Изобретение относится к оборудованию для лазерной обработки, в частности к устройствам для лазерной наплавки.
Известно устройство для лазерной обработки, содержащее излучатель, установленные в корпусе фокусирующий объектив с насадкой, эжекторное сопло и газоприемник, причем насадка выполнена с направляющей проточкой с конической торцовой стенкой, в которой выполнен открытый канал. Устройство предназначено для повышения качества обработки и уменьшения расхода технологического газа для защиты сварного шва (а.с. СССР № 1824275, В 23 К 26/00, 1990).
Недостатком известного сопла является невозможность получения одинакового по размеру наплавленного валика при разных направлениях перемещения детали. Известное устройство не предназначено для подачи порошка в зону наплавки.
Наиболее близким по технической сущности является сопло для лазерной обработки, содержащее корпус, вставку и патрубок для подачи порошка. Вставка установлена в корпусе с кольцевым зазором, при этом торец вставки размещен на расстоянии от торца корпуса, равном 0,1-0,7 диаметров сопла, а патрубок для подачи порошка через стенку корпуса введен в кольцевой зазор перпендикулярно оси сопла (патент РФ № 2031764, В 23 К 26/00, 1991).
Недостатком известного сопла является невозможность обеспечить равномерную подачу порошка в зону наплавки и получение одинакового по размеру наплавленного валика при разных направлениях перемещения детали, а также низкий КПД использования порошка.
Задачей изобретения является обеспечение равномерной подачи порошка в зону наплавки и получение одинакового по размеру наплавляемого валика независимо от направления перемещения детали, а также повышение КПД использования порошка.
