Изобретение относится к области машиностроения и металлургии и может быть использовано в метизной отрасли при изготовлении пружинных изделий типа железнодорожных прутковых клемм.
Известен способ изготовления пружинных изделий, включающий выплавку стали с содержанием углерода 0,52...0,60%, кремния 1,5...2,0%, марганца 0,6...0,9%, прокатку, подготовку поверхности, калибровку, термическую обработку в виде патентирования, формовку изделий и их термическую обработку (Рахштадт А.Г. Пружинные стали и сплавы. - М.: Металлургия, 1982, с. 41).
Однако известный способ не обеспечивает возможности изготовления сложных по форме пружинных изделий из прутков толстого диаметра, например 13 мм для железнодорожных прутковых клемм, имеющих петлю, при гибке которой относительный радиус гибки, представляющий отношение радиуса закругления кромки гибочного штампа к радиусу заготовки, составляет 1,85 по причине высокой прочности и жесткости материала, предварительно термически обработанного методом патентирования. Временное сопротивление разрыву стали, содержащей 0,5% С, после патентирования составляет σв=135С+30, где С - содержание углерода в стали, т.е. находится на уровне 1000 МПа.
Известен способ изготовления пружинных изделий из кремнистой стали, включающий выплавку стали марок 50С2-60С2, прокатку, термическую обработку, подготовку поверхности, резцовую обработку, формовку изделий и их термическую обработку (Жадан В.Т., Осадчий А.Н., Стеценко Н.В. Отделка и термическая обработка сортового проката. - М.: Металлургия, 1978, с. 28).
Однако и этот известный способ не обеспечивает возможности изготовления сложных по форме изделий, например железнодорожных прутковых пружинных клемм, имеющих петлю, при гибке которой относительный радиус гибки, представляющий отношение радиуса закругления кромки гибочного штампа к радиусу заготовки, составляет 1,85, поскольку сталь с повышенным содержанием углерода обладает пониженной технологической пластичностью.
Наиболее близким аналогом предлагаемого изобретения является способ изготовления пружинных изделий, включающий выплавку стали с содержанием углерода 0,38...0,6%, кремния 1,5...2,0%, марганца 0,6...0,9%, прокатку, подготовку поверхности, калибровку, резцовую обработку, термическую обработку стали с обеспечением временного сопротивления разрыву σв=1645...2110 МПа относительного сужения ψ=43...51,5%, холодную гибку изделий и их окончательную термическую обработку (Батанов М.В., Петров Н.В. Пружины. - Л.: Машиностроение, 1968, гл.II-IV).
Общие признаки ближайшего аналога, совпадающие с существенными признаками заявляемого изобретения: изготовление преимущественно фасонных пружин из стали с содержанием 0,38...0,42% углерода, 1,5...1,8% кремния и 0,6...0,8% марганца, термическая обработка катаной заготовки и/или изделий, калибровка и резцовая обработка с последующей холодной гибкой и окончательная термическая обработка.
Однако известный способ также не обеспечивает возможности изготовления сложных по форме пружинных изделий, например железнодорожных прутковых клемм, имеющих петлю, при гибке которой относительный радиус гибки составляет 1,85 и менее, так как при данном уровне прочности сталь обладает высокой жесткостью, не позволяющей сформировать петлю, либо происходит преждевременное разрушение из-за образования трещин.
В основу предлагаемого изобретения поставлена задача усовершенствования способа изготовления пружинных изделий, преимущественно фасонных пружин, в котором за счет оптимизации уровня механических свойств обеспечивается возможность осуществления гибки петли фасонных изделий типа железнодорожных прутковых клемм с относительным радиусом гибки, представляющим отношение радиуса закругления кромки гибочного штампа к радиусу заготовки, равным 1,85 и менее.
