Изобретение относится к области обработки металлов давлением, и в частности к процессам образования неразъемных соединений на трубах с использованием эффекта локальной деформации промежуточного элемента в виде втулки из пластичного материала.
Известен способ образования неразъемных соединений на трубах, включающий подготовку труб к сварке, их сборку, с размещением торца конца одной трубы на расстоянии 2-3 мм от торца ответной трубы, фиксацию концов труб от перемещений и последующую орбитальную сварку соединяемых элементов (см. Орлов П.И. Основы конструирования. Машиностроение, М., стр.175, рис.195-1).
К недостатку известного способа следует отнести уменьшение поперечного сечения по местоположению сварного шва из-за попадания грата в полость, образуемую соединенными трубами. В результате уменьшения проходного сечения изменяется характер течения рабочей жидкости, проходящей по трубам, образуются застойные зоны, которые интенсифицируют коррозию, в условиях, когда неразъемное соединение испытывает растягивающие тангенциальные напряжения. Применительно к технической документации для нефтеперерабатывающих заводов полученное неразъемное соединение контролируется посредством рентгеновского анализа, так и прохождением шарика соответствующего диаметра. Кроме того, требуется высокая квалификация сварщика, что, однако, не гарантирует отсутствие брака.
Известен также способ образования неразъемного соединения на трубах, включающий подготовку концов труб к сборке, раздачу одного из них до диаметра, превышающего внешний диаметр сопрягаемого конца трубы, установку последнего в полости, полученную раздачей, и последующую орбитальную сварку соединяемых элементов по торцу розданного конца трубы (см. Орлов П.И. Основы конструирования, Машиностроение, М., стр.175, рис.195-8 - прототип).
Недостатком известного способа является наличие полости, образованной коническим переходным участком одной из труб и торцом конца ответной трубы. Рабочая жидкость, подаваемая в трубопровод, также размещается в застойной зоне с известными негативными последствиями как по характеру ее течения, так и по воздействию коррозии на служебные характеристики неразъемного соединения.
Задачей изобретения является разработка такого способа образования неразъемного соединения, который бы не изменял характера течения рабочей жидкости, отвечал бы требованиям минимальной себестоимости и обеспечивал бы повышенные служебные характеристики.
Технический результат достигается тем, что в способе образования неразъемного соединения на трубах, включающем подготовку концов труб к сборке, раздачу одного из них до диаметра, превышающего внешний диаметр сопрягаемого конца трубы, установку последнего в полости, полученную раздачей, и последующую орбитальную сварку соединяемых элементов по торцу розданного конца трубы, согласно изобретению раздачу конца трубы выполняют в разъемной матрице, затем, не освобождая последнюю, в полученную полость трубы устанавливают втулку из пластичного материала и производят ее осевое сжатие, выдавливая материал втулки в осевом направлении с заполнением имеющегося свободного объема, далее осуществляют установку сопрягаемого конца трубы в полости трубы до образования его контакта с торцом втулки, а перед орбитальной сваркой нагружают соединяемые элементы осевым сжимающим усилием с формированием плотности по контактным поверхностям.
Осуществление предлагаемого способа позволяет получать качественные неразъемные соединения, которые не изменяют характера течения рабочей жидкости в трубопроводе, отвечают требованиям минимальной себестоимости и обеспечивают повышенные служебные характеристики.
Это объясняется тем, что, используя промежуточный элемент в виде втулки из пластичного материала, устраняют профильность внутренней поверхности одной из соединяемых труб и возможность образования застойной зоны. Осуществление же орбитальной сварки соединяемых элементов в условиях их осевого сжатия позволяет формировать сжимающие остаточные напряжения в сварном шве. Последние контролируются более дешевыми средствами, например вихревыми датчиками.
