полого червяка, на конце которого закреплен полый дорн 4, а противоположный конец дорнодержателя 3 оканчивается винтообразными лопастями, расположенными равномерно по окружности. Со стороны лопастей дорнодержателя установлены элементы крепления, смонтирован упорный подшипник 5, фиксируемый крышкой 6. Канал для подачи расплава 7 расположен тангенциально по отношению к лопастям дорнодержателя. В канал для подачи расплава 7 поступает разогретая смесь под большим давлением, которое развивается в результате работы червяка экструдера. Эта смесь воздействует на винтообразные лопасти дорнодержателя 3, создавая врашаюший момент, так как поток смеси направлен тангенциально по отношению к лопастям, и таким образом, врашает дорнодержатель 3. Через каналы между лопастями смесь в результате непрерывного поступления попадает в зону червячной нарезки дорнодержателя 3, захватывается винтовой нарезкой и равномерно распределяется по окружности вокруг изделия. Дорн 4 жестко соединен с врашаюшимся дорнодержателем 3. Конструкция головки экструдера проста в изготовлении и обслуживании, исключает подвулканизацию смесей за счет их малой длины пути и отсутствия «мертвых зон, обеспечивает качественное наложение оболочек стабильной концентричности за счет врашаюшегося дорна. Кроме того, врашение дорна ориентирует структуру резиновой смеси винтообразно, что уменьшает так называемый каландровый эффект. Формула изобретения Экструзионная головка для нанесения полимерного покрытия, содержашая корпус с каналом для подачи расплава, дорнодержатель, выполненный в виде полого червяка, смонтированного с возможностью врашения, полый дорн, матрицу и элементы крепления, отличающаяся тем, что, с целью повышения качества покрытия за счет обеспечения концентричности экструдируемых оболочек, дорнодержатель выполнен с винтообразными лопастями, размещенными по его диаметру под каналом для подачи, расплава, который расположен тангенциально к лопастям дорнодержателя. Источники информации, принятые во внимание при экспертизе 1.ШенТсель Г. Шнековые прессы для пластмасс. Л., Госхимиздат, 1962, с. 277. 2.Авторское свидетельство СССР № 185992, кл. Н 01 В 13/14, 02.03.63 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| Экструзионная головка для наложения полимерных оболочек на кабельные изделия | 1986 |
|
SU1403104A1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| Экструзионная головка | 1984 |
|
SU1319084A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
зде/iue
