Область техники
Настоящее изобретение относится к станку согласно пункту 1 ограничительной части формулы изобретения и способу отгибания и соединения края в фальц.
Уровень техники
Машина для соединения края в фальц наряду с другими источниками известна также из европейского патентного документа ЕР-А-0104145 и применяется на практике для замыкания обычных фальцев в фальцевых соединениях сегментов трубных колен, в частности, в области вентиляционной техники. При этом фальцы замыкает (закатывает) направляемое своими салазками закаточное колесо, которое вместе с салазками расположено над опорной поверхностью для торцов труб. Вращающееся попутно закаточное колесо имеет косоугольную рабочую поверхность; при этом салазки закаточного колеса тоже расположены под косым углом к опорной поверхности.
Вследствие создающихся геометрических соотношений с помощью известного устройства удается получать только простые фальцевые соединения. Сложные фальцевые соединения, которые требуются для надежного закрепления уплотнений, выполняются только с большим трудом и/или требуют дополнительной обработки. Отгибание края, которое необходимо провести до фальцевания, каждый раз выполняют на отдельной машине или на отдельной рабочей позиции.
Сущность изобретения
Поэтому задачей настоящего изобретения является создание такой машины для фальцевания края, которая не имеет указанных недостатков и позволяет конструктору герметичных соединений оптимально моделировать в многочисленных вариантах высококачественные уплотнения, форма и размеры которых не имеют никаких технологических ограничений. Благодаря этому, в частности, в области вентиляционной техники, становится возможным изготовление трубных соединений, усовершенствованных в отношении рациональности и надежности, что позволяет применять их в качестве вентиляционных и уплотняющих устройств более высоких классов.
При этом отгибание края выполняется на той же самой машине и на той же рабочей позиции. Возможна также дальнейшая обработка предварительно изготовленных стандартных деталей, таких как соединительные кольца и муфты.
Предлагаемый станок и соответствующий способ замыкания (закатывания) фальца являются эффективными и допускают, чтобы станок безопасно обслуживал даже необученный персонал.
Данная задача решена в бортогибочном и кромкозакаточном станке для создания и замыкания фальцевых соединений при изготовлении труб и состоящих из сегментов трубных соединений, колен и колец, содержащем станину, стол с опорной поверхностью, установленные с возможностью опирания и вращения гибочный и вдавливающий ролик, опорный ролик, закаточное колесо, расположенное в салазках с образованием острого угла с опорной поверхностью опорного ролика и контакта со стыком трубы или кольцом. Отличительной особенностью этого станка является то, что салазки закаточного колеса расположены под опорной поверхностью стола и образуют угол α к перпендикуляру L менее 35°, боковая поверхность закаточного колеса, противоположная опорному ролику, имеет меньший диаметр, чем его боковая поверхность, обращенная к опорному ролику, образует тупой угол с его торцевой стороной и радиусный участок между торцевой стороной и периферийным участком боковой поверхности, обращенной к опорному ролику.
Расположение закаточного колеса и салазок под опорной поверхностью стола позволяет безопасно выполнять почти все виды отгибания края и фальцевания.
В предпочтительном варианте салазки закаточного колеса имеют ось качания для их настройки на угол α и фиксации, причем угол между салазками закаточного колеса и перпендикуляром L может быть установлен равным от 8 до 12° или от 20 до 30°. Салазки закаточного колеса, оснащенные осью качания, могут быть оптимально настроены в соответствии с качеством жести и препятствуют недопустимому изнашиванию обрабатываемого материала и закаточного колеса.
Угол от 8 до 12° специально предназначен для заделывания в фальц уплотнений; в то время как угол от 20 до 30° в основном находит применение для торцевых фальцев без уплотнения. Закаточное колесо со своей рабочей поверхностью, вступающей в контакт с отогнутым краем на большой площади, требует лишь минимальных усилий и вызывает лишь незначительный износ.
В другом варианте боковая поверхность закаточного колеса, обращенная к опорному ролику, изогнута под углом β. Тарельчатая конфигурация изгиба боковых поверхностей закаточного колеса неожиданным образом обеспечивает многократно улучшенный зажим с геометрическим замыканием также толстых и податливых уплотнений.
Гибочный и вдавливающий ролик может быть выполнен с вогнутой выемкой, расположенной параллельно опорной поверхности и служащей для прижима и ориентации стыка трубы по ее желобку, напротив по меньшей мере одного опорного ролика, выполненного выпуклым и размещенного внутри стыка трубы, при этом упомянутые ролики имеют механические приводы, расположенные с противоположных сторон, и установлены с возможностью попутного движения на периферии. Особенно точную и надежную ориентацию стыка трубы или кольца обеспечивает круговой желобок, который образуется под действием этих двух противолежащих роликов, выпуклого и, соответственно, вогнутого.
В следующем предпочтительном варианте станок снабжен выпуклым профильным роликом и согласующимся с ним вогнутым профильным роликом, и выполненным с возможностью отдаления от него, при этом выпуклый профильный ролик расположен над опорной поверхностью на высоте, соответствующей размеру отгибаемого края.
В еще одном варианте станок снабжен дополнительными опорными роликами, выполненными с возможностью совместного вращения и прилегания к внутренней части стыка трубы. Благодаря системе расположения большого числа опорных роликов повышается надежность, при этом суммарная параллельная ориентация улучшает качество фальца.
Упомянутые ролики могут приводиться в действие посредством карданных приводов и гидравлических приводных двигателей. Карданные приводы занимают очень мало места и позволяют без труда расположить в оставшемся пространстве салазки закаточного колеса. Гидравлические приводы обладают относительно небольшими размерами и обеспечивают достижение высоких крутящих моментов.
В станке может быть также предусмотрен расположенный в станине гидравлический агрегат для питания гидравлических цилиндров и приводов.
В наиболее предпочтительном варианте станок снабжен прижимом с торцевыми роликами для ориентации по перпендикуляру L при скольжении кольца по опорной поверхности. Вращающиеся прижимы позволяют надежно обрабатывать кольца, даже когда они не имеют кольцевого желобка или когда тот предполагается выгнуть позднее. Профильные ролики позволяют наиболее простым способом отгибать край, не переставляя зажимы, удерживающие заготовку, и не передавая заготовку на другую рабочую позицию.
Во втором аспекте изобретение относится к вариантам способа отгибания и соединения края в фальц для создания и замыкания фальцевых соединений.
Отличительной особенностью первого варианта, который относится к способу отгибания и соединения края в фальц для создания и замыкания фальцевых соединений при обработке колец, является использование предлагаемого бортогибочного и кромкозакаточного станка, причем на первом этапе способа кольцо закрепляют прижимом на опорной поверхности стола, на втором этапе отгибают край с образованием фланца с закругленным выступом профильным роликом, на третьем этапе к выступу фланца снизу подводят салазки с закаточным колесом, вначале его торцевой рабочей поверхностью, а затем осуществляют замыкание фланца с образованием фальца до его прилегания к кольцу и/или закрепления и фиксации вложенного в него уплотнения.
На третьем этапе уплотнение предпочтительно удерживают в нижнем положении скользящим штифтом или по меньшей мере одним роликом.
Отличительной особенностью второго варианта, который относится к способу отгибания и соединения края в фальц для создания и замыкания фальцевых соединений при изготовлении состоящих из сегментов трубных соединений и колен, также является использование предлагаемого бортогибочного и кромкозакаточного станка, при этом на первом этапе в концевой части стыка трубы выдавливают кольцевой желобок. Крупные трубные сегменты, сегменты колен и соединительные кольца с упорными желобками направляют преимущественно по данному желобку, который проще всего удается выдавить с помощью вогнутого гибочного и вдавливающего ролика и действующего в противоположном направлении выпуклого опорного ролика. На втором этапе профильным роликом отгибают край с образованием фланца с закругленным выступом, на третьем этапе к выступу фланца снизу подводят салазки с закаточным колесом, вначале его торцевой рабочей поверхностью, а затем осуществляют замыкание выступа фланца до образования фальца и его прилегания к стыку трубы и/или закрепления и фиксации вложенного в него уплотнения.
