Настоящее изобретение относится к способу обработки графитовых деталей, такой как выполнение отверстий в деталях из графита, в частности отверстий под соединительные втулки в анодах, используемых в электролизерах при производстве алюминия, а также к устройству для его осуществления и обрабатывающему инструменту.
В современных электролизных установках для производства алюминия применяются аноды, которые состоят из предварительно спеченного или прошедшего обжиг графитового корпуса, закрепленного в анододержателе. Анододержатель обычно состоит из верхней части, анодного стержня, сделанного из алюминия, и нижней части, состоящей из скобы со стальными соединительными втулками, которые направлены книзу.
Графитовый корпус закреплен на стальной детали анододержателя посредством узла крепления из чугуна или монолитного огнеупорного материала. Более конкретно, узел крепления графитового корпуса к стальной детали состоит из соединительных втулок, находящихся в стальной детали, причем упомянутые втулки расположены так, что их сначала вводят снизу через отверстия в графитовом корпусе, а затем отверстия заполняют расплавленным чугуном или в них запрессовывают монолитный огнеупорный материал.
Отверстия в графитовой детали традиционно получают в процессе формования графитовых деталей из так называемого "сырого графита", перед процессом обжига (процессом предварительного спекания).
В результате это приводит к следующим недостаткам.
Заготовки из сырого графита должны быть особым образом уложены в обжиговых печах во избежание оплавления и деформации отверстий. Такая особая укладка требует дополнительных затрат труда и снижает пропускную способность при обжиге, т.е. снижает производительность.
Однако, даже если учесть упомянутые предосторожности, некоторые отверстия все же будут деформированы, и, следовательно, некоторые графитовые детали окажутся непригодными. Количество брака в некоторых случаях может достигать 10% и более.
Другая проблема, связанная с обжигом графитовых деталей с предварительно выполненными отверстиями, состоит в том, что набивочный материал может прочно привариться к стенкам отверстий.
Другими недостатками является то, что предварительное выполнение отверстий под соединительные втулки сопровождается большими градиентами плотности и появлением многих мелких трещин в графитовой детали вокруг отверстия. Наличие трещин приведет в результате к высокому контактному электрическому сопротивлению, которое очень нежелательно в процессе электролиза, поскольку увеличение сопротивления может вызвать повышение температуры в узле крепления между анодом и соединительной втулкой.
Еще одним недостатком предварительного формования отверстий под соединительные втулки является то, что существуют ограничения геометрической формы, которая может быть получена по той технологии, по которой отверстия обычно получают с использованием вибрационной матрицы с выступами, у которых должна быть предусмотрена конусность, с тем чтобы их можно было извлекать из детали после окончания формования. Если необходимо выполнить отверстия под соединительные втулки с поднутрением или конические отверстия, которые постепенно расширяются, то такое отверстие подлежит дальнейшей обработке.
Для зачистки отверстий под соединительные втулки после обжига анода предложено несколько технических решений. Например, в патенте Франции № 2590911 предложен состоящий из двух частей инструмент для зачистки отверстий под соединительные втулки, у которого первая, верхняя часть предназначена для зачистки канавок в стенках отверстия, тогда как вторая часть предназначена для сглаживания периферийной поверхности и основания отверстия. Вторая часть приводится в действие посредством вращения вала, тогда как первая часть, расположенная соосно, не связана с валом. Это устройство, которое, помимо прочего, предназначено для зачистки канавок в стенках отверстий за счет осевого перемещения, имеет ограничения в отношении зачистки предварительно формуемых отверстий.
В Европейском патенте № 0764728 А1 предложено устройство для получения в одном аноде трех отверстий под соединительные втулки. Устройство содержит средство для центрирования анода с предварительно формуемыми отверстиями, опору для анода с возможностью подъема/опускания и три шпинделя для обработки нижних торцов, каждый с собственной фрезерной головкой для обработки анодных отверстий.
Должно быть понятно, что в вышеприведенной публикации предложено изготавливать с помощью обрабатывающего инструмента отверстия в анодных блоках без предварительного формования отверстий и, кроме того, что это может быть выполнено с достаточной точностью. Однако отсутствуют сведения, из которых было бы понятно, что такой инструмент подобен предложенному в настоящем изобретении.