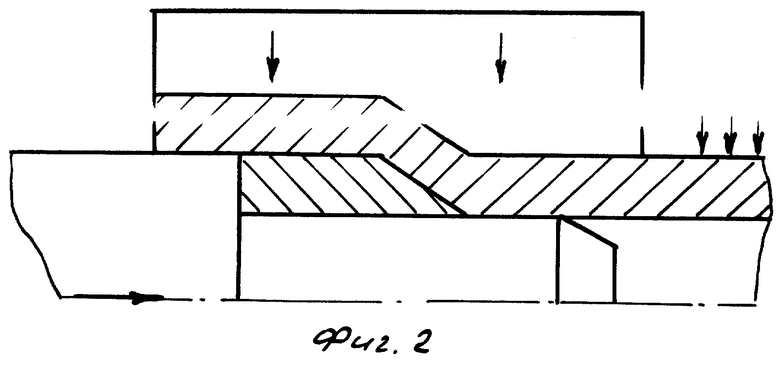
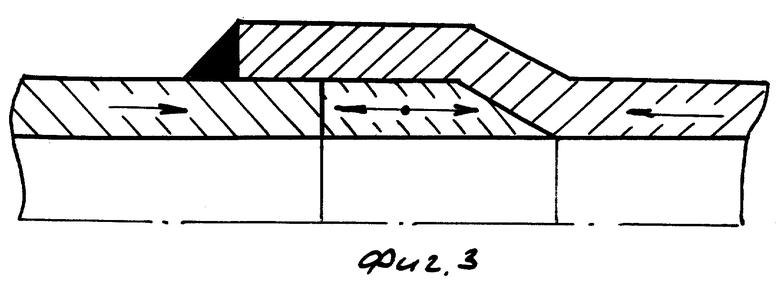
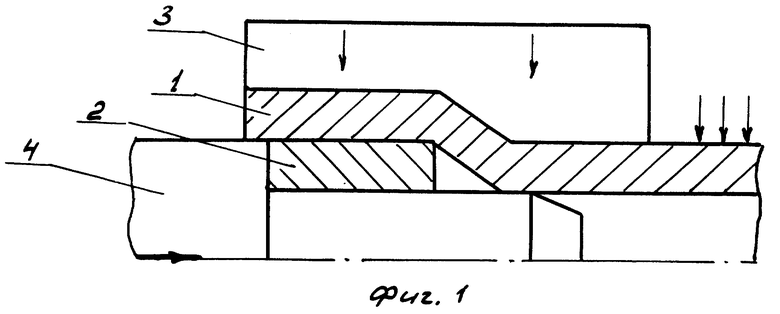
Сущность изобретения поясняется чертежами, где на фиг.1 приведено исходное положение профилированного конца трубы, сегмента разъемной матрицы (в рабочем положении), втулки из пластичного материала и ступенчатого пуансона перед устранением профильности внутренней поверхности трубы; на фиг.2 - стадия окончания выдавливания материала втулки в свободный внутренний объем трубы; на фиг.3 - окончание стадии орбитальной сварки в условиях осевого нагружения соединяемых элементов; на фиг.4 - неразъемное соединение на трубах.
Вариант осуществления изобретения состоит в следующем.
На теплообменной трубе 1 (фиг.1) выполняют операции с целью подготовки внешней поверхности ее концов к профилированию: правка трубы, отрезка ее мерной длины и зачистка поверхности концов до металлического блеска.
Далее осуществляют профилирование конца трубы, для чего ее фиксируют от возможных перемещений и посредством жесткого пуансона производят раздачу ее конца до внешнего диаметра, превышающего внешний диаметр конца сопрягаемой трубы.
Затем трубу фиксируют от возможных перемещений и посредством радиального перемещения сегментами 3, матрицы со ступенчатой рабочей полостью, охватывают внешнюю поверхность участка трубы, подвергнутого раздаче.
После чего в полости конца трубы размещают втулку 2 из пластичного материала. На завершающей стадии сборки технологической оснастки, трубы и втулки в отверстие последней с минимальным зазором устанавливают ступенчатый пуансон 4 (фиг.1)
Прикладывая осевое усилие к торцу ступенчатого пуансона, вызывают его перемещение и, как следствие, выдавливание материла втулки в осевом направлении с заполнением имеющегося свободного объема (фиг.2). При этом между торцами трубы и втулки формируется свободный объем, куда вводят конец ответной трубы до образования его контакта с торцом втулки.