На втором и третьем этапах гибочный и вдавливающий ролик предпочтительно вступает в контакт со стыком трубы и направляет ее в осевом и продольном направлениях, а на третьем этапе, как и в первом варианте, уплотнение предпочтительно удерживают в нижнем положении скользящим штифтом или по меньшей мере одним роликом.
Точная ориентация заготовки обеспечивается находящимся с ней в контакте во время обработки гибочным и вдавливающим роликом, который вместе с противолежащим выпуклым профильным роликом препятствует смещению.
Краткий перечень фигур чертежей
Ниже с помощью чертежей объект изобретения представлен на примерах.
Чертежи изображают:
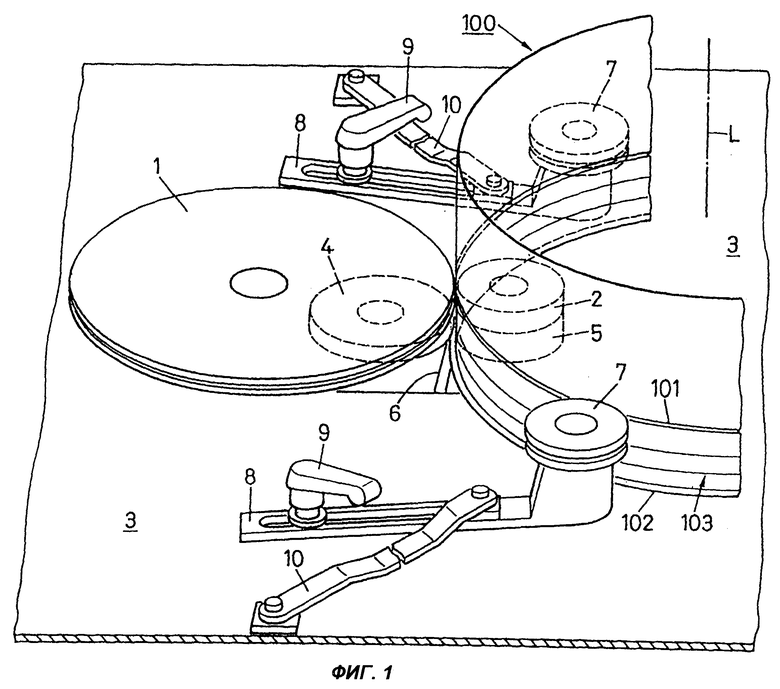