В настоящем изобретении предложен способ изготовления отверстий в графитовых деталях, после того как они были подвергнуты обжигу, в результате чего могут быть получены отверстия с размерами высокой степени точности и при минимальном износе оборудования, а также устройство для осуществления способа. Кроме того, устройство может служить также для удаления излишков материала с поверхности графитовых деталей с помощью такой обработки, как выравнивание и сглаживание.
Настоящее изобретение позволяет исключить предварительное формование отверстий в графитовых деталях в "сыром состоянии" под соединительные втулки. За счет исключения предварительного формования отверстий сокращается время вибрации совместно с формованием графитовых деталей в "сыром состоянии" и могут быть устранены существующие проблемы, связанные с колебаниями плотности и появлением трещин вокруг отверстий для соединительных втулок.
Кроме того, настоящее изобретение обеспечивает большой экономический эффект за счет процесса обжига, поскольку может быть упрощено размещение в печи, благодаря тому, что графитовые детали не имеют отверстий, которые могут деформироваться. Уменьшение времени размещения деталей будет способствовать повышению производительности печи.
Можно также увеличить производительность отдельных печей за счет увеличения крутизны кривых нагрева, т.е. можно увеличить изменение температуры в единицу времени, поскольку структура графитовых деталей более однородна (без отверстий под соединительные втулки). Настоящее изобретение предусматривает также, что кассеты в печи могут загружаться полнее (увеличение производительности), поскольку нет необходимости следить за укладкой анодов.
Кроме того, количество графитовых деталей, которые должны быть забракованы после обжига, будет меньше, так как они имеют простую геометрическую форму и, следовательно, менее склонны к отклонениям. Любые графитовые детали, которые окажутся поврежденными в процессе обжига в результате образования трещин и т.п., будут представлять собой брак с более низким уровнем затрат, чем ранее, благодаря меньшим затратам труда на их изготовление перед обжигом.
Более того, могут быть исключены такие трудоемкие операции, как зачистка/центровка отверстий под соединительные втулки после обжига. К операциям, которые являются трудоемкими, относятся те, которые выполняют вручную, а также те, которые связаны с появлением мелкодисперсной пыли и шумов.
Другое преимущество состоит в том, что прошедшая обжиг графитовая деталь теперь может быть быстро приспособлена к различным конструкциям анододержателей так, что резервные запасы анодного графита могут быть уменьшены. Кроме того, согласно настоящему изобретению могут быть легко и быстро получены отверстия различной геометрии, такие как отверстия переменного сечения (конические), или овальные отверстия, или отверстия с резьбой/канавками.
Кроме того, при использовании механической обработки согласно настоящему изобретению могут быть обеспечены меньшие допускаемые отклонения у отверстий под соединительные втулки, чем могут быть получены по существующей технологии.
Настоящее изобретение будет подробно описано ниже с использованием примеров и фигур, где:
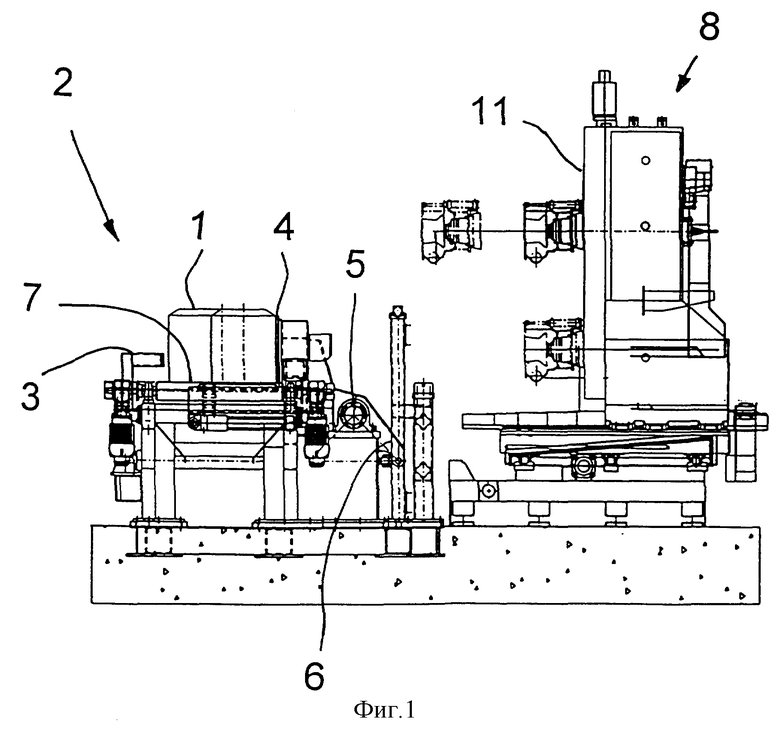
На фиг.1 показан вид сбоку устройства для получения отверстий в графитовых деталях в первой позиции.
