Изобретение относится к металлообработке и предназначено для формирования фасок под сварку на трубах преимущественно сложной конфигурации, например при изготовлении трубопроводов к компрессорам.
Имеется широкая серия различных типов агрегатов для резки труб и снятия фасок под заданным углом перед сваркой с базированием их с помощью патронного зажима по внешней стороне трубы или на разжимной оправке по внутренней стороне (рекламные проспекты Пензенского КТБ Арматуростроения. “Переносные труборезы”, фирмы “PROTEM” “Портативное оборудование для снятия фасок”, ЗАО НПО “Вектор”, Белоруссия, г.Гродно “Агрегаты для снятия фаски на трубах”).
Данные агрегаты в зависимости от диаметра трубы требуют значительного прямолинейного участка трубы не менее 100 мм для их базирования и закрепления, что не позволяет использовать их при сварке труб в сложно-профильных системах трубопроводов.
В качестве ближайшего аналога выбрано устройство для обработки фасок по патенту US №4180358, В 23 С 1/20, 1979, в котором обрабатываемая труба устанавливается между валиками механизма его крепления на трубе, что может привести к перекосу инструментальной головки при ее вращении относительно оси трубы.
Технической задачей настоящего изобретения является обеспечение обработки фасок на трубах сложной конфигурации вблизи изгиба.
Технический результат достигается тем, что устройство для обработки фасок под сварку труб, содержащее инструментальную головку и механизм ее подвода к обрабатываемой трубе, имеющий возможность вращения относительно оси трубы, снабжено двумя коаксиальными кольцами, на которых установлен упомянутый механизм подвода, при этом одно из колец для закрепления его на трубе имеет фиксатор в виде винта и комплекта призм, а другое - соединено с ним по скользящей посадке. Устройство имеет возможность обработки фасок на трубах сложной конфигурации.
Данное устройство базируется на прямолинейном участке трубы длиной 35 мм.
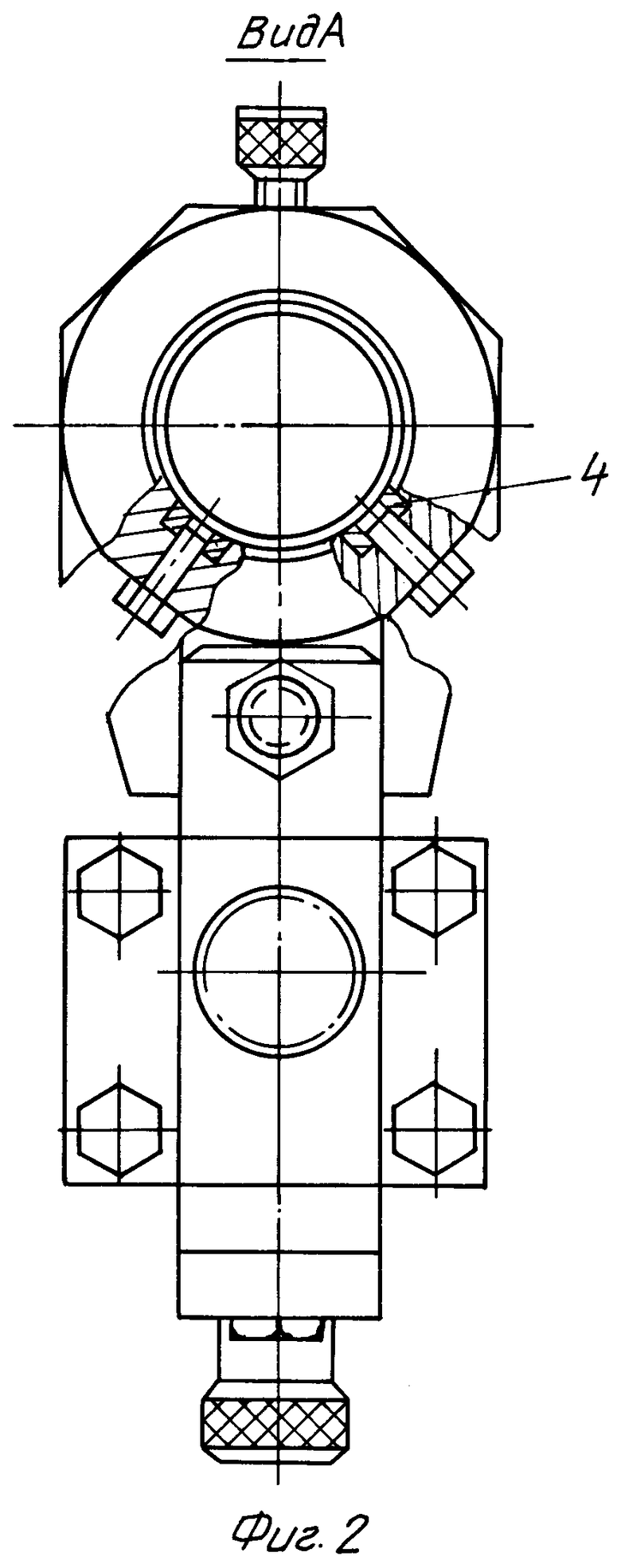
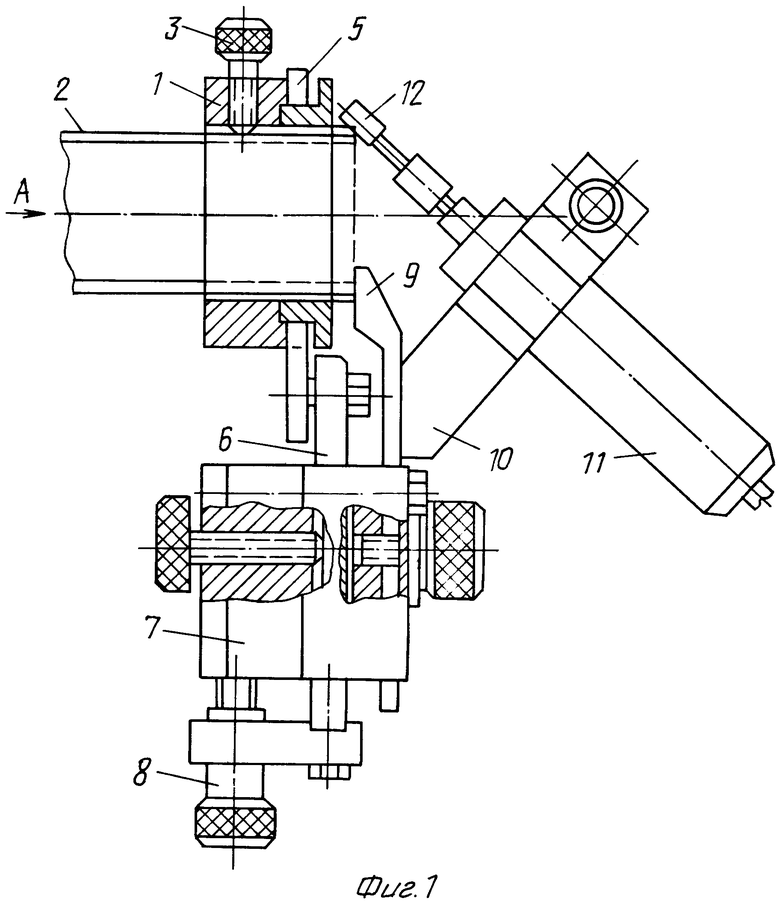
На фиг.1, 2 изображено предлагаемое устройство в положении для обработки фаски.