фиг.1 - местный разрез аксонометрического изображения бортогибочного и кромкозакаточного станка для отгибания и фальцевания края при обработке стыка трубы;
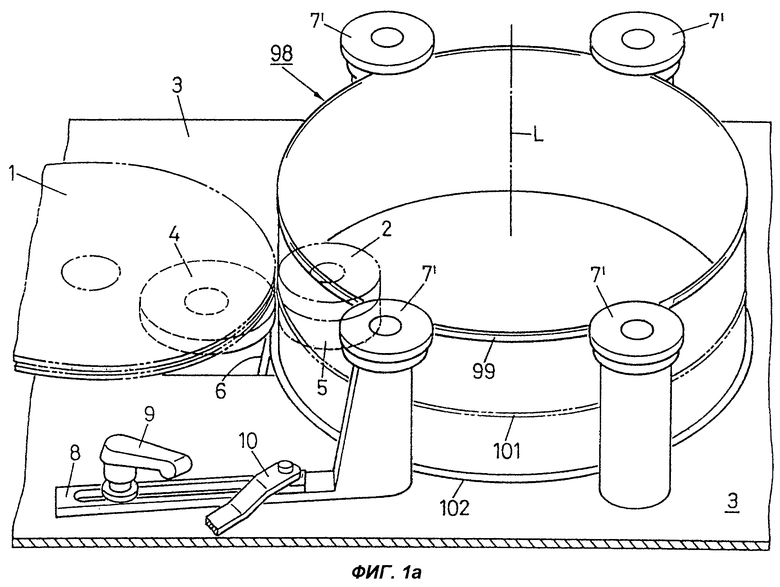
фиг.1а - аксонометрическое изображение кромкозакаточного станка при обработке жестяного кольца;
фиг.2 - частичный разрез роликов и колеса, показанных на Фиг.1, с местами 20 их опор и салазками закаточного колеса;
фиг.3 - упрощенное изображение станины кромкозакаточного станка с находящимися на нем компонентами, вид спереди;
фиг.4 - упрощенное изображение станины станка, показанной на фиг.3, вид сверху;
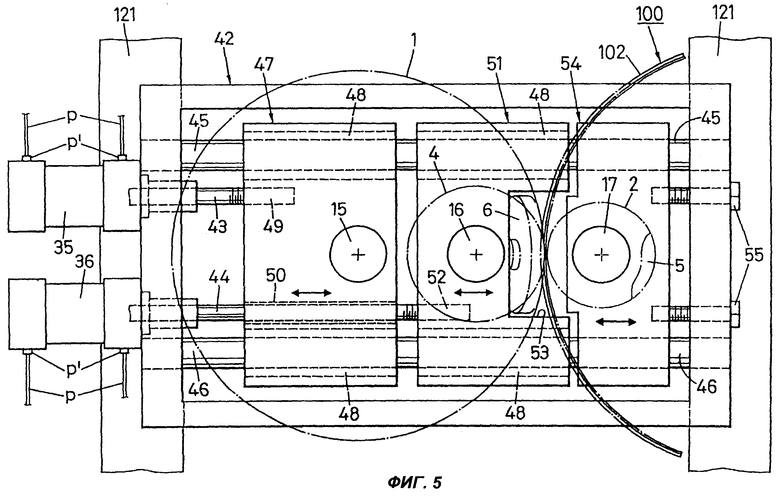
фиг.5 - увеличенный разрез фиг.4, с дополнительными подробностями;