Поставленная задача решается тем, что в способе изготовления пружинных изделий, преимущественно фосонных пружин из стали с содержанием 0,38...0,42% углерода, 1,5...1,8%, кремния и 0,6...0,8% марганца, включающем термическую обработку катаной заготовки и/или изделий, калибровку и резцовую обработку с последующей холодной гибкой и окончательную термическую обработку, по изобретению до калибровки с обжатием 3...4% и после резцовой обработки со снятием поверхностного слоя, составляющего 5...6% от диаметра калиброванной заготовки, проводят термическую обработку до получения временного сопротивления разрыву σв=650...730 МПа, относительного сужения ψ=47...55%, относительного удлинения δ5=20...35%, а после холодной гибки перед окончательной термической обработкой проводят горячую гибку.
Изготовление пружинных изделий, преимущественно фасонных пружин из стали с содержанием 0,38...0,42% углерода, 1,5...1,8% кремния, 0,6...0,8% марганца, заключается в том, что после прокатки последовательно проводят предварительную термическую обработку стали с обеспечением временного сопротивления разрыву σв=650...730 МПа относительного сужения ψ=47...55%, относительного удлинения δ5=20...35%, травление и подготовку поверхности заготовки, калибровку с обжатием 3...4% и резцовую обработку со снятием поверхностного слоя, составляющего 5...6% от диаметра калиброванной заготовки, после чего проводят повторную термическую обработку стали с обеспечением временного сопротивления разрыву σв=650...730 МПа, относительного сужения ψ=47...55%, относительного удлинения δ5=20...35%, подготовку поверхности к предварительной холодной гибке, предварительную холодную гибку, окончательную горячую гибку изделий с последующей их окончательной термической обработкой.
Нижнее значение содержания углерода в стали 0,38% выбрано по условию обеспечения необходимой твердости при окончательной термической обработке пружинных изделий, а также качественной отрезки заготовки для гибки. При содержании углерода менее 0,38% не обеспечивается требуемая твердость изделий и в совокупности с другими показателями снижается качество торца отрезанной заготовки появляются заусенцы. Верхнее значение содержания углерода в стали 0,42% выбрано в совокупности с другими показателями по условию обеспечения технологической пластичности металла для гибки изделия с относительным радиусом гибки 1,85 и менее.
Выбранное в совокупности с другими численными показателями нижнее значение временного сопротивления разрыву σв=650 МПа для предварительно и повторно термически обработанного горячекатаного металла гарантирует проведение качественной отрезки заготовок.
Верхнее значение σв=730 МПа предварительно до калибровки и повторно после резцовой обработки термически обработанного горячекатаного металла в совокупности с другими численными показателями обеспечивают гибку изделий с относительным радиусом гибки 1,85 и менее. При значениях, больших указанных, происходит излом заготовки или возникновение трещин.
Нижние значения величин относительного сужения ψ=47% и относительного удлинения δ5=18% металла, подготовленного к холодной гибке предварительной и повторной термической обработкой в совокупности с другими численными показателями, обеспечивают гибку изделий с относительным радиусом гибки 1,85 и менее. При значениях, меньших указанных, происходит разрушение заготовки при гибке и в ней возникают надрывы.
Верхние значения величин относительного сужения ψ=55% и относительного удлинения δ5=35% металла, подготовленного к холодной гибке, предварительной и повторной термической обработкой в совокупности с другими численными показателями обеспечивают качественную отрезку заготовок без заусенцев. При значениях, больших указанных, возникают заусенцы.
Нижнее значение обжатия при калибровке 3% и верхнее 4%, значения снятого поверхностного слоя металла при резцовой обработке, составляющего 5...6% от диаметра калиброванной стали, обеспечивают технологичность и стабильность проведения технологического процесса и гарантируют качество обработки поверхности и снятие обезуглероженного слоя, сильно снижающего упругие свойства.
Наибольшее влияние на проведение холодной гибки оказывают предельные значения содержания углерода, кремния и марганца в стали и механических свойств металла, подготовленного к холодной гибке. Числовые значения механических свойств горячекатаного металла перед холодной гибкой после проведения термической обработки до калибровки и после резцовой обработки прямо влияют на проведение холодной гибки, а в совокупности с другими численными показателями влияют на получение благоприятной микроструктуры и величины зерна, обеспечивающих технологичность и стабильность процесса подготовки стали и холодной гибки.