Задача решается тем, что в сопле для лазерной обработки, содержащем корпус, вставку, выполненную в виде усеченного круглого конуса, и патрубок для подачи газопорошковой смеси в кольцевой зазор между корпусом и вставкой, по образующим вставки выполнены каналы, оси которых пересекаются внутри сопла, в кольцевом зазоре установлено кольцо, внутренняя поверхность которого образована круглым конусом, основание круглого конуса совмещено с основанием вставки, а патрубок для подачи газопорошковой смеси установлен тангенциально внутренней поверхности кольца.
Внутренняя поверхность кольца выполнена из высокопрочного сплава.
Известно устройство для лазерно-дуговой обработки, содержащее корпус, сопло, электрод и линзу, установленную соосно электроду, который выполнен полым, водоохлаждаемым и установлен через завихритель на водоохлаждаемом сопле, выполненном с каналом для выхода плазменной дуги, а линза установлена в полости электрода и фокус ее расположен в центре соплового канала (а.с. СССР № 1815085, В 23 К 26/00, 1989).
Недостатком известного устройства является невозможность производить наплавку порошком с подачей его в сопло, т.к. в завихрителе порошок будет разбрасываться по стенке и прилипать к ней за счет центробежных сил. Известное устройство не предназначено для подачи порошка в зону наплавки. Известным устройством невозможно обеспечить одинаковый по размеру наплавляемый валик при наплавке в разных направлениях перемещения детали.
В предлагаемом техническом решении газопорошковая смесь вращается по внутренней стенке кольца по спирали и порошок равномерно попадает в каналы вставки.
Пересечение осей каналов вставки внутри сопла обеспечивает попадание порошка в зону лазерного излучения.
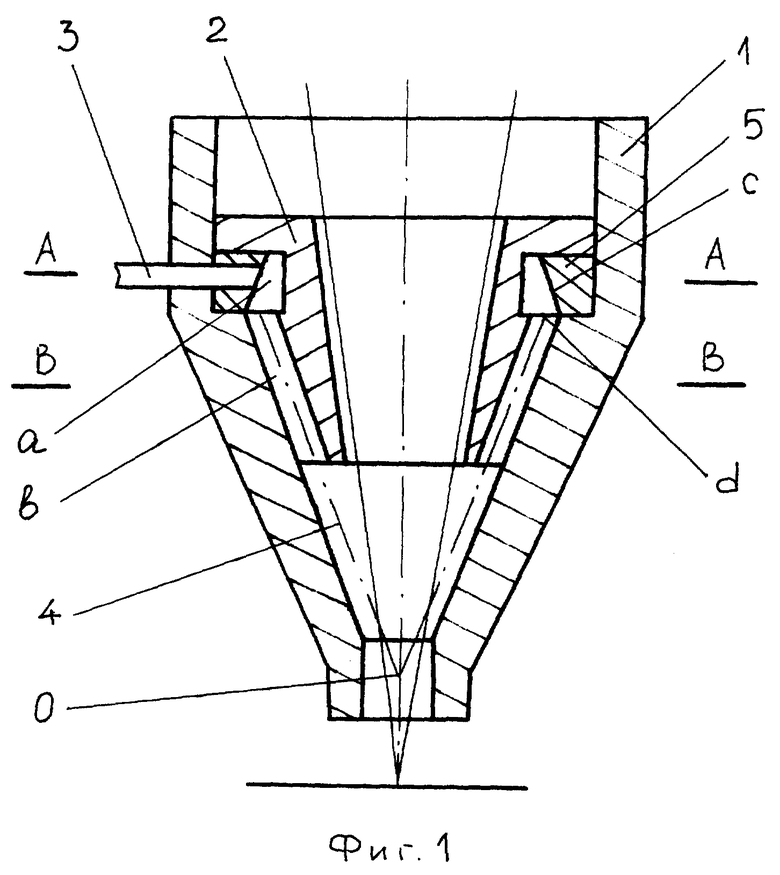
На фиг.1 приведена принципиальная схема сопла для лазерной обработки;
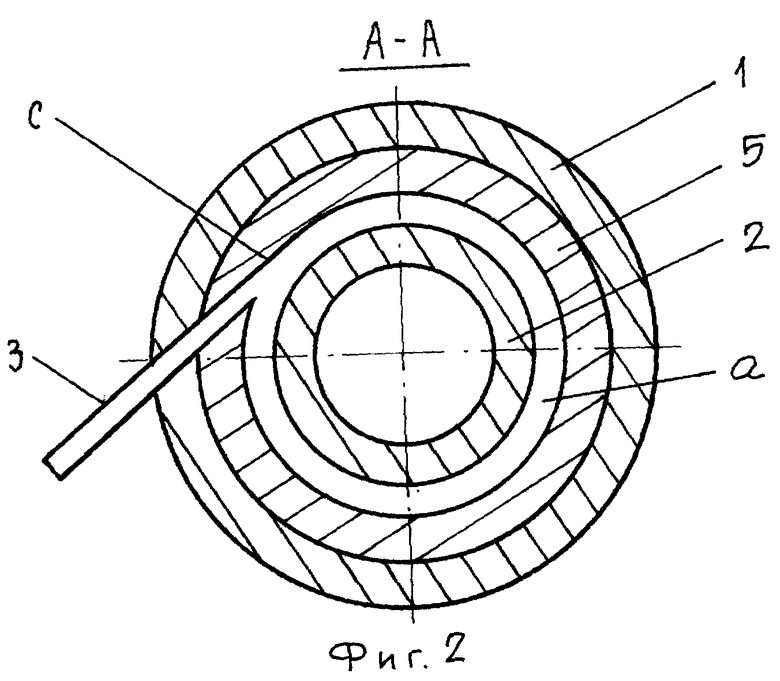
на фиг.2 - сечение А-А на фиг.1;
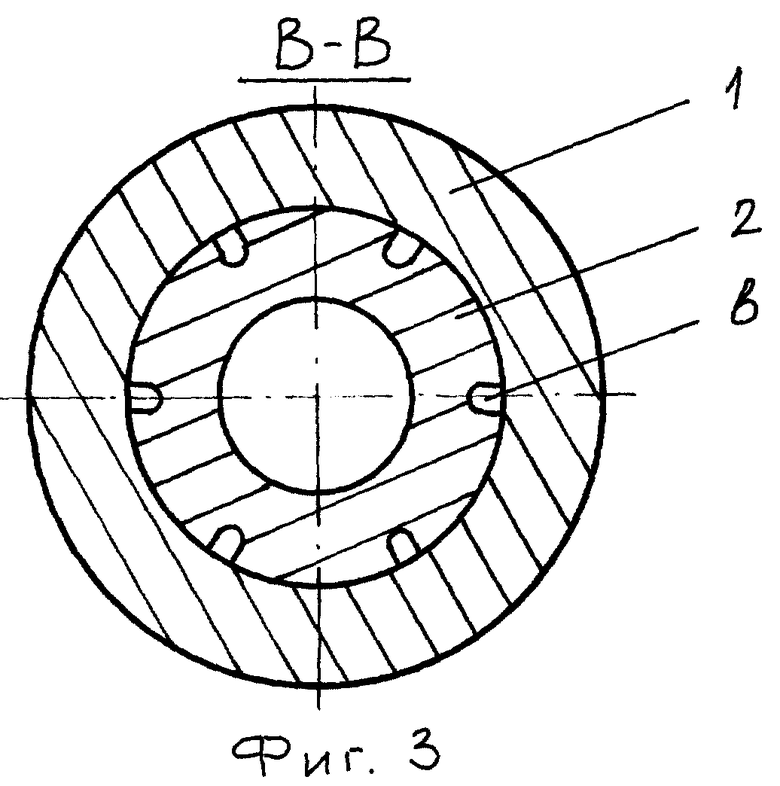
на фиг.3 - сечение В-В на фиг.1.
