Изобретение относится к области термической обработки металлов и сплавов и может найти применение при термической обработке изделий из жаропрочных никелевых сплавов с равноосной, ориентированной и монокристаллической структурой.
Известен способ термической обработки литейных жаропрочных никелевых сплавов с равноосной структурой, включающий нагрев деталей до 1200-1220°С, выдержку в течение 4-х часов и охлаждение на воздухе [1].
Недостатком известного способа термической обработки является случайное распределение частиц выделяющейся γ ’-фазы, при этом сами частицы имеют существенно разные размеры в осях дендритов и в межосных пространствах. Все это неблагоприятно отражается на эксплуатационных свойствах сплавов.
Другой известный способ термической обработки, применяющийся и для монокристаллических отливок, включает три этапа - на первом этапе детали нагревают до температуры в интервале (tп.p-tэвт), где tп.p и tэвт - температуры полного растворения γ ’-фазы и плавления эвтектики соответственно, выдерживают от нескольких минут до нескольких часов и охлаждают со скоростью более 100 град/мин; на втором - производят нагрев деталей до температуры вблизи рабочей температуры 1000-1050°С, лежащей в интервале между температурой начала растворения γ ’-фазы tн.р и tп.p, выдерживают в пределах от 10 до 24 часов и охлаждают со скоростью более 100 град/мин; на третьем этапе детали нагревают до температуры tн.p 870-900°С, выдерживают в течение от 30 до 48 часов, после чего охлаждают [1].
Недостатками этого способа термической обработки являются случайное распределение частиц γ ’-фазы, увеличение размера и объемной доли микропор, длительный технологический процесс термической обработки до 70-75 часов высокотемпературных выдержек без учета времени нагревов и охлаждений.
Технической задачей изобретения является формирование в результате термической обработки размеров, формы, распределения частиц γ ’-фазы и структуры γ - и γ ’-твердых растворов, обеспечивающих высокий уровень эксплуатационных свойств сплавов на никелевой основе с равноосной, ориентированной или монокристаллической структурой при существенном сокращении длительности процесса термической обработки. Дополнительной задачей изобретения является повышение упругих и прочностных свойств сплава за счет упорядоченного расположения атомов легирующих элементов в кристаллической решетке никеля.
Поставленная задача решается тем, что способ термической обработки деталей из жаропрочных сплавов на основе никеля включает три этапа. Первый этап - нагрев до температуры в интервале (tп.p-tэвт), выдержка и охлаждение со скоростью выше 100 град/мин. Второй этап - нагрев до температуры в интервале (tн.p-tп.p), где tп.p - температура полного растворения γ ’-фазы, tэвт - температура плавления эвтектики (γ +γ ’), tн.р - температура растворения γ ’-фазы, выдержка и охлаждение со скоростью выше 100 град/мин. Третий этап - нагрев до температуры вблизи tн.p, выдержка и охлаждение.
Новым в изобретении является то, что скорость нагрева на всех этапах выше 100 град/мин, длительность выдержек составляет до 300 с, а охлаждение на третьем этапе ведут со скоростью выше 100 град/мин, при этом каждый этап повторяют несколько раз.
Кроме того, после выполнения третьего этапа проводят дополнительный отжиг при температуре ниже ty, где ty - температура упорядочения γ -твердого раствора.
Быстрые нагревы и охлаждения способствуют ускорению диффузионных процессов, в результате чего в детали формируется структура с мелкодисперсными частицами γ ’-фазы, закономерным образом распределенными по объему сплава, что в сочетании с отсутствием микропористости обеспечивает более высокий уровень эксплуатационных свойств.
Во время дополнительного отжига при температуре ниже температуры упорядочения γ - твердого раствора (ty) продолжительностью более 50 часов протекают процессы атомного упорядочения, что обуславливает рост упругих и прочностных свойств сплава.