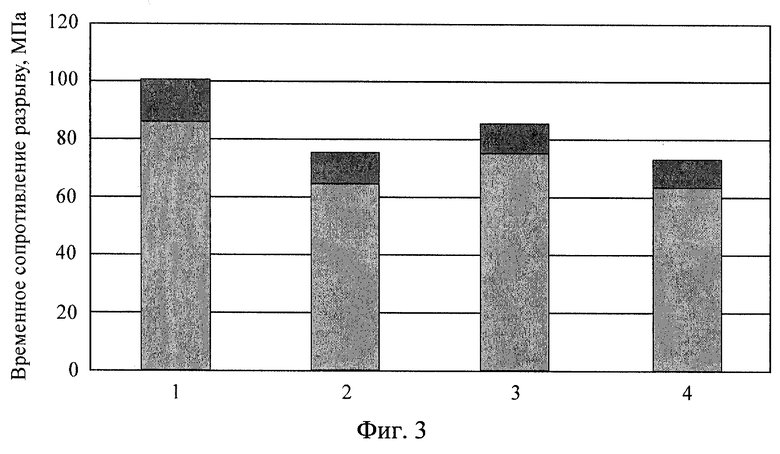
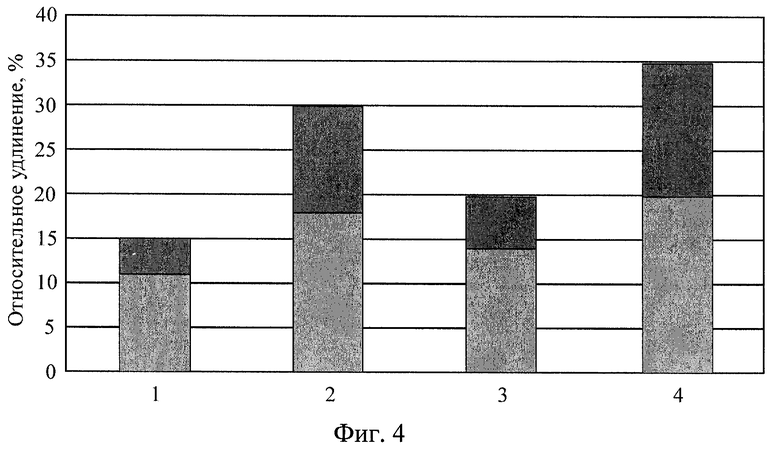
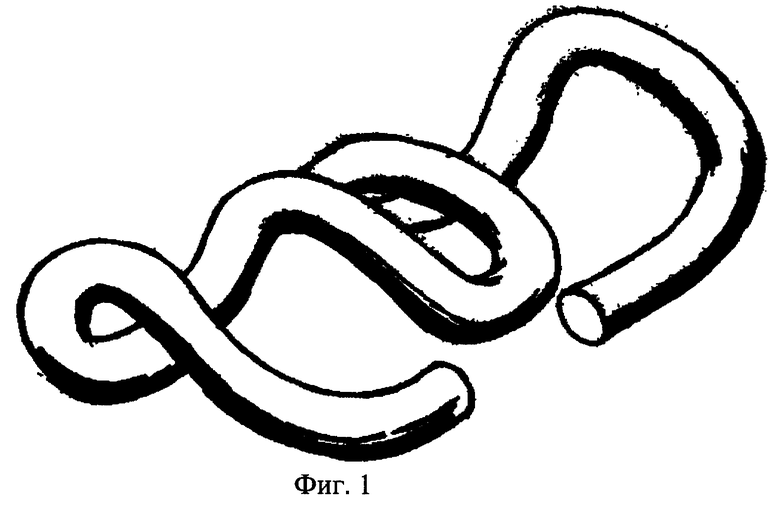
На фиг.1 показан общий вид прутковой пружинной клеммы; на фиг.2 - изображена схема холодной гибки прутковой пружинной клеммы в области петли на 180°, где Ru - радиус закругления кромки гибочного штампа; R - радиус калиброванной заготовки, на фиг.3 показана зависимость временного сопротивления разрыву от вида обработки; на фиг.4 показана зависимость относительного удлинения от вида обработки, где: 1 - горячая прокатка; 2 - предварительная термическая обработка перед калибровкой; 3 - калибровка и резцовая обработка; 4 - повторная термическая обработка после резцовой обработки.
