Изобретение относится к технологии изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипников скольжения.
Известен способ изготовления подшипника скольжения методом намотки ткани на оправку с пропиткой рулона ткани композиционным антифрикционным материалом (патент РФ 2147699, кл. F 16 С 33/04, 20.04.2000).
Недостатком известного способа является невозможность получения равномерной пропитки по объему рулона ткани из-за сложности процесса пропитки.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления подшипника скольжения намоткой ткани на оправку, которую с рулоном ткани помещают в центрифугу, где осуществляют пропитку рулона ткани через отверстия в оправке композиционным антифрикционным материалом (патент РФ 2173417, кл. F 16 С 33/20, 10.09.2001).
Однако в связи с тем, что в качестве оправки используют перфорированную втулку из композиционного полимерного материала, которая сложна в изготовлении и обладает незначительной прочностью, процесс изготовления не позволяет получать надежные подшипники скольжения. Кроме того, отверстия в перфорированной втулке являются концентраторами напряжения, в процессе эксплуатации по которым происходит разрушение рабочей поверхности под воздействием динамических нагрузок. Пропитка рулона через отверстия не позволяет получить равномерные прочностные и антифрикционные свойства по объему рулона ткани, что снижает долговечность изготавливаемых подшипников скольжения.Технической задачей является повышение долговечности подшипников скольжения.
Решение указанной задачи достигается тем, что при изготовлении подшипника скольжения намоткой ткани на оправку, которую с рулоном ткани помещают в центрифугу, где осуществляют пропитку рулона ткани через отверстия в оправке композиционным антифрикционным материалом, согласно изобретению в качестве оправки используют втулку из металлической сетки, которую после отверждения композиционного антифрикционного материала удаляют путем расточки.
Применение металлической втулки в качестве оправки упрощает процесс изготовления подшипника (используется стандартная, широко выпускаемая промышленностью плетеная сетка), повышает качество пропитки рулона ткани из-за наличия отверстий на всей поверхности оправки. Удаление путем расточки металлической сетки удешевляет процесс изготовления подшипника, так как в качестве оправки можно использовать недорогие неантифрикционные металлические сетки. Кроме того, удаление металла из зоны трения исключает задиры и повышение коэффициента трения, что увеличивает долговечность подшипника скольжения при работе без смазки.
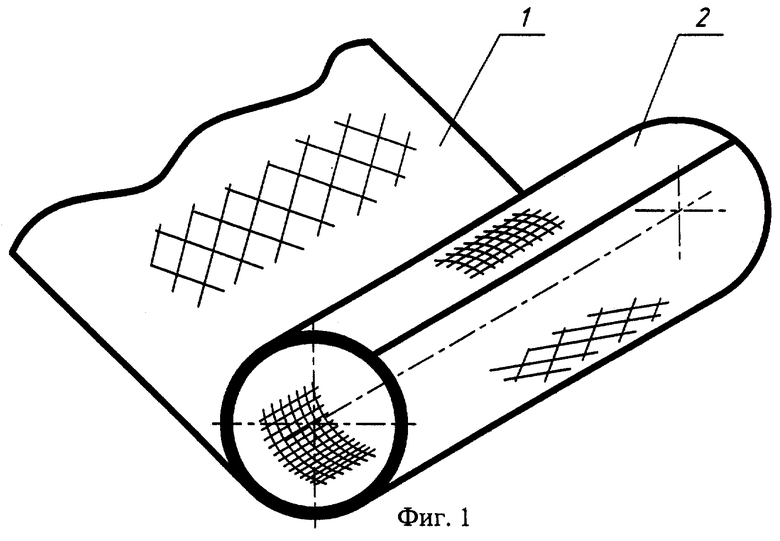
На фиг.1 приведена схема намотки рулона ткани на втулку из металлической сетки.