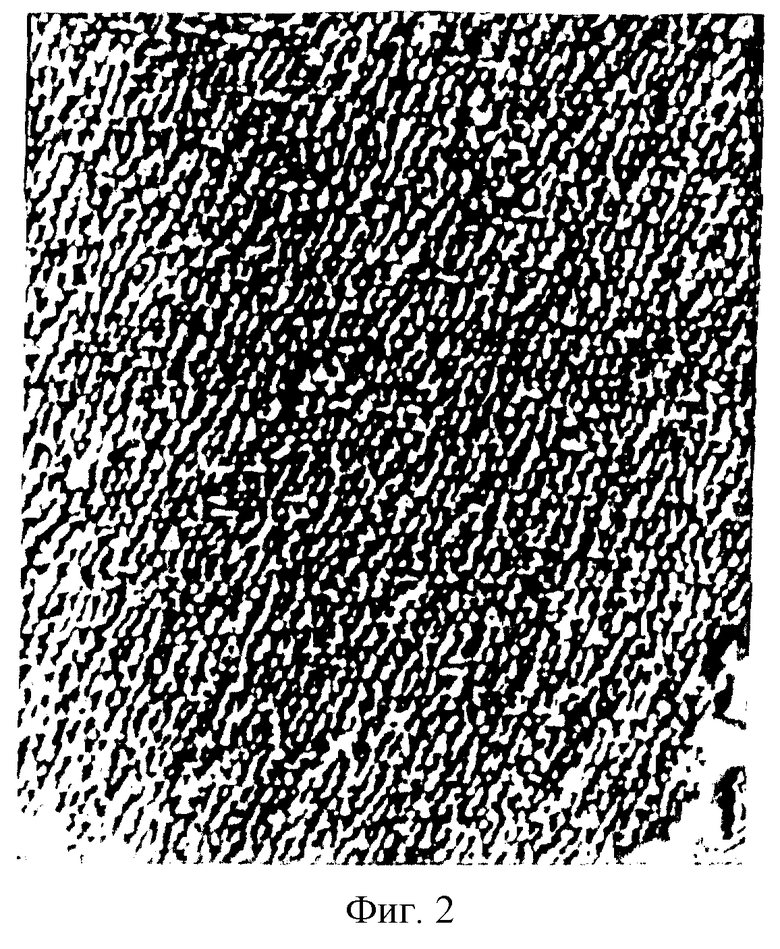
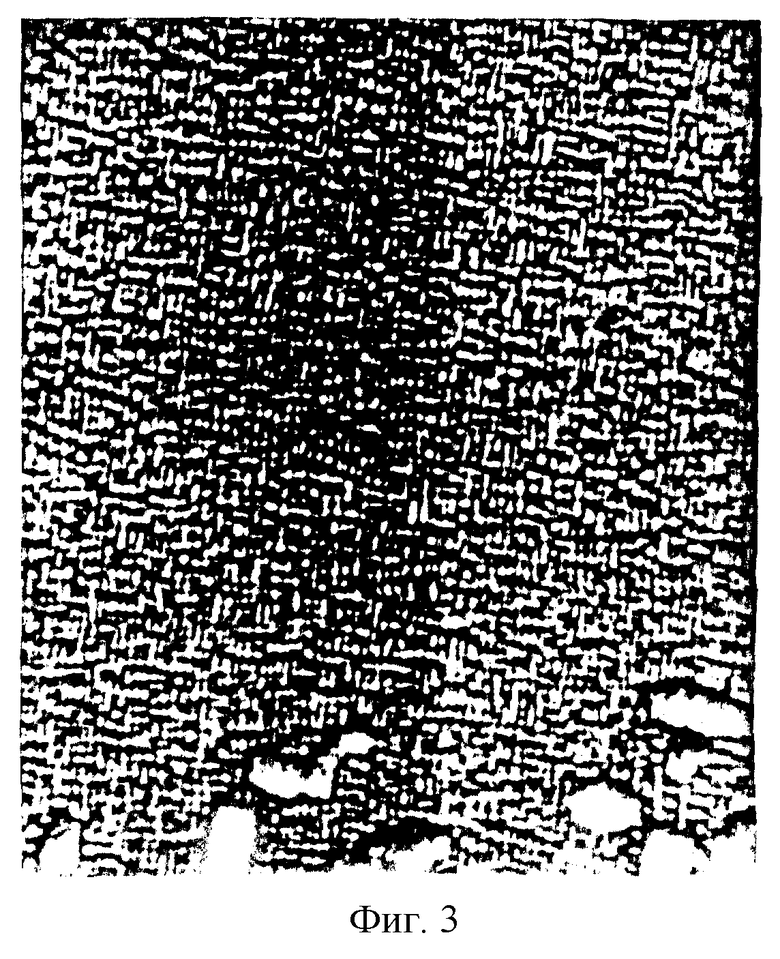
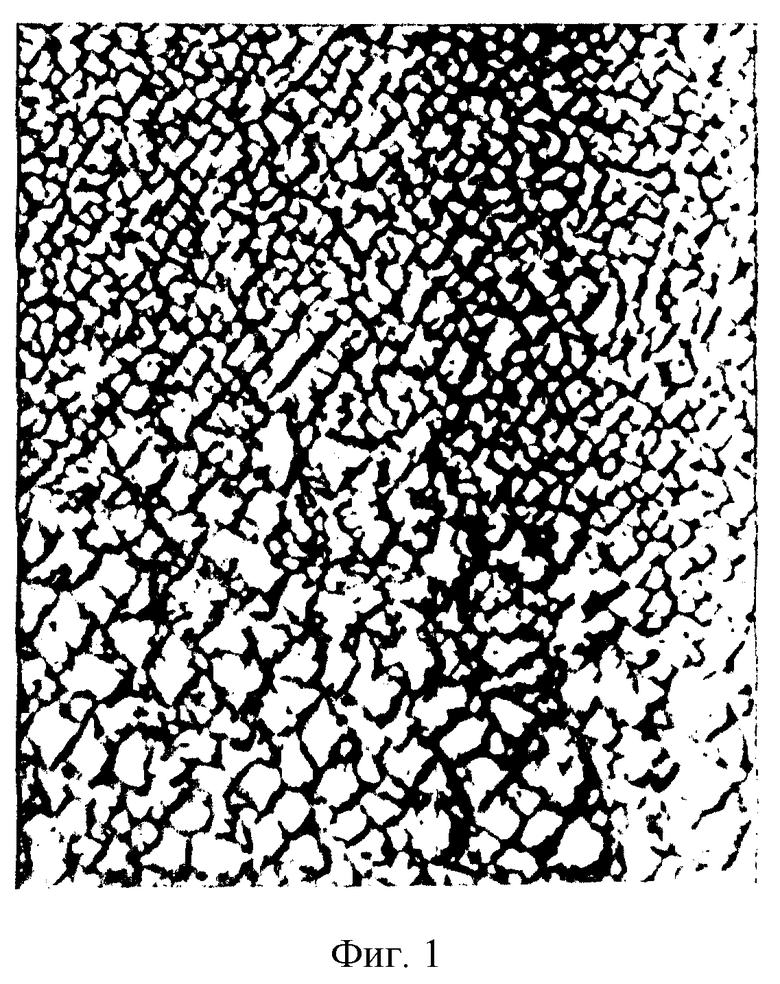
На прилагаемых рисунках показаны микроструктуры сплава ЖС6У после термической обработки по режимам (увеличение 10000 раз):
фиг.1 - серийная термическая обработка 1210°С, 4 ч, охлаждение на воздухе;
фиг.2 - нагрев в соляной ванне 1225-1235°С, выдержка 60 с, охлаждение в воде, 5 раз + нагрев в соляной ванне 1035-1045°С, выдержка 180 с, охлаждение в воде, 7 раз + нагрев в соляной ванне 870-890°С, выдержка 30 с, охлаждение в воде, 20 раз;
фиг.3 - предыдущая термическая обработка + 500°С, 100 ч.
Пример. Проводят термическую обработку образцов из литейного жаропрочного никелевого сплава ЖС6У с равноосной структурой. Микроструктура сплава после серийной термической обработки (нагрев в вакууме до 1200-1220°C, выдержка 4 часа, охлаждение на воздухе) представлена на фиг.1. Образцы с такой структурой нагревали в соляной ванне с температурой 1225-1235°С, лежащей в интервале между tп.p≈1225°С и tэвт≈1250°С, выдерживали 60 с и охлаждали в воде. Этот первый этап повторили 5 раз.
На втором этапе образцы нагревали в соляной ванне с температурой 1035-1045°С, лежащей в интервале между tн.р≈880°С и tп.p≈1225°С, выдерживали 180 с и охлаждали в воде, повторяя этап 7 раз.
На третьем этапе образцы нагревали в соляной ванне с температурой 870-890°С, т.е. вблизи tн.р, выдерживали 300 с и охлаждали в воде. Этот этап повторили 20 раз. Микроструктура, сформировавшаяся после третьего этапа, показана на фиг.2. Как видно из фиг.2, частицы γ ’- фазы, во-первых, имеют размер в поперечнике от 0,02 до 0,04 мкм, т.е. на порядок меньше, чем после серийной термической обработки (0,3-0,5 мкм на фиг.1). Во-вторых, размер частиц, расположенных в осях дендритов и в межосных пространствах, одинаков. И, в-третьих, частицы γ ’-фазы образуют структуру из однонаправленных “плотно нанизанных бус”, похожую на микроструктуру, получающуюся после испытания на ползучесть и приведенную в [1, рис.2.17 б, с.114], но отличающуюся тем, что вытянутые включения γ ’-фазы являются не сплошными, а “бусовидными”.
