Изобретение относится к области производства гнутых профилей проката.
При изготовлении гнутых профилей проката исходная заготовка путем постепенных переходов в нескольких парах вращающихся валков из плоской фор.мы приобретает форму необходимого поперечного сечения.
Форма промежуточных сечений профиля по переходам определяется углами подгибки в каждой формующей клети.
Существует ряд методов для определения формы переходных сечений профиля, которые осповапы на определепип углов подгибки элементов но переходам, не обеспечивающих правильного выбора углов подгибки по переходам, что вызывает появление дефектов готовой иродукпип - продольный изгиб или вол1гистость элемеитов профиля.
С целью устранения волнистости )мок и продольиого. прогиба за счет равномерного распределения деформации по клетям для изготовления гнутых профилей применена схема формообразования профиля по переходам, осуществляемая за счет равных горизонтальных смеп1е ий кромки заготовки в формуюпигх валках от предыдуп1ей клетп к последуюп1ей.
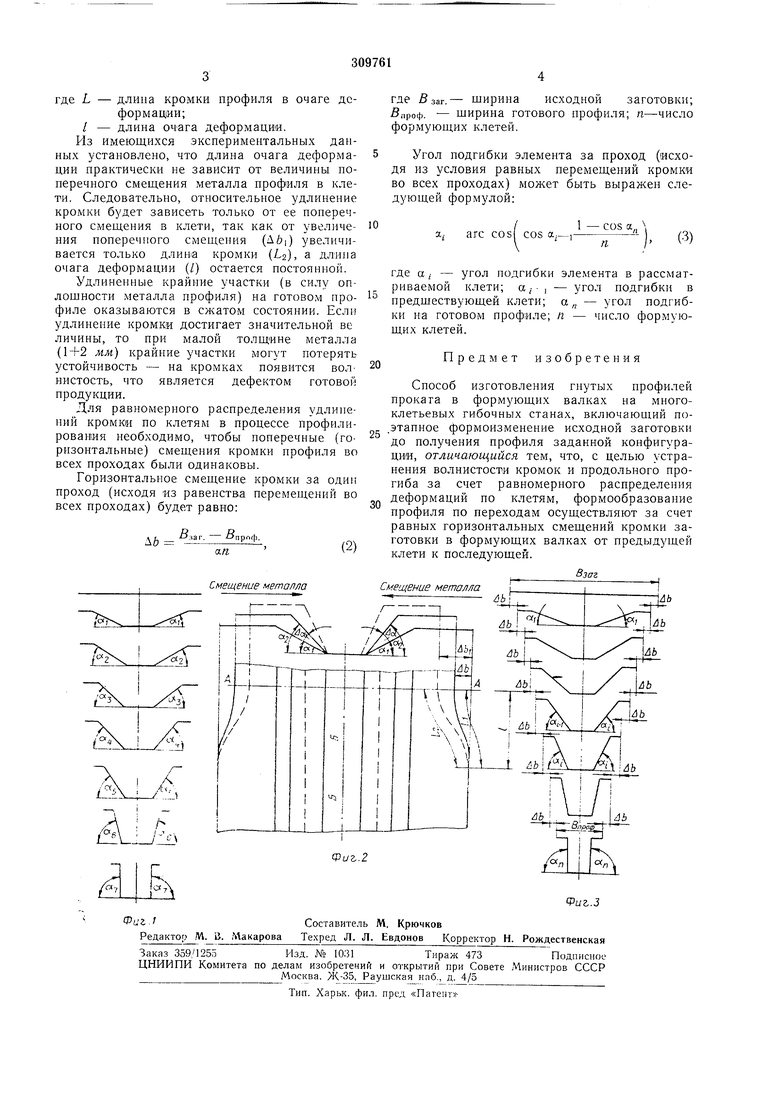
образования поперечного сечения нрофиля з формующей клети, где Л-Л - осевое сечение валков и Б-Б - направление профилирования; на фиг. 3 - схе.ма формовки профиля, вьшолпепная по способу равных CAienieHHii кромки заготовки во всех проходах.
При нзготовленни гнутых профилей в каждой паре валков формуемые элементы подгибаются от угла czi до угла а. При подгибке элементов профиля на заданный угол (у- йо-(«i) элементы формуемого металла смеп аются в горизонтальной плоскости. Смещение металла происходит на участке плав5ного перехода (очаге деформацпи) от одного промежуточного сечения к другому, расположенному перед формующнмп валками. Максимальное перемещение кромки в поперечном направлении прп профилированпп от исходиой заготовки до готового профиля будет происходить у кромки профиля. Кромка профи.тя в очаге деформации удлиняется по сравпенню с ее первоначальной длиной.
Относнтельное удлинение кромки в очаге деформации может быть выражено с,тедуюН1ей зависимостью:
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гнутых профилей | 1978 |
|
SU727263A1 |
| Способ производства гнутых профилей | 1980 |
|
SU919779A1 |
| Способ изготовления гнутых профилей | 1983 |
|
SU1138206A1 |
| Способ изготовления несимметричных гнутых листовых профилей проката,преимущественно корытообразного типа с неравными боковыми элементами (его варианты) | 1983 |
|
SU1172626A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| СПОСОБ ПОШТУЧНОЙ ФОРМОВКИ U-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2040994C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