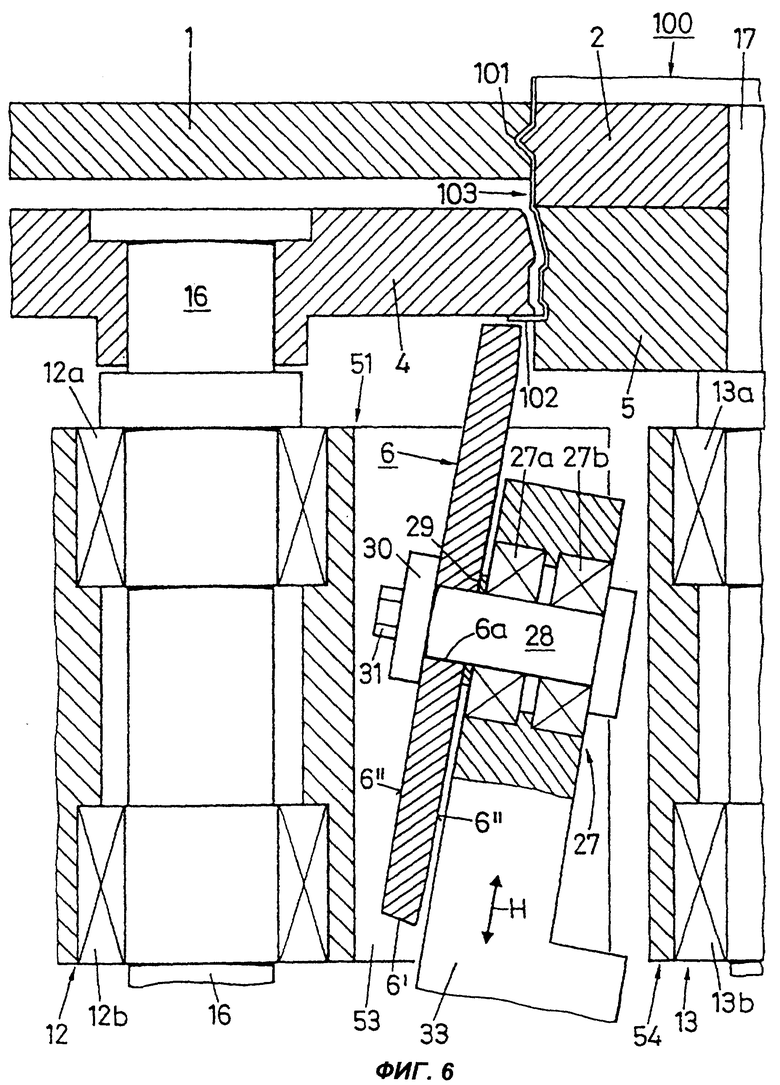
фиг.6 - частичный разрез закаточного колеса с его салазками в рабочем положении;
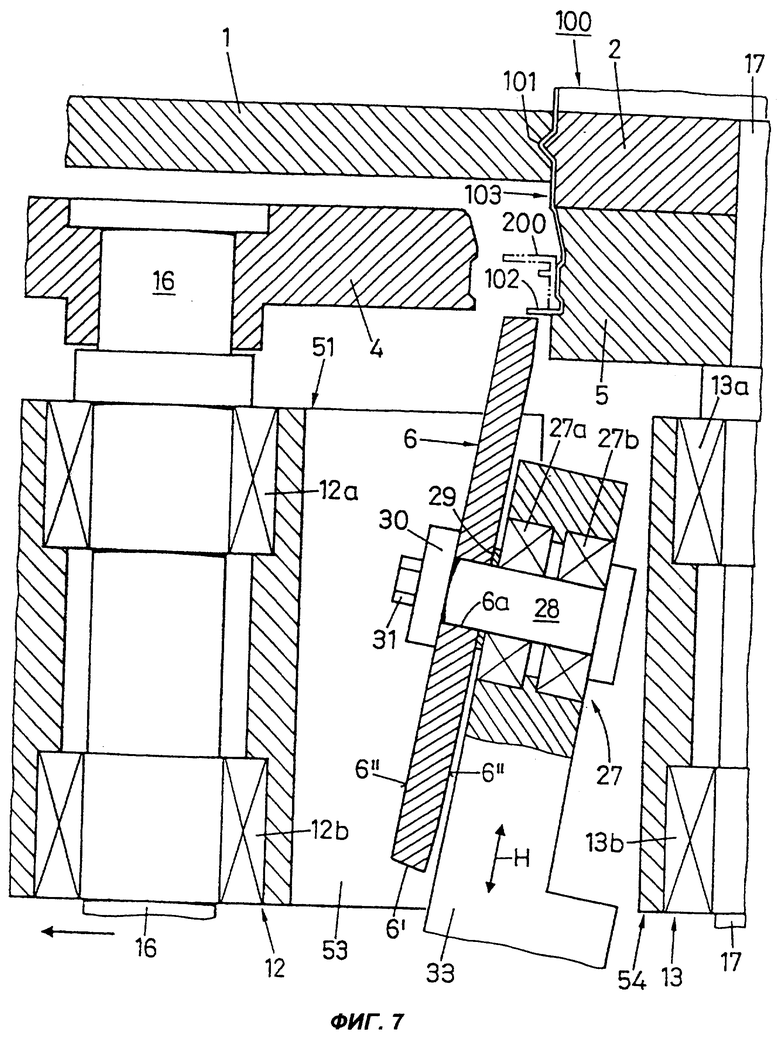
фиг.7 - частичный разрез закаточного колеса с его салазками в следующем рабочем положении;
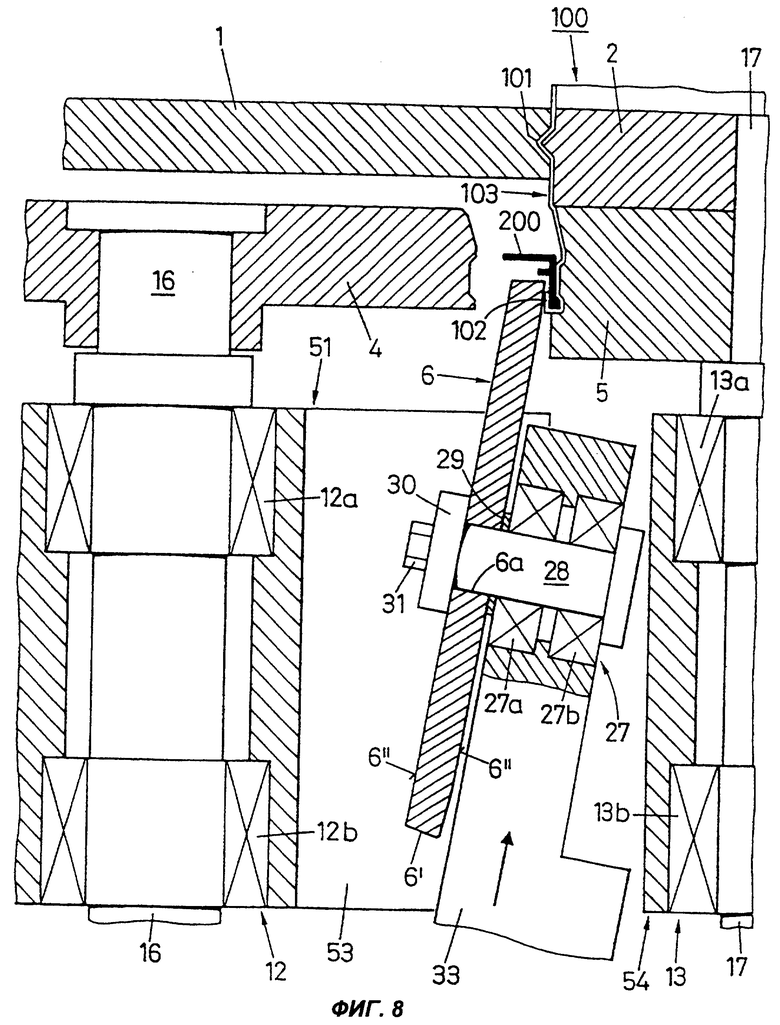
фиг.8 - частичный разрез закаточного колеса с его салазками в третьем рабочем положении;
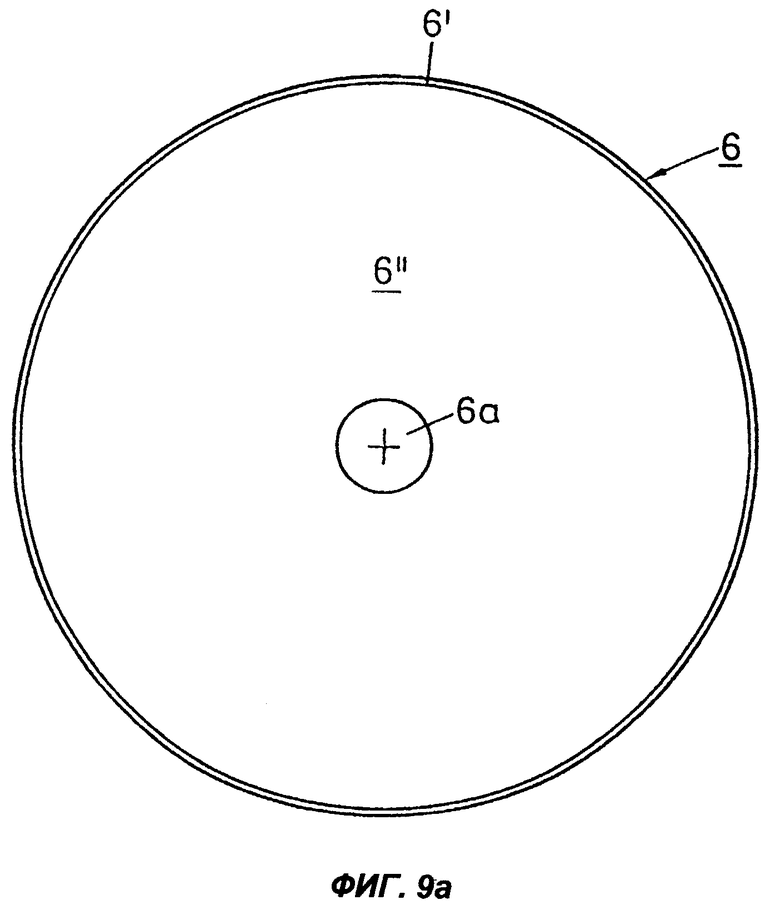
фиг.9а - закаточное колесо, вид сверху;
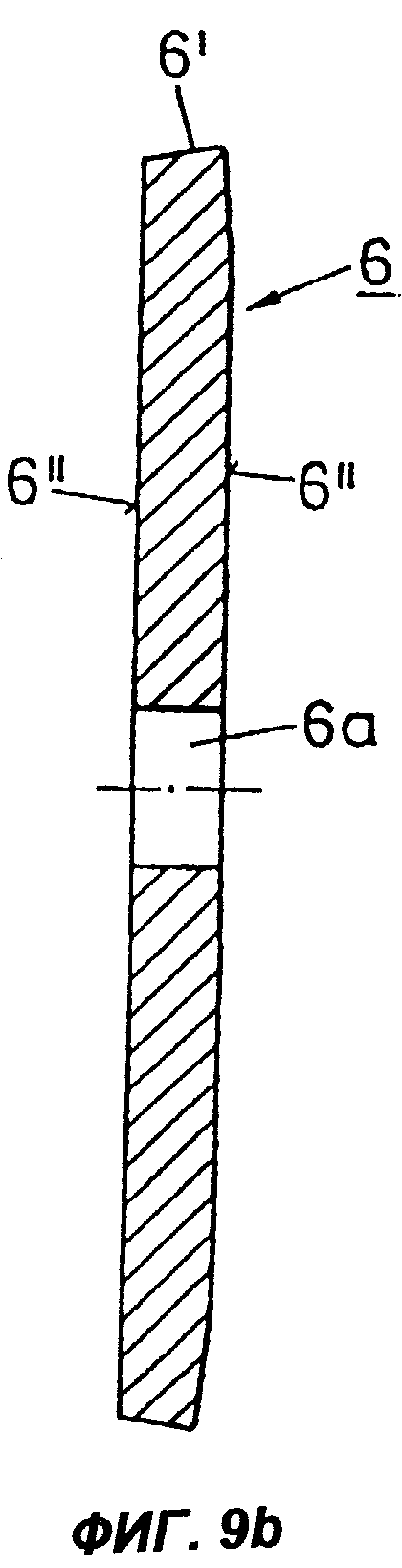
фиг.9b - закаточное колесо в разрезе;
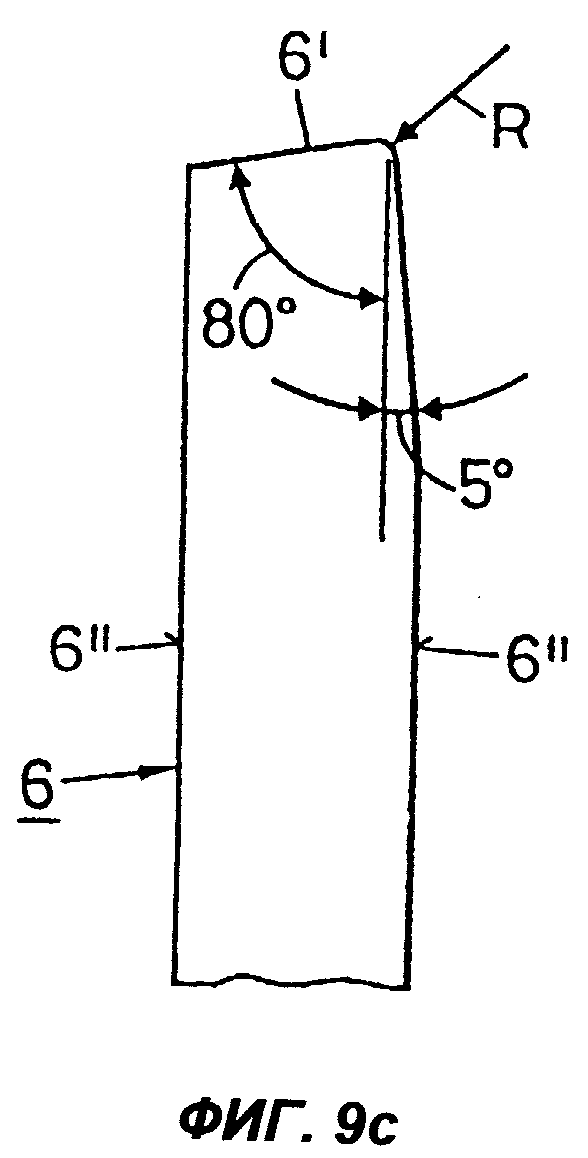
фиг.9с - угловые соотношения на закаточном колесе;
фиг.10 - разрез трубного соединения с обозначенным уплотнением;
фиг.11 - следующий разрез трубного соединения с уплотнением и фальцем другой формы в сравнении с фиг.10;
фиг.12 - третий разрез трубного соединения с уплотнением и фальцем другой формы в сравнении с фиг.11;
фиг.13 - четвертый разрез трубного соединения с уплотнением и фальцем другой формы в сравнении с фиг.10;
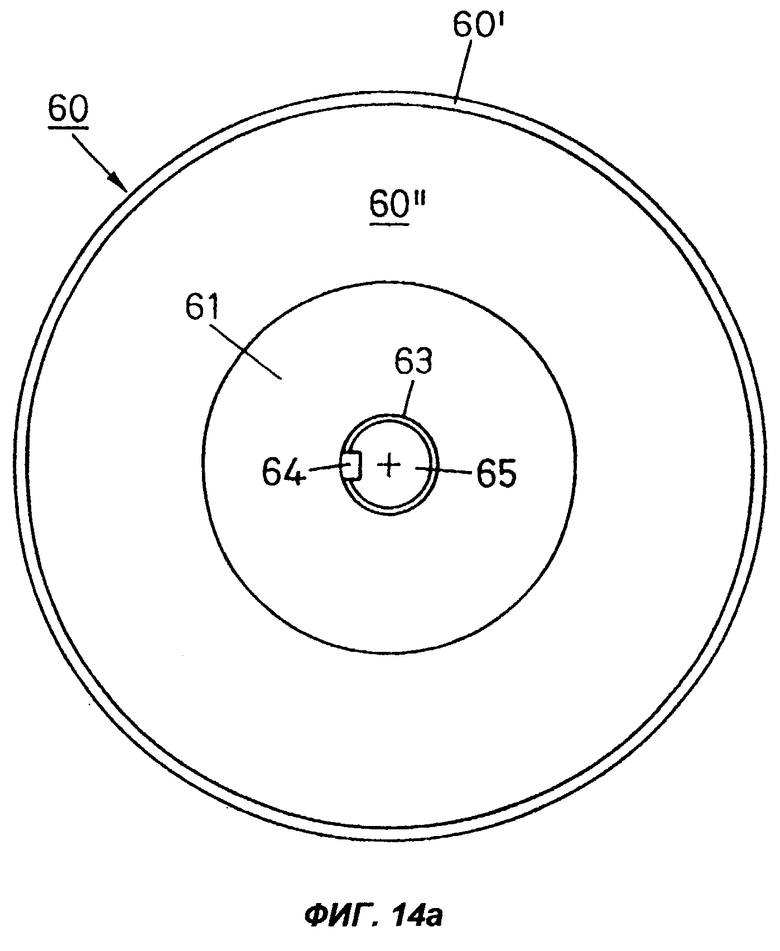
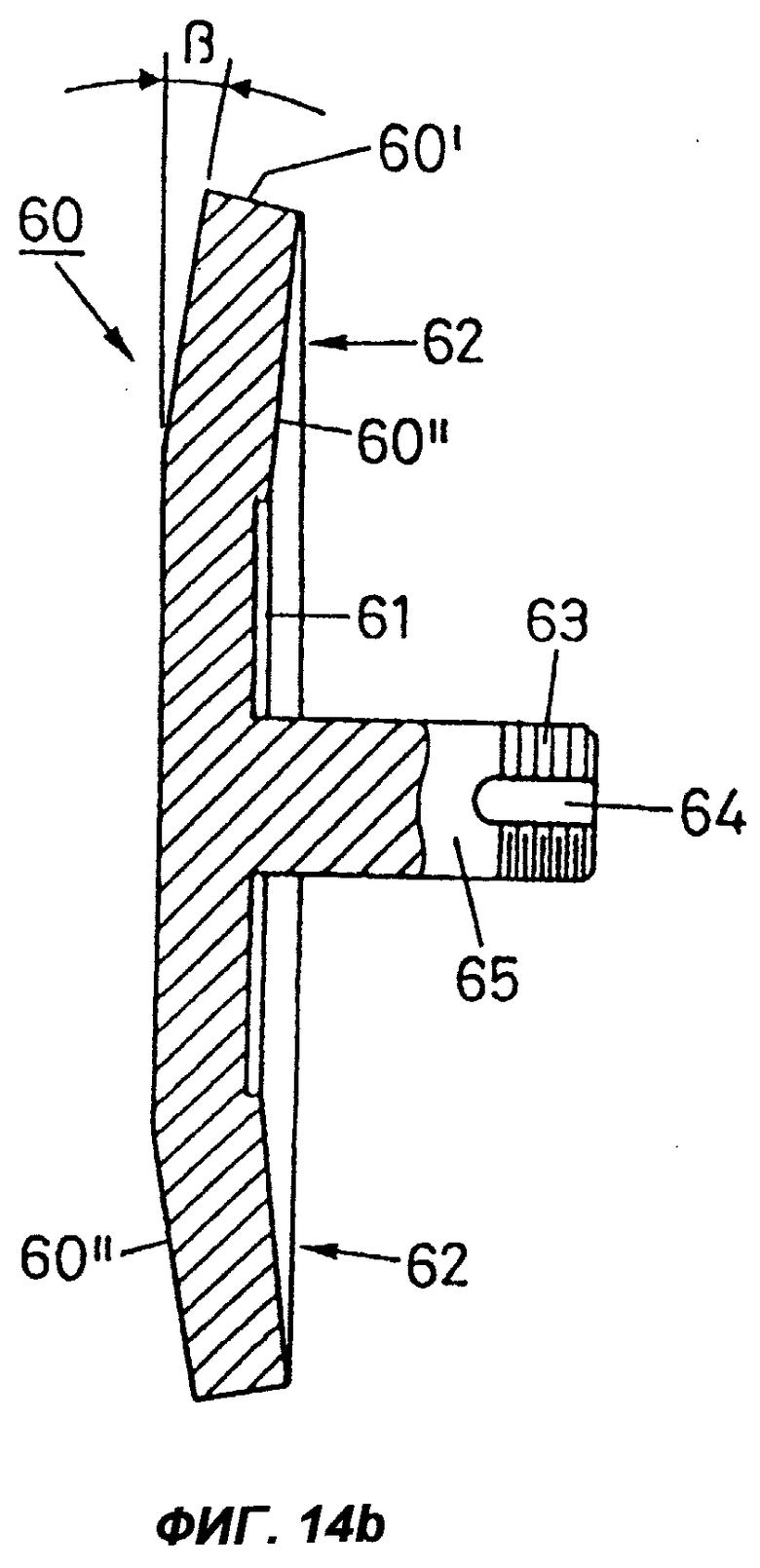
фиг.14а и фиг.14b - предпочтительное закаточное колесо для сильного закрепления уплотнений; и
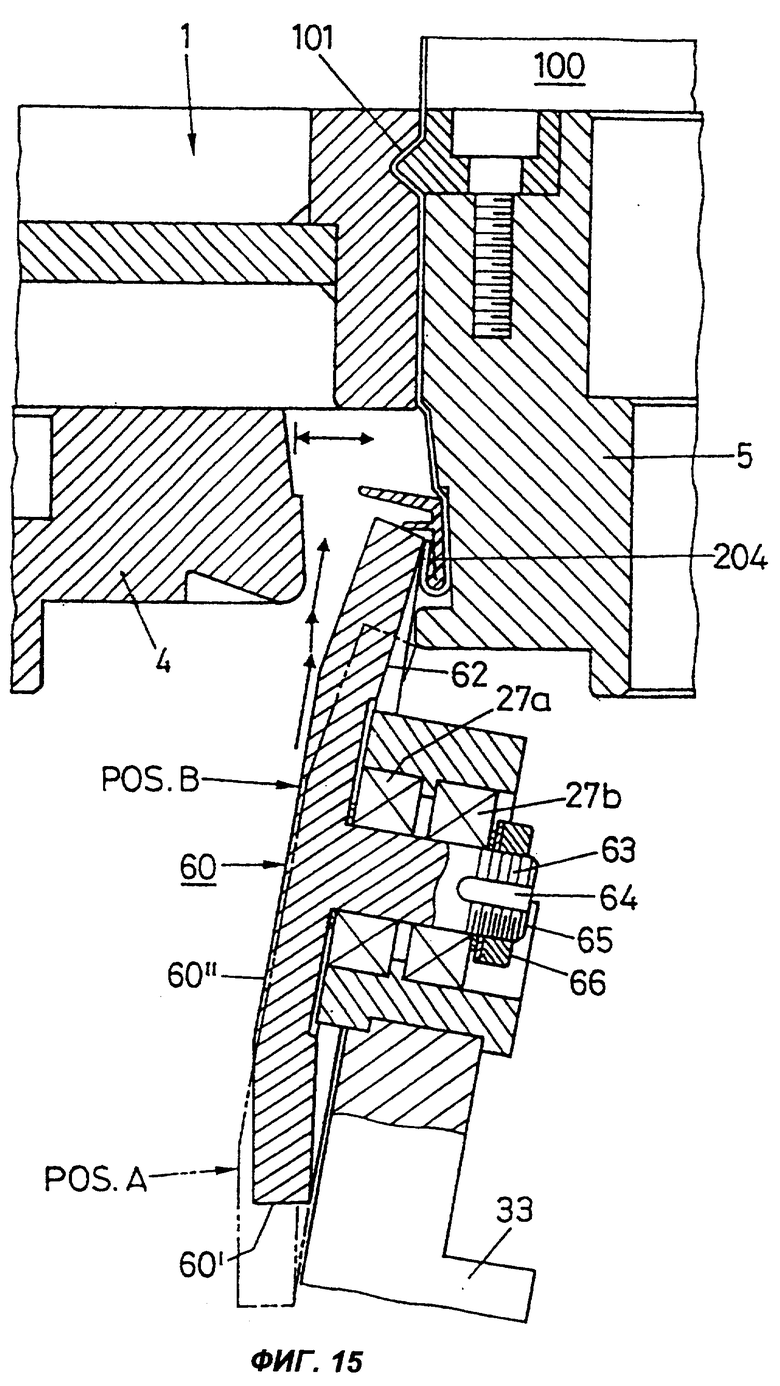
фиг.15 - предпочтительно применяемое закаточное колесо, показанное в своих обоих конечных положениях.
Осуществление изобретения
На разрезе аксонометрического изображения бортогибочного и кромкозакаточного станка (фиг.1) показана обработка стыка трубы 100. При этом стык трубы 100 со своим краевым выступом 102 - отбортовкой - установлен вертикально над опорной поверхностью машины 3, что отмечено перпендикуляром L.
В стыке трубы 100 во время показанного рабочего хода сначала выдавливается кольцевой желобок 101 под действием вогнутого гибочного и вдавливающего ролика 1, который действует от привода и прижимает стык трубы 100 к находящемуся внутри выпуклому опорному ролику 2, показанному пунктиром.
Затем изготавливается отбортовка 102 с помощью роликов 4 и 5, тоже показанных пунктиром, при этом гибочный и вдавливающий ролик 1 обеспечивает параллельную ориентацию.
После вкладывания не показанного здесь уплотнения, на участке 103, закаточное колесо 6 катится снизу по вращающемуся отогнутому краю 102 и замыкает его с образованием фальца.
Для ориентации стыка трубы 100 служат регулируемые, способные вращаться направляющие и прижимные ролики 7. Они опираются на скошенную зажимную планку 8, их ориентацию и фиксацию обеспечивают зажимной рычаг 9 и откос 10. Между тем как на фиг.1 показана обработка удлиненного стыка трубы 100 или трубного колена, на фиг.1а обрабатывается кольцо 98.
На той же самой опорной поверхности 3 стола станка для колец смонтированы соответствующие направляющие и прижимные ролики 7’, предпочтительно, чтобы два ролика были смонтированы неподвижно, а два других - с возможностью сдвигания по зажимным планкам 8 и с фиксацией зажимными рычагами 9, а также с удерживанием сбоку откосами 10.
В следующем, не показанном на чертеже варианте регулируемые направляющие и прижимные ролики 7 и соответственно 7’ соединены через свои зажимные планки с описываемыми ниже салазками для профильных роликов 51 (фиг.4 и 5), что служит для облегчения манипуляций при вкладывании и вынимании заготовки.
Гибочный и вдавливающий ролик 1 в представленном случае является необязательным и изображен соответствующим образом; от него, так же как и от желобка 101, можно отказаться, потому что направляющие и прижимные ролики 7’, обточенные, как показано на чертеже, надежно направляют кольцо 98.
Как видно на фиг.1а, допускается применять предварительно изготовленные кольца 98, которые уже снабжены кольцевым фальцем 99 и имеют отбортовку 102.
Также может уже иметься кольцевой желобок 101, который, как обычно, служит в качестве ограничительного желобка при соединении труб.
При обработке колец 98, в которых нет выдавленного желобка 101, можно отказаться от гибочного и вдавливающего ролика 1 и опорного ролика 2, что дополнительно облегчает применение станка.
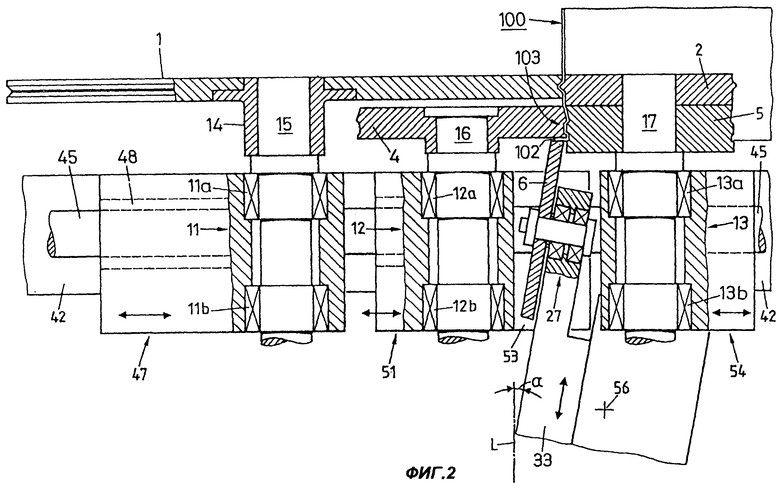
На фиг.2 более подробно показано действие отдельных роликов и приводов, расположенных так же, как на фиг.1 и фиг.1а.
Видно, как на стыке трубы 100 под действием частично вогнутого профильного ролика 5 и частично выпуклого профильного ролика 4, действующего в противоположном направлении, образуется форма 103, обеспечивающая зажим уплотнения с геометрическим замыканием. При этом гибочный и вдавливающий ролик 1 снова обеспечивает параллельную ориентацию стыка трубы 100 по его желобку 101 (фиг.1) и препятствует сдвиганию или приподниманию заготовки.
Данный гибочный и вдавливающий ролик 1 установлен на соответствующей ступице 14 с приводным валом 15, который, со своей стороны, вращается в переднем и заднем роликоподшипниках 11а и 11b, расположенных в опоре для гибочного ролика 11.
Опора для гибочного ролика 11 является составной частью салазок 47 для гибочного ролика, которые снабжены шариковыми втулками 48, опираются на передний и задний направляющие валы 45 и ориентируются параллельно (фиг.4 и 5).
Аналогично сконструированы салазки 51 для профильного ролика, причем здесь опора 12 профильного ролика оснащена роликоподшипниками 12 а и 12b и несет на приводном валу 16 профильный ролик 4.
Опорный ролик 2 и профильный ролик 5 установлены на общем приводном валу 17 с роликоподшипниками 13а, 13b в опоре 13 для профильного ролика, которая также может перемещаться по направляющим валам. На фиг.2 виден один сквозной направляющий вал 45, выступающий из опоры 13 профильного ролика. Все вместе расположено в юстируемом корпусе 54 профильного ролика.
Закаточное колесо 6, в своих салазках 33 с опорой 27, направлено под острым углом α к перпендикуляру L. Салазки 33 закаточного колеса могут настраиваться вокруг оси качания 56 в своем положении наклона под углом α к перпендикуляру L и сдвигаться гидравлическим приводом в направлении, указанном стрелкой.
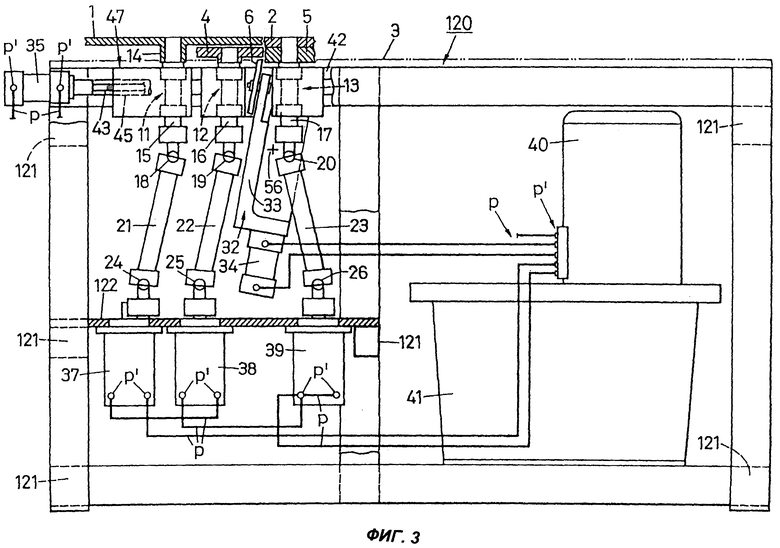
Вышеописанные устройства расположены в станине 120 станка (фиг.3), которая для жесткости снабжена траверсами 121 и содержит все приводные устройства. Данные приводные устройства состоят, прежде всего, из гидравлического агрегата 40 со штуцерами для гидравлического масла р’, напорных линий р для гидравлического масла и трех типовых гидравлических двигателей 37-39, которые закреплены фланцами на нижней монтажной плите 122. Приводные валы 15-17, показанные на фиг.3, согласованы друг с другом через карданные приводы 18-26 и приводятся в действие гидромеханическим способом. Соответствующие карданы обозначены наверху 18-20 и внизу 24-26. Данные шарниры соединены промежуточными валами 21-23.
Требуемое прямолинейное движение обеспечивается тоже типовыми гидравлическими цилиндрами двойного действия, а именно, салазки 47 для гибочного ролика приводит в движение гидравлический цилиндр 35 посредством своего поршневого штока 43, снабженного резьбой. Движение салазок 33 закаточного колеса происходит посредством другого цилиндра 34, присоединенного на фланце к приводу для наклонного подъема 32.
На чертежах также показаны расположенные на станине станка 120 опорные поверхности 3, которые образуют стол машины и показанная схематически ось качания 56, которая служит для настройки угла α (фиг.2).
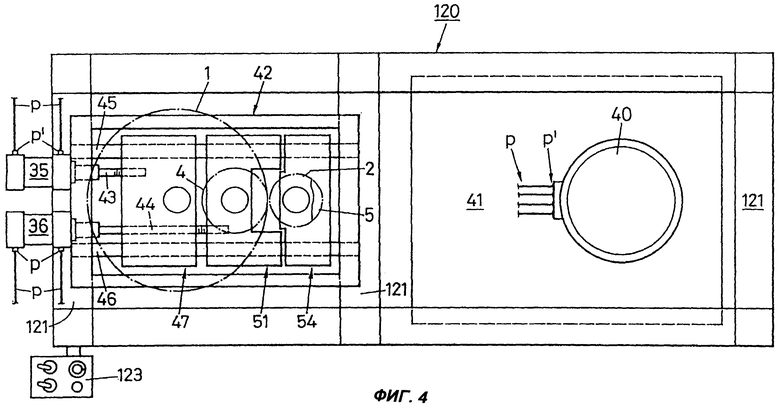
На изображенном тоже схематически виде сверху на бортогибочный и кромкозакаточный станок (фиг.4) показана станина 120 станка со своими траверсами 121 в открытом состоянии, т.е. без опорных поверхностей - стола 3 станка.
Здесь в крепежной раме видна параллельная ориентация салазок 47, 51 и 54 с помощью направляющих валов 45 и 46.
С торцевой стороны видны расположенные рядом оба гидравлических цилиндра 35 и 36, причем цилиндр 35 входит в зацепление с салазками 47 для гибочного ролика, а цилиндр 36 посредством своего поршневого штока 44 - с салазками 51 для профильного ролика. Корпус профильного ролика 54 юстируется вручную регулировочными винтами (фиг.5) и так же направляется по валам 45 и 46.
Выходные опоры салазок 47, 51 настраивают в соответствии с заготовкой путем вращения снабженных резьбой поршневых штоков 43 и 44 в соответствующей резьбе 49 и 52 в салазках 57 или 51 (фиг.5).
Ролики 1, 4, 2 и 5 показаны пунктиром, они находятся выше предполагаемого наблюдателя, над снятым столом станка.
Справа от станины 120 и в соединении с ней находится коробка управляющего устройства 123, которое обеспечивает включение и выключение рабочих операций станка. В целях упрощения изображения на чертеже не показаны общеизвестные предохранительные устройства и аварийные выключатели. В правой части фиг.4 показан гидравлический агрегат 40 со своими штуцерами р’ и напорными линиями р для гидравлического масла. Под ними находится прямоугольный масляный бак 41.
На увеличенном изображении (фиг.5) показана левая часть фиг.4 с дополнительными компонентами. Это шаровые втулки 48, а также снабженный только посадочными отверстиями корпус 54 профильного ролика, а также сквозное отверстие 50 в салазках 47 с резьбой 49. Кроме того, видна выемка 53 в салазках 51 для профильного ролика, через которую закаточное колесо 6 может воздействовать на заготовку, стык трубы 100 с его краевым выступом 102.
На еще больше увеличенных чертежах (фиг.6-8) показаны детали закаточного колеса 6 с его свободно вращающейся ходовой осью 28 и опорой 27 с крупномасштабными коническими роликоподшипниками 27а и 27b в трех разных этапах контакта с заготовкой.
Закаточное колесо 6 со своим отверстием 6а немного приподнято относительно переднего конического роликоподшипника 27а с помощью дистанционного кольца 29. С помощью шлицевой гайки 30 и дополнительного винта с внутренним шестигранником 31 оно закреплено на оси вращения 28 с фиксацией от прокручивания и легко заменяется.
На фиг.6 в направлении по стрелке видны салазки 51 профильного ролика, возвращающиеся горизонтально назад после оформления краевого выступа трубы и участка 103. Одновременно салазки 33 закаточного колеса передвигаются вверх в направлении подъема Н.
На фиг.7 показаны салазки 51 профилирующего ролика в положении после возвращения назад, так что торцевая сторона закаточного колеса 6 теперь может прикасаться к краевому выступу трубы 102.
До этого уже было вложено отмеченное на фиг.7 кольцеобразное уплотнение 200, т. е. правильно расположено и прижато на участке 103.
На фиг.8 процесс фальцевания с геометрическим замыканием уплотнения 200 уже закончено; салазки 33 закаточного кольца дошли до своего верхнего положения, уплотнение 200 крепко зажато.
Во время всего процесса обработки стык трубы 100 направляется между гибочным и вдавливающим роликом 1 и опорным роликом 2 по желобку 101 и приводится во вращение вокруг своей оси указанными приводными роликами 1 и 2.
Для правильного фальцевания большое значение имеет целесообразная конфигурация закаточного колеса 6.
На фиг.9а показано закаточное колесо 6 на виде сверху. На данном изображении видно отверстие 6а, торцевая сторона 6’ и боковая поверхность 6’’.
Вертикальный разрез фиг.9b показывает профиль закаточного колеса 6. Здесь видно, что левая боковая поверхность 6’’ имеет меньший диаметр, чем правая. Образующийся вследствие этого тупой угол показан на фиг.9с, он составляет 80° при измерении к параллельной части правой боковой поверхности 6’’. На периферийном участке правой боковой поверхности 6’’ имеется дополнительный наклон 5°, причем переход оформлен закруглением с радиусом R.
При рассмотрении фиг.9b и 9с вместе с фиг.6-8 легко заметить, что во время замыкания краевого выступа трубы 102 закаточное колесо 6 вступает в контакт сначала торцевой стороной 6’, затем - участком радиусом R и, наконец, периферией правой боковой стороны 6’’. Такая функциональная последовательность обеспечивает получение точных, геометрически замкнутых фальцев, как это требуется для закрепления уплотнений 200.
Благодаря качению и скольжению закаточного колеса 6 его контакт с заготовкой происходит с минимальным трением о заготовку, что положительно влияет на плакирование и на износ закаточного колеса 6.
На фиг.10-13 показаны примеры концевых частей подобных уплотнений 200-203. При этом варьируется не только участок 103, но также и краевой выступ трубы, который может быть модифицирован даже в двойной фальц 104 или 105.
Как показано на вышеуказанных чертежах, желобок 101 тоже может иметь разную форму.