Испытания образцов, обработанных по предлагаемому режиму, показали, что пределы их кратковременной и длительной прочности превышают таковые для образцов, обработанных по серийной технологии, на 35... 50% в зависимости от температурно-временных условий испытаний. Весь технологический процесс термической обработки по предлагаемому способу длится около 2,5 часов, т.е. примерно в 30 раз быстрее серийного.
Дополнительный упорядочивающий отжиг в течение 100 ч при 500°С приводит к формированию совершенной, взаимно перпендикулярной ориентировке коротких “бус-цепочек”, состоящих из нескольких мелких, хорошо ограненных кубических частиц γ ’-фазы, образующих общую структуру, похожую на тканое полотно (фиг.3). Совершенная кубическая морфология частиц γ ’-фазы свидетельствует об их упорядоченном состоянии [1, с.113, 3-й абзац снизу].
В результате дополнительного отжига модуль нормальной упругости и предел прочности на растяжение возрастают на 5-7% и 8-12% соответственно.
Литература
1. Каблов Е.Н. Литые лопатки газотурбинных двигателей (сплавы, технология, покрытия). - М.: МИСИС, 2001, стр.110-115.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2459885C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 2007 |
|
RU2361012C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВОК ИЗ БЕЗУГЛЕРОДИСТЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ МОНОКРИСТАЛЛИЧЕСКОГО ЛИТЬЯ | 2012 |
|
RU2485204C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ ИЗ ЛИТЕЙНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2254962C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 2007 |
|
RU2361011C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2196672C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ГОРЯЧИМ ИЗОСТАТИЧЕСКИМ ПРЕССОВАНИЕМ | 2008 |
|
RU2380454C1 |
| Способ аддитивного формирования изделия с комбинированной структурой из жаропрочного никелевого сплава с высокотемпературным подогревом | 2023 |
|
RU2821638C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ, ДЕФОРМИРУЕМЫХ, ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2004 |
|
RU2256723C1 |
| Жаропрочный сплав на основе никеля, изделие, выполненное из него, и способ термической обработки изделия | 2024 |
|
RU2832270C1 |
Изобретение относится к области термической обработки металлов и сплавов, а именно к термической обработке изделий из жаропрочных никелевых сплавов с равноосной, ориентированной и монокристаллической структурой. Предложен способ термической обработки деталей из жаропрочных сплавов на основе никеля, включающий три этапа: первый этап - нагрев до температуры в интервале (tп.p ÷ tэвт), выдержка и охлаждение со скоростью выше 100 град/мин, второй этап - нагрев до температуры в интервале (tн.p ÷ tп.p), где tп.p - температура полного растворения γ’- фазы, tэвт - температура плавления эвтектики (γ+γ'), tн.р - температура начала растворения γ'-фазы, выдержка и охлаждение со скоростью выше 100 град/мин и третий этап - нагрев до температуры вблизи tн.р, выдержка и охлаждение, при этом скорость нагрева на всех этапах выше 100 град/мин, длительность выдержек составляет до 300 с, а охлаждение на третьем этапе ведут со скоростью выше 100 град/мин, при этом каждый этап повторяют несколько раз. После третьего этапа проводят дополнительный отжиг при температуре ниже ty, где ty - температура упорядочения γ-твердого раствора. Технический результат - формирование в результате термической обработки размеров, формы, распределения частиц γ’-фазы и структуры γ- и γ'-твердых растворов, обеспечивающих высокий уровень эксплуатационных свойств сплавов на никелевой основе с равноосной, ориентированной или монокристаллической структурой при существенном сокращении длительности процесса термической обработки. 1 з.п. ф-лы, 3 ил.
| КАБЛОВ Е.Н | |||
| Литые лопатки газотурбинных двигателей | |||
| Сплавы, технология, покрытия | |||
| - М.: МИСИС, 2001, с.110-115 | |||
| SU 1226864 А, 27.09.1999 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 1994 |
|
RU2066702C1 |
| US 4676846, 30.06.1987 | |||
| СОСТАВ ШЛАКООБРАЗУЮЩЕГО БРИКЕТА ДЛЯ РАЗЛИВКИ СТАЛИ В ИЗЛОЖНИЦЫ | 2003 |
|
RU2243270C1 |