Пример осуществления способа изготовления пружинных изделий, а именно прутковых пружинных клемм из кремнистой стали с содержанием 0,38...0,42% С, 1,5...1,8% Si, 0,6...0,8% Mn.
Горячекатаная прутковая заготовка диаметром 14 мм из стали с содержанием 0,41% С; 1,67% Si; 0,72% Mn в состоянии поставки характеризуется разбросом механических свойств, который укладывается в следующие пределы: σв=860...1000 МПа, δ5=11...14%, ψ=26...42%.
После предварительной термической обработки - отжига уровень и степень разброса механических свойств металла соответствует следующим значениям: σв=650...730 МПа, δ5=20...35%, ψ=47...55%.
Под влиянием калибровки и резцовой обработки прутка на круг 13 мм (R=6,5мм) механические свойства стали изменяются в следующих пределах: (σв=750...850 МПа, δ5=14...20%, ψ=33...46%.
Повторная термическая обработка устраняет последствия механической обработки. Показатели механических свойств металла при этом соответствуют следующим пределам: σв=650...730 МПа, δ5=20...35%, ψ=47...55%.
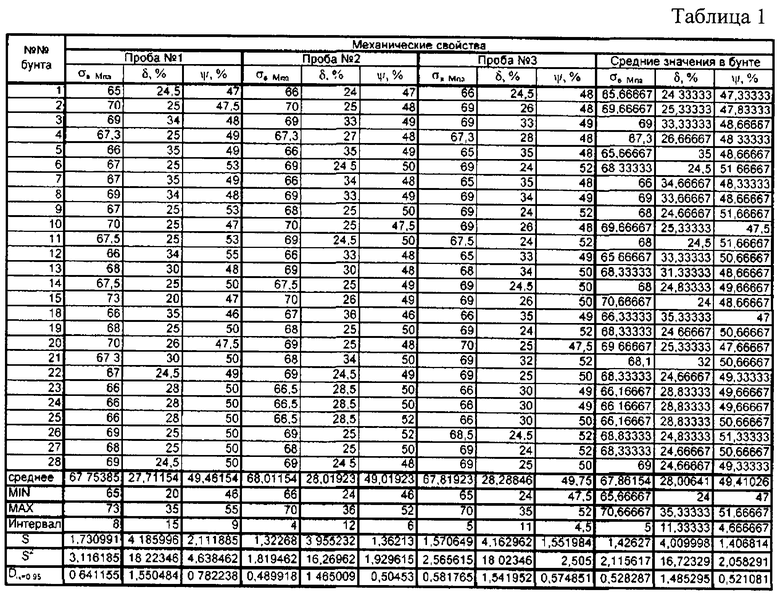
Показатели механических свойств металла после повторной термической обработки приведены в табл. 1, итоговая статистика по механическим свойствам приведена в табл. 2.
После этого проводили холодную гибку петли с использованием гибочного штампа с радиусом закругления кромки гибочного 12 мм (Ru) так, что относительный радиус гибки составил 1,85. Затем осуществляли горячую гибку элементов до получения готовой прутковой пружинной клеммы, после чего проводили окончательную термическую обработку, заключающуюся в закалке и последующем среднем отпуске.
Металл с указанным уровнем механических свойств обеспечивает устойчивый процесс холодной гибки, точное исполнение геометрии профиля и размеров заготовки с высоким качеством резания торцов прутка без заусенцев, образования в его теле надрывов и забоин на поверхности.
При увеличении временного сопротивления разрыву термически обработанной стали σв более 750 МПа и снижении показателей ее пластичности - относительного удлинения 65 менее 20% и относительного сужения δ5 менее 47% во всех случаях при холодной гибке отмечаются надрывы и трещины на участках профильной заготовки большой кривизны.