Устройство состоит из неподвижного кольца 1, состоящего из двух частей, которое закрепляется на трубе 2 с помощью винта 3. В неподвижном кольце 1 размещены призмы 4, по которым базируется труба 2. Коаксиально с кольцом 1 по скользящей посадке с ним соединено кольцо 5. На кольце 5 закреплен ригель 6. На ригеле 6 закреплен подвижный корпус 7 с механизмом микрометрической подачи инструментальной головки 8 и подвижным упором 9. Упор 9 соединен с хомутом 10, служащим для крепления инструментальной головки. Инструментальная головка состоит из привода 11 и инструмента 12, в качестве привода 11 может служить пневмомашина или электрошпиндель, в качестве инструмента 12 применяется борфреза. Хомут 10 присоединен к упору 9 под углом в зависимости от угла обрабатываемой фаски.
Устройство работает следующим образом.
Для обработки фаски устройство закрепляют на цилиндрической части трубы 2 у торца с помощью неподвижного кольца 1, призм 4 и винта 3, при этом упор 9 должен упираться в торец трубы 2, а режущий инструмент 12 касаться кромки трубы. После закрепления включают привод 11. Затем выполняют врезание инструмента 12 на необходимую глубину. С помощью механизма микрометрической подачи 8 фиксируют неподвижно в этом положении подвижный корпус 7 и производят обработку фаски, вращая устройство вокруг трубы 2 на полный оборот. Эти действия повторяют до получения необходимого размера фаски.
Предлагаемая конструкция устройства может быть исполнена как индивидуально для каждого размера трубы, так и для нескольких ближайших размеров труб за счет замены комплектов призм 4, имеющих разную расчетную величину. Хомут 10 на упоре 9 может быть закреплен неподвижно для одного угла фасок или подвижно с включением дополнительного узла поворота хомута 10 для настройки на разные углы.
Предлагаемая конструкция устройства для обработки фасок под сварку отличается от известных агрегатов и устройств малогабаритностью, простотой в изготовлении. Для закрепления устройства на трубе необходим прямолинейный участок длиной всего 35 мм, что позволяет выполнять фаски вблизи изгиба трубы. Устройство может быть использовано как в серийном производстве для качественного изготовления стыков труб под сварку, так и на монтажных площадках для подгонки систем трубопроводов.
Таким образом, предлагаемое изобретение расширяет технологические возможности при обработке фасок на трубах сложной конфигурации вблизи изгибов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| Устройство для снятия фасок на трубах малого диаметра | 2021 |
|
RU2785350C1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Установка для обработки труб | 1980 |
|
SU891224A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Устройство для обработки труб под сварку | 1988 |
|
SU1556828A1 |
| Устройство для фрезерования фасок на трубах | 1981 |
|
SU952474A1 |
| Устройство для обработки торцов труб | 1978 |
|
SU780961A1 |
| Станок для обработки концов труб | 1988 |
|
SU1576242A1 |
| УСТРОЙСТВО ДЛЯ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК И/ИЛИ СНЯТИЯ ЗАУСЕНЕЦ ВО ВНУТРЕННИХ ОТВЕРСТИЯХ | 2022 |
|
RU2798509C1 |
Изобретение относится к области металлообработки, формированию фасок под сварку на трубах. Устройство содержит инструментальную головку и механизм ее подвода к обрабатываемой трубе, имеющий возможность вращения относительно оси трубы. Для обработки фасок на трубах сложной конфигурации оно снабжено двумя коаксиальными кольцами, на которых установлен упомянутый механизм подвода. При этом одно из колец для закрепления его на трубе имеет фиксатор в виде винта и комплекта призм, а другое - соединено с ним по скользящей посадке. 1 з.п. ф-лы, 2 ил.
| US 4180358, 25.12.1979 | |||
| ПЕРЕНОСНОЙ ПРИБОР ДЛЯ ФРЕЗЕРОВАНИЯ, ШЛИФОВКИ И Т.П. РАБОТ | 1924 |
|
SU3607A1 |
| Ручная переносная фрезерная головка | 1948 |
|
SU73115A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ИЗДЕЛИЙ | 0 |
|
SU343782A1 |
| Способ фототермопластической записи | 1976 |
|
SU623176A1 |