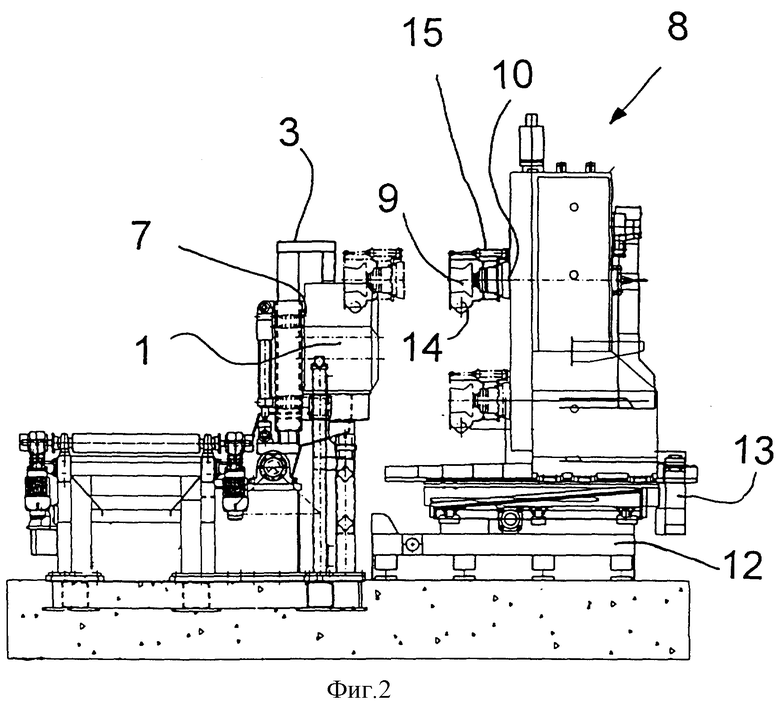
На фиг.2 показан вид сбоку устройства, показанного на фиг.1, во второй позиции.
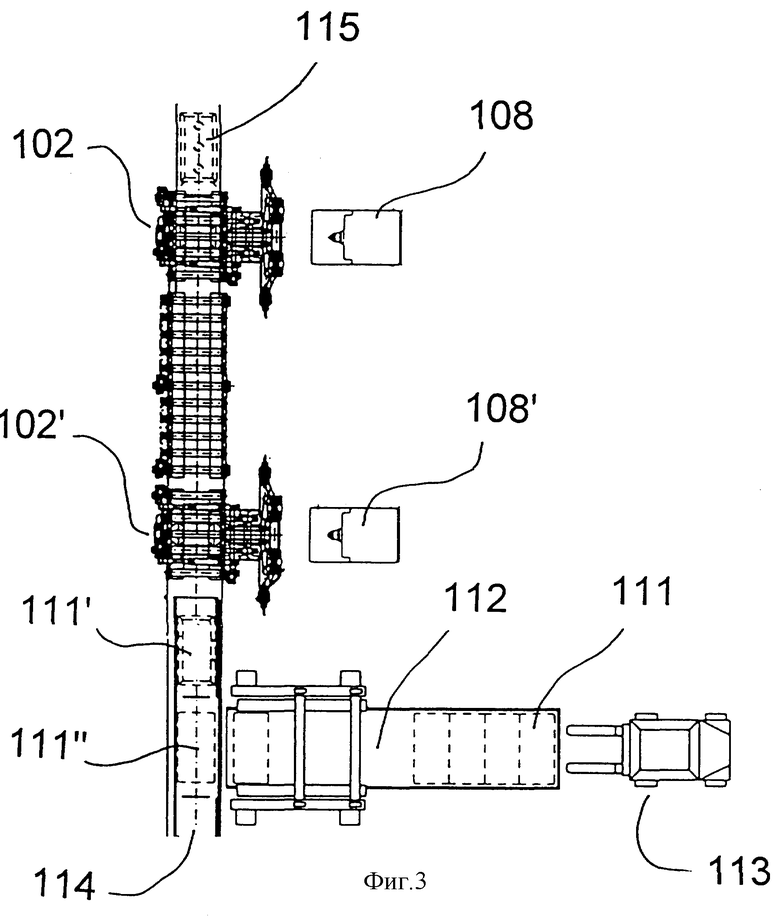
На фиг.3 показана линия обработки с двумя постами обработки, понятными из приведенного выше.