При снижении величины временного сопротивления разрыву менее 650 МПа, увеличении величины относительного удлинения более 35% и относительного сужения более 55% на поверхности прутковой заготовки после холодной гибки фиксируются следы от обрабатывающего инструмента, вдавлины и наплывы, толщина которых превышает допустимые пределы.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| СОРТОВОЙ ПРОКАТ КРУГЛЫЙ ДЛЯ ПРОИЗВОДСТВА ШАРОВЫХ ПАЛЬЦЕВ | 2008 |
|
RU2368672C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ С ПОВЫШЕННОЙ ДЕФОРМИРУЕМОСТЬЮ ПОСЛЕ ЗАКАЛКИ | 2013 |
|
RU2530095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ | 2005 |
|
RU2295416C1 |
| СОРТОВОЙ ПРОКАТ ИЗ СРЕДНЕУГЛЕРОДИСТОЙ ХРОМСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2006 |
|
RU2338794C2 |
| ВЫСОКОПРОЧНАЯ СРЕДНЕУГЛЕРОДИСТАЯ КОМПЛЕКСНОЛЕГИРОВАННАЯ СТАЛЬ | 2012 |
|
RU2510424C1 |
| Способ получения упрочненных цилиндрических заготовок из нержавеющей стали аустенитного класса | 2022 |
|
RU2787279C1 |
| ЛИТЕЙНАЯ СТАЛЬ | 2001 |
|
RU2203344C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ТУРБИНЫ, ИНТЕГРИРОВАННОГО С ВАЛОМ | 2024 |
|
RU2829982C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ДЛЯ СУДОСТРОЕНИЯ | 2013 |
|
RU2530078C1 |

Изобретение относится к области машиностроения и металлургии и может быть использовано в метизной отрасли при изготовлении пружинных изделий типа железнодорожных прутковых клемм. Способ изготовления пружинных изделий, преимущественно фасонных пружин из стали с содержанием 0,38...0,42% углерода, 1,5...1,8% кремния и 0,6...0,8% марганца включает термическую обработку катаной заготовки и/или изделий, калибровку и резцовую обработку с последующей холодной гибкой и окончательную термическую обработку, в котором до калибровки с обжатием 3...4% и после резцовой обработки со снятием поверхностного слоя, составляющего 5...6% от диаметра калиброванной заготовки, проводят термическую обработку до получения временного сопротивления разрыву σв=650...730 МПа, относительного сужения ψ=47...55%, относительного удлинения δ5=20...35%, а после холодной гибки перед окончательной термической обработкой проводят горячую гибку. Предлагаемый способ обеспечивает возможность осуществления гибки петли фасонных изделий типа железнодорожных прутковых клемм с относительным радиусом гибки, представляющим отношение радиуса закругления кромки гибочного штампа к радиусу заготовки, равным 1,85 и менее, за счет оптимизации уровня механических свойств. 4 ил., 2 табл.
Способ изготовления пружинных изделий, преимущественно фасонных пружин из стали с содержанием 0,38...0,42% углерода, 1,5...1,8% кремния и 0,6...0,8% марганца, включающий термическую обработку катаной заготовки и/или изделий, калибровку и резцовую обработку с последующей холодной гибкой и окончательную термическую обработку, отличающийся тем, что до калибровки с обжатием 3...4% и после резцовой обработки со снятием поверхностного слоя, составляющего 5...6% от диаметра калиброванной заготовки, проводят термическую обработку до получения временного сопротивления разрыву σВ=650...730 МПа, относительного сужения ψ=47...55%, относительного удлинения δ5=20...35%, а после холодной гибки перед окончательной термической обработкой проводят горячую гибку.
| БАТАНОВ М.В., ПЕТРОВ Н.В | |||
| Пружины | |||
| - Л.: Машиностроение, 1968, гл | |||
| II-IV | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 1997 |
|
RU2157291C2 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| Способ изготовления колец переменного сечения | 1987 |
|
SU1740093A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |