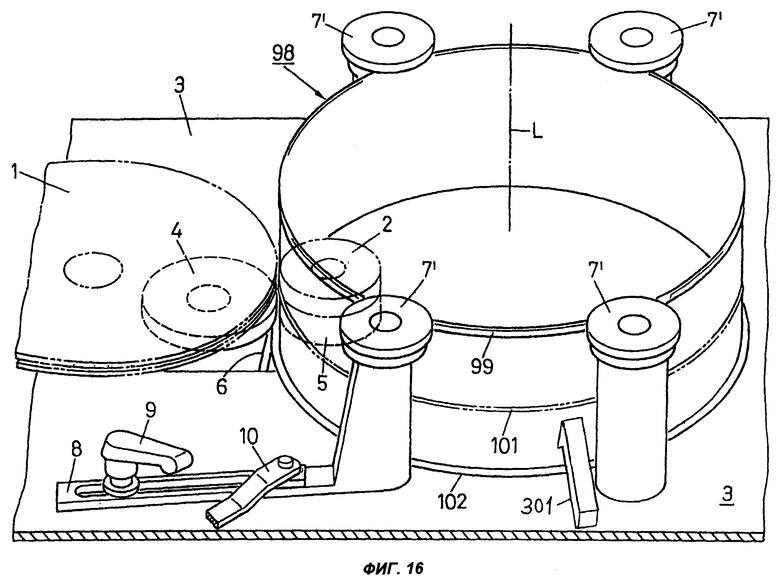
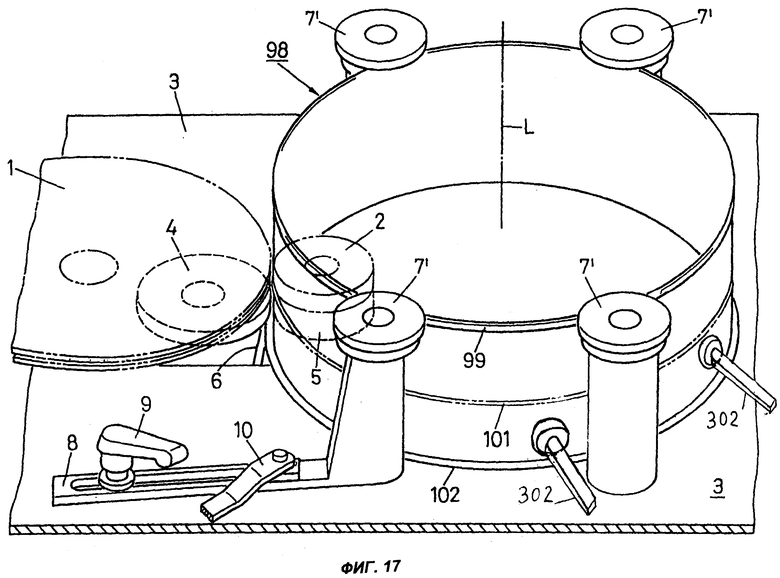
При практическом испытании установлено, что концевые части уплотнений 200-203 вследствие своей упругости склонны к размягчению, так что в целях безопасности рекомендуется установить приводимый в действие от гидромеханического привода скользящий штифт, который поверх закаточного колеса 6 во время процесса замыкания удерживает уплотнение в его самом низком положении. Форма исполнения указанного штифта или одного, или нескольких небольших роликов, в значительной мере зависит от выбранной формы уплотнения и очень легко может быть адаптирована к объекту изобретения. В зависимости от вида уплотнения его можно прижимать скользящим штифтом 301 или роликами 302 вручную, как показано на фиг.16 и 17. На фиг.17 показаны два ролика 302, однако, понятно, что в соответствующих случаях достаточно использовать только один ролик.
На фиг.13 в зажимаемой детали 203 показана дополнительная кромка 204, которая в сравнении с зажимаемыми деталями 200-202 позволяет еще больше улучшить сжатие, как здесь показано на тоже оборванном разрезе уплотняющего кольца.
На практике установлено, что, в частности, резиновые уплотнения со второй кромкой 204 (см. фиг.13), очень склонны пружинить и поэтому требуют усиленного сжатия. Поэтому было изготовлено дополнительное закаточное колесо согласно фиг.14а и 14b, которое благодаря своей форме, пути подачи и динамическим свойствам станка обеспечивает особенно прочное и устойчивое закрепление объемного уплотнения.
На фиг.14а вместе с фиг.14b видно, что данное закаточное колесо, обозначенное 60, смоделировано в форме тарелки с боковыми поверхностями 60’’, изогнутыми под углом β, равным 20°. Кроме того, показаны торцевая поверхность 60’, выемка 61, вал 65 с резьбой 63 на конце и оставленной в ней клиновой дорожкой.
На фиг.15, которая аналогична фиг.6-8, показано закаточное колесо 60 со своим тарельчатым изгибом 62 в положении контакта. Здесь видно, что после выхода профильного ролика 4, обозначенного горизонтально ограниченной стрелкой, при обратном движении закаточного колеса 60 происходит его отклонение.
Данный многодуговой путь, обусловленный частично кинематической схемой, а частично отклонением в точках опоры 27а, 27b, 33, отмечен соответствующими стрелками, параллельными закаточному колесу 60.
При этом исходное положение закаточного колеса 60 показано пунктиром как позиция А. В позиции В закаточное колесо вычерчено сплошными линиями и показано в своем конечном положении.
Закаточное колесо 60 зафиксировано известным способом с помощью стопорной гайки 63.
Установлено, что благодаря данному расположению легко поддаются обработке и прочно удерживаются даже при жестких условиях монтажа также и уплотнения, снабженные смазочными средствами или тальком, с толстыми зажимаемыми деталями 204.
Бортогибочный и кромкозакаточный станок, в основном, имеет такие размеры и приводную мощность, что это позволяет установить его даже на рабочей площадке. Чтобы там обеспечить станку полностью автономный режим работы, достаточно комплекта роликов, соответствующих диаметру заданных вентиляционных труб. Дополнительно рекомендуется сделать резьбовые отверстия в опорных поверхностях в столе станка на нескольких делительных окружностях, чтобы там можно было стационарно ввинчивать направляющие и прижимные ролики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ФАЛЬЦЕВЫМ ШВОМ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2000 |
|
RU2261772C2 |
| СТАНОК ДЛЯ ЗАКАТКИ ФАЛЬЦЕВЫХ ШВОВ | 1969 |
|
SU245716A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| ФАСОННАЯ ДЕТАЛЬ, ТРУБА ИЛИ ЧАСТЬ ТРУБЫ, ИЗГОТОВЛЕННАЯ ИЗ НЕЕ, И ПРОДОЛЬНОЕ ФАЛЬЦЕВОЕ СОЕДИНЕНИЕ | 1990 |
|
RU2026123C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2011 |
|
RU2473410C2 |
| Трубное соединение | 1986 |
|
SU1607695A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2170671C1 |
| СТВОРКА ДЛЯ ОКНА ИЛИ ДВЕРИ | 2005 |
|
RU2372463C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |




Изобретение относится к обработке металлов давлением и может быть использовано для отгибания и соединения края в фальц, в частности при обработке труб, применяемых в вентиляционной промышленности. Станок содержит станину, стол с опорной поверхностью, гибочный, вдавливающий и опорный ролики и закаточное колесо, размещенное в салазках под опорной поверхностью стола. В заготовке отгибают край с применением указанных роликов, затем осуществляют замыкание фланца с образованием фальца. Возможно предварительное выдавливание в концевой части стыка заготовки направляющего кольцевого желобка. Повышается производительность за счет выполнения всех операций в одних зажимах и улучшается качество соединения, за счет осуществления процесса замыкания в нижней части станка. 3 н и 12 з.п. ф-лы, 17 ил.
| Приспособление к токарному станку для обработки сферических поверхностей | 1956 |
|
SU104145A1 |
| RU 94007883 A1, 27.10.1995 | |||
| US 3490137 A, 20.01.1970 | |||
| СПОСОБ ПОЛУЧЕНИЯ ТРАНСФЕР-ФАКТОРА КРУПНОГО РОГАТОГО СКОТА | 2004 |
|
RU2270021C2 |
