Известны станки для обработки торцов трубы с установленными на станине подпружиненными фрезерными головками.
Однако в конструкции этих станков не учтена неточность изготовления тор-цов труб, установка такого станка На трубе трудоемка,
С целью увеличения точности о.бработки на станине станка закреплен ролик, в который упирается вр ащающееся изделие, а на салазках установлены жестко связанные с ними выдвижные упоры, в процессе работы непрерывно контактирующие с обработанной поверхностью торцов изделия.
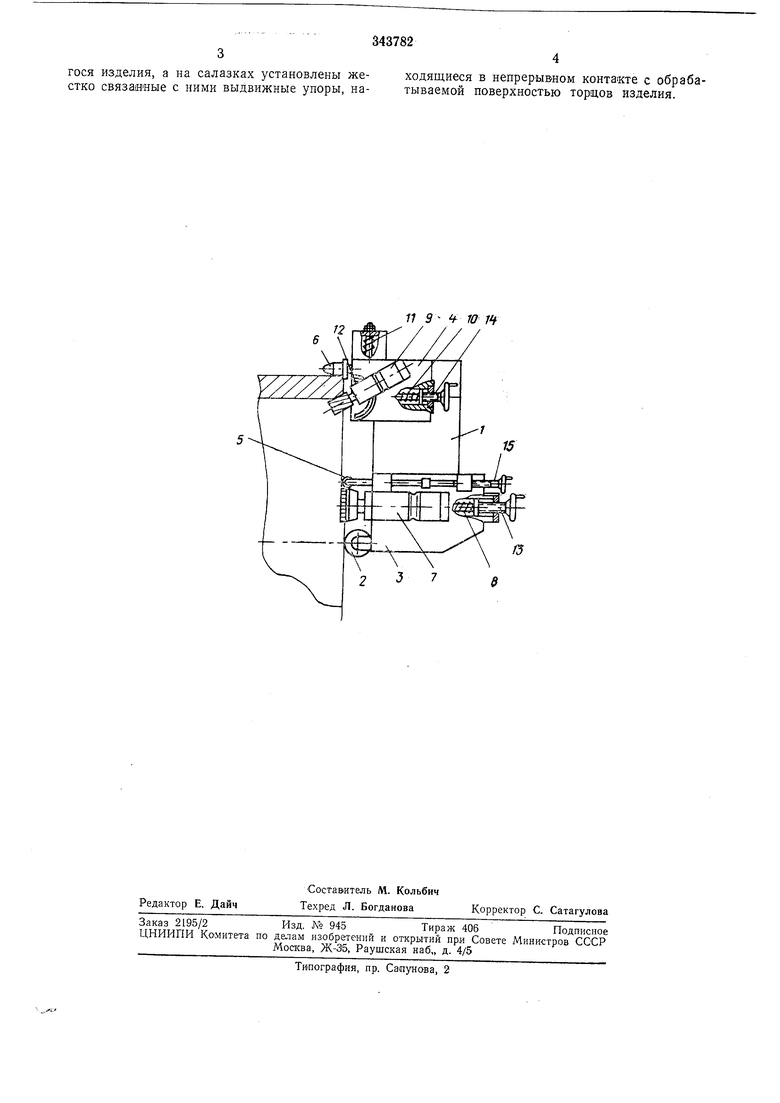
На чертеже показан станок в плане.
На станине 1 станка закрепляется ролик 2, служащий упором для обрабатываемого изделия.
На салазках S v. 4 установлены выдвижные упоры 5 и б.
Головка 7 с торцовой фрезой перемещается вдоль оси изделия и прижимается к торцу пружиной в.
Головка 9 с цилиндрической фрезой перемещается вдоль оси изделия и в радиальном направлении. Для осуществления этих движений в процессе работы служат пружины 10 и //. Головка 9 может быть установлена под различными углами к торцу изделия. Она размещена на секторе 12, имеющем круговой паз и деления.
Подача головки 7 на врезание осуществляется при повороте маховичка винтом 13, а головки 9 - винтом 14.
Для выдвижения упора служит винт 15. Труба вращается на обычном роликовом вращателе и при вращении подается на ролик 2 любым из известных методов.
При повороте винта 13 головка 7 подается
на торец изделия до врезания фрезы на необходимую глубину. Затем при помощи винта 15
к обработанной поверхности подводится
упор 5.
Головка 9 подается винтом 14, при этом упор 6 скользит по наружной поверхности трубы, и пружина 11 сжимается. Винты 13 и 14 сжимают пружины 8 п 10.
Каждое изменение поверхности торца или наружной поверхности изделия вызывает соответствующее перемещение головок 7 и 5 с фрезами.
Предмет изобретения
Сталок для обработки торцов изделий с устайовленными на станине салазками с подпружиненными фрезерными головками, отличающийся тем, что, с целью повышения точности обработки, на станине закреплен ролик, служащий упором для вращающегося изделия, а на салазках установлены жестко связанные с ними выдвижные упоры, находящиеся в непрерывном контакте с обрабатываемой поверхностью торцов изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки секторов сварных отводов трубопроводов | 1978 |
|
SU764872A1 |
| Самодвижущееся устройство | 1979 |
|
SU780985A1 |
| САМОДВИЖУЩЕЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ | 1990 |
|
SU1743057A1 |
| Фрезерный деревообрабатывающий станок | 1990 |
|
SU1761467A1 |
| Фрезерный станок для обработки стереотипных досок | 1947 |
|
SU99137A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Устройство для обработки цилиндрических внутренних поверхностей | 1987 |
|
SU1463405A1 |
/2
г; 5 - 10 Щ