Сопло для лазерной обработки содержит корпус 1, вставку 2 и патрубок 3 для подачи газопорошковой смеси в кольцевой зазор а между корпусом 1 и вставкой 2. Вставка 2 выполнена в виде усеченного круглого конуса. По образующим вставки 2 выполнены каналы b, оси 4 которых пересекаются внутри сопла в точке О. В кольцевом зазоре а установлено кольцо 5, внутренняя поверхность с которого образована круглым конусом. Основание d круглого конуса совмещено с основанием вставки 2. Патрубок 3 для подачи газопорошковой смеси установлен тангенциально внутренней поверхности с кольца 5.
Устройство работает следующим образом.
Лазерный луч направляют в зону обработки. Через патрубок 3 в кольцевой канал а подают газопорошковую смесь, которая перемещается по поверхности с, порошок равномерно распределяется по кольцевому зазору а и попадает в каналы b. Из каналов b порошок попадает в зону лазерного луча, где нагревается и частично расплавляется. Полностью порошок расплавляется в зоне наплавки. Получают одинаковый по размеру наплавляемый валик независимо от направления движения наплавляемой детали.
Во время движения порошка по стенке с возможен быстрый износ материала стенки, поэтому стенка с выполнена из высокопрочного сплава, что обеспечивает длительность эксплуатации сопла.
Защита наплавляемого валика осуществляется исходящими потоками газа из сопла.
Пример конкретного выполнения.
Мощность лазерного излучения устанавливают в пределах 1,5-2 кВт. Фокус лазерного луча устанавливают на поверхности наплавляемой детали. Порошок из материала ЖС6К и транспортирующий его газ (аргон) подают в зону наплавки с расходом транспортирующего газа в пределах 2-4 л/мин. Количество подаваемого порошка устанавливают так, чтобы обеспечить наплавку с заданной геометрией валика: ширина 2-3 мм и высота 1,5-2 мм. Деталь перемещают со скоростью 10-12 м/час.
Рентген и ЛЮМ-контроль в наплавленном слое дефектов не выявил.
Предлагаемое сопло обеспечивает равномерную подачу порошка в зону наплавки, повышается КПД использования порошка за счет полного его использования, получается одинаковый по размеру наплавленный валик независимо от направления перемещения детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления изделия лазерно-акустической наплавкой и устройство для его осуществления | 2019 |
|
RU2740687C2 |
| Устройство для гибридного лазерно-акустического создания функционально-градиентного материала | 2017 |
|
RU2669953C1 |
| Способ лазерной наплавки покрытий на образец и устройство для его осуществления | 2017 |
|
RU2656906C1 |
| СПОСОБ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С ДВУХСОПЛОВОЙ ПОДАЧЕЙ ПОРОШКА | 1996 |
|
RU2100479C1 |
| СОПЛО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1991 |
|
RU2031764C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ЕГО РЕАЛИЗУЮЩЕЕ | 2018 |
|
RU2697124C2 |
| СПОСОБ РЕМОНТА КОЖУХА ТЕРМОПАРЫ ГАЗОТУРБИННОЙ УСТАНОВКИ | 2020 |
|
RU2738181C1 |
| Устройство для лазерной порошковой наплавки | 2019 |
|
RU2767104C1 |
| Порошковый питатель | 1989 |
|
SU1722735A1 |
| СПОСОБ ЧЕТЫРЕХСОПЛОВОЙ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С РЕГУЛИРОВАНИЕМ РАСХОДА ПОРОШКА | 2016 |
|
RU2660499C2 |
Изобретение относится к оборудованию для лазерной обработки. Сопло для лазерной обработки содержит корпус 1, вставку 2 и патрубок 3 для подачи газопорошковой смеси в кольцевой зазор а между корпусом 1 и вставкой 2. Вставка 2 выполнена в виде усеченного круглого конуса. По образующим вставки 2 выполнены каналы b, оси 4 которых пересекаются внутри сопла в точке О. В кольцевом зазоре а установлено кольцо 5, внутренняя поверхность с которого образована круглым конусом. Основание d круглого конуса совмещено с основанием вставки 2. Патрубок 3 для подачи газопорошковой смеси установлен тангенциально внутренней поверхности с кольца 5. Такая конструкция сопла обеспечивает равномерную подачу порошка в зону наплавки, повышает КПД использования порошка за счет полного его использования и позволяет получить равнозначный наплавленный валик вне зависимости от направления перемещения детали. 1 з.п. ф-лы, 3 ил.
| СОПЛО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1991 |
|
RU2031764C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089365C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2127179C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2112636C1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| ПИТАТЕЛЬНАЯ СРЕДА ДЛЯ ВЫДЕЛЕНИЯ ПАТОГЕННЫХ ЭНТЕРОБАКТЕРИЙ | 2000 |
|
RU2179582C2 |
| ЕР 1018395 А3, 12.07.2000. | |||