Соединяемые элементы перед сваркой нагружают осевым усилием. Производят их орбитальную сварку. При этом нагрев соединяемых элементов посредствам теплопередачи вызывает также нагрев материала втулки. Поскольку коэффициент линейного расширения последнего в несколько раз превышает аналогичный коэффициент материалов труб и соединяемые элементы испытывают сжимающее усилие, то имеет место дополнительное нагружение втулки с формированием плотности по контактным поверхностям (фиг.3).
Освобождение труб от осевой нагрузки, с учетом растягивающих осевых остаточных напряжений в материале втулки, вызывает формирование сжимающих напряжений в сварном шве, повышая его прочностные характеристики.
Таким образом, контролированием остаточных напряжений в сварном шве возможна оценка качества неразъемного соединения.
Опытно-промышленная проверка разработанного способа прошла при образовании неразъемных соединений на трубах из стали 20. Исходные геометрические размеры трубы составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм. Внешнее профилирование концов трубы выполнялось в технологической оснастке горизонтального гидравлического пресса двойного действия, изготовленного и эксплуатируемого на ООО “Ремонтно-механический завод” НК ЮКОС, развивающего максимальное усилие, равное 0,6 МН. Цилиндрический участок после раздачи конца трубы имел длину в 20 мм при внутреннем диаметре, равном 25+0,05 мм.
Втулки изготавливались из алюминиевого сплава марки АМГ-6 с длиной, равной 18 мм, внешним диаметром - 24,9 мм и диаметром отверстия - 19,4 мм, равным диаметру отверстий в трубах.
Орбитальная сварка производилась в соответствии с рекомендациями для сварки данных сталей.
Технологическая оснастка для выдавливания материала втулки изготавливалась из инструментальной стали У8А с твердостью после закалки не менее 56 единиц и точностью исполнительных размеров по 9-му квалитету.
Установлено, что образование неразъемных соединений с использованием промежуточных элементов гарантированно обеспечивает повышенные служебные характеристики соединений; устраняет всякую дефектность, влияющую на эксплуатацию изделий, например, U-образных трубных пучков.
Испытаниями на растяжение подтверждены повышенные прочностные характеристики неразъемных соединений.
Плотность неразъемных соединений в сочетании с высокой коррозионной стойкостью обеспечили 100% их пригодность требованиям производства.
Изобретение применимо при изготовлении U-образных трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2234994C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2238164C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2239508C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2238165C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2009 |
|
RU2427439C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2005 |
|
RU2291752C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254950C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254949C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2219010C2 |

Изобретение относится к области обработки металлов давлением, а именно к процессам образования неразъемных соединений на трубах с использованием эффекта локальной деформации промежуточного элемента в виде втулки из пластичного материала. Раздачу конца трубы выполняют в разъемной матрице. В полученную полость трубы устанавливают втулку из пластичного материала и производят ее осевое сжатие. Устанавливают сопрягаемый конец трубы в свободный от втулки объем полости до образования его контакта с торцом втулки. Перед орбитальной сваркой нагружают соединяемые элементы осевым сжимающим усилием с формированием плотности по контактным поверхностям. Это позволяет получить повышенные прочностные характеристики неразъемных соединений и обеспечить высокую коррозионную стойкость. 4 ил.
Способ образования неразъемного соединения на трубах, включающий подготовку концов труб к сборке, раздачу одного из них до диаметра, превышающего внешний диаметр сопрягаемого конца трубы, установку последнего в полость трубы, полученную раздачей, и последующую орбитальную сварку соединяемых элементов по торцу розданного конца трубы, отличающийся тем, что раздачу конца трубы выполняют в разъемной матрице, затем, не освобождая последнюю, в полученную полость трубы устанавливают втулку из пластичного материала и производят ее осевое сжатие, выдавливая материал втулки в осевом направлении с заполнением имеющегося свободного объема, далее осуществляют установку сопрягаемого конца трубы в полости трубы до образования его контакта с торцом втулки, а перед орбитальной сваркой нагружают соединяемые элементы осевым сжимающим усилием с формированием плотности по контактным поверхностям.
| ОРЛОВ П.И | |||
| Основы Конструирования | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение, 1978, с.576 | |||
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2179903C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164189C2 |
| ПНЕВМОИМПУЛЬСНОЕ УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДОВ | 1997 |
|
RU2124952C1 |
| US 4602492, 29.07.1986 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