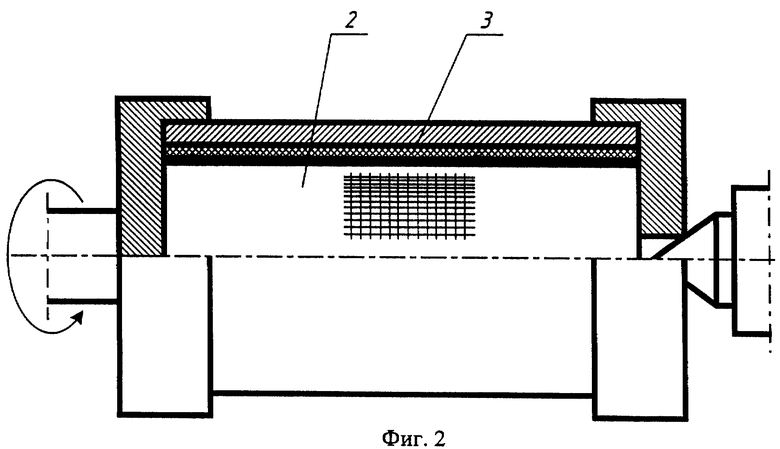
На фиг.2 приведена схема пропитки рулона ткани центробежным способом.
Пример реализации способа.
Ткань 1 (например, стеклоткань или хлопчатобумажную ткань) наматывают на втулку 2, которую предварительно изготавливают путем сворачивания из полотна металлической сетки с фиксацией ее стыков (путем их спайки или прошивки). При этом используют стандартную металлическую сетку с размером отверстий от 0,5 до 5 мм в зависимости от габаритов изготавливаемых подшипников. Втулка 2 может быть получена как из одного, так и из нескольких слоев металлической сетки. Кроме того, при изготовлении (намотки ткани) крупных подшипников скольжения втулку 2 размещают на цилиндрическую оправку для обеспечения достаточной жесткости втулки 2. Процесс намотки рулона 3 продолжают до достижения требуемой толщины подшипника скольжения с учетом припуска на механическую обработку. Не снимая рулона 3 с втулки 2, их помещают в центрифугу. Затем внутрь втулки 2 загружают определенное количество антифрикционного композиционного материала (например, эпоксидной смолы и наполнителя порошков графита и фторопласта) и центробежным способом распределяют по всему объему рулона 3 через отверстия в металлической сетке втулки 2. При загрузке и вращении втулка 2 удерживает слои ткани 1 от разматывания и вклеивается в них.
После отверждения заготовки центрифугу разбирают и обрабатывают на токарном станке, при этом вклеенную металлическую сетку полностью удаляют.
В отличие от аналогов данный способ изготовления подшипников скольжения обеспечивает равномерное распределение антифрикционного композиционного материала по всему объему подшипника, что исключает расслоение и повышает долговечность узла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2215654C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2000 |
|
RU2173417C1 |
| Способ изготовления подшипника скольжения | 2018 |
|
RU2705731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2002 |
|
RU2207956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2000 |
|
RU2208722C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2004 |
|
RU2267667C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2014 |
|
RU2554137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2200257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2172678C1 |
Способ относится к технологии изготовления слоистых изделий путем намотки и применяется в машиностроении. Заключается в том, что производят намотку ткани на оправку, которую с рулоном ткани помещают в центрифугу, где осуществляют пропитку рулона ткани через отверстия в оправке композиционным антифрикционным материалом. В качестве оправки используют втулку из металлической сетки, которую после отверждения композиционного антифрикционного материала удаляют путем расточки. Представленный способ упрощает процесс изготовления подшипника, повышает качество пропитки рулона ткани из-за наличия отверстий на всей поверхности оправки, а также удешевляет процесс изготовления подшипника. 2 ил.
Способ изготовления подшипника скольжения намоткой ткани на оправку, которую с рулоном ткани помещают в центрифугу, где осуществляют пропитку рулона ткани через отверстия в оправке композиционным антифрикционным материалом, отличающийся тем, что в качестве оправки используют втулку из металлической сетки, которую после отверждения композиционного антифрикционного материала удаляют путем расточки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2000 |
|
RU2173417C1 |
| Трехслойный подшипник скольжения | 1991 |
|
SU1784775A1 |
| Многослойная опора скольжения | 1988 |
|
SU1610107A1 |
| GB 1473384 A, 11.05.1977. | |||