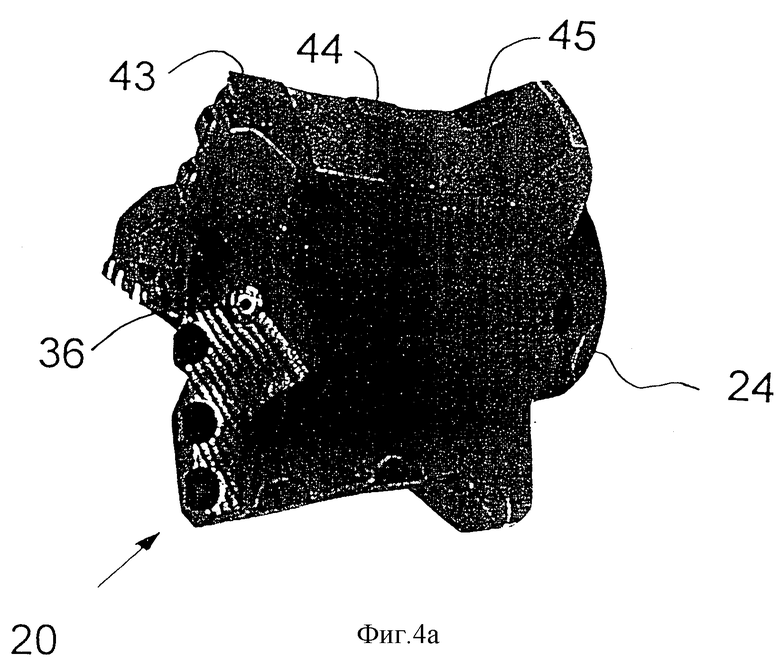
На фиг.4а показан вид в перспективе обрабатывающего инструмента согласно настоящему изобретению.
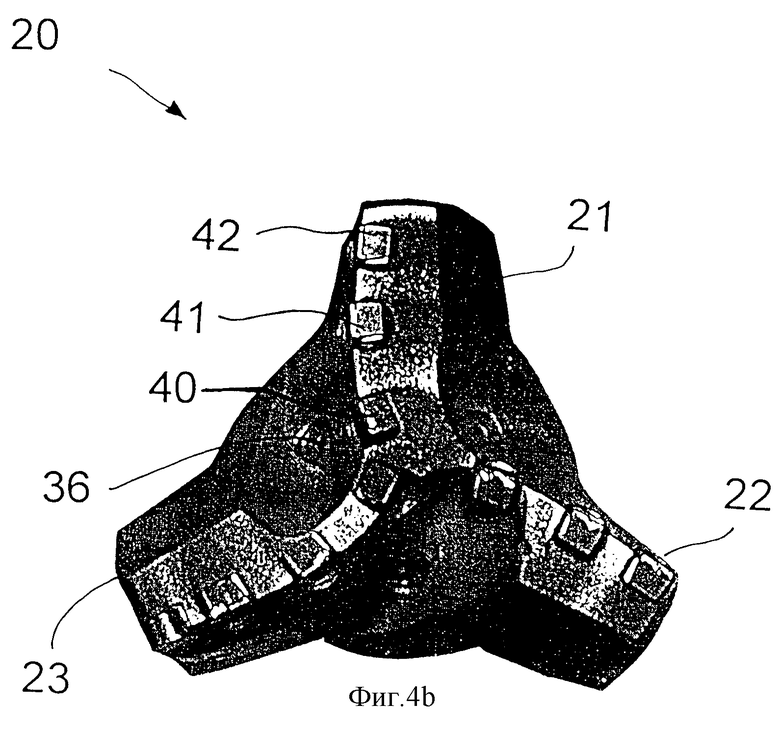
На фиг.4b показан обрабатывающий инструмент, показанный на фиг.4а, понятный из приведенного ниже.
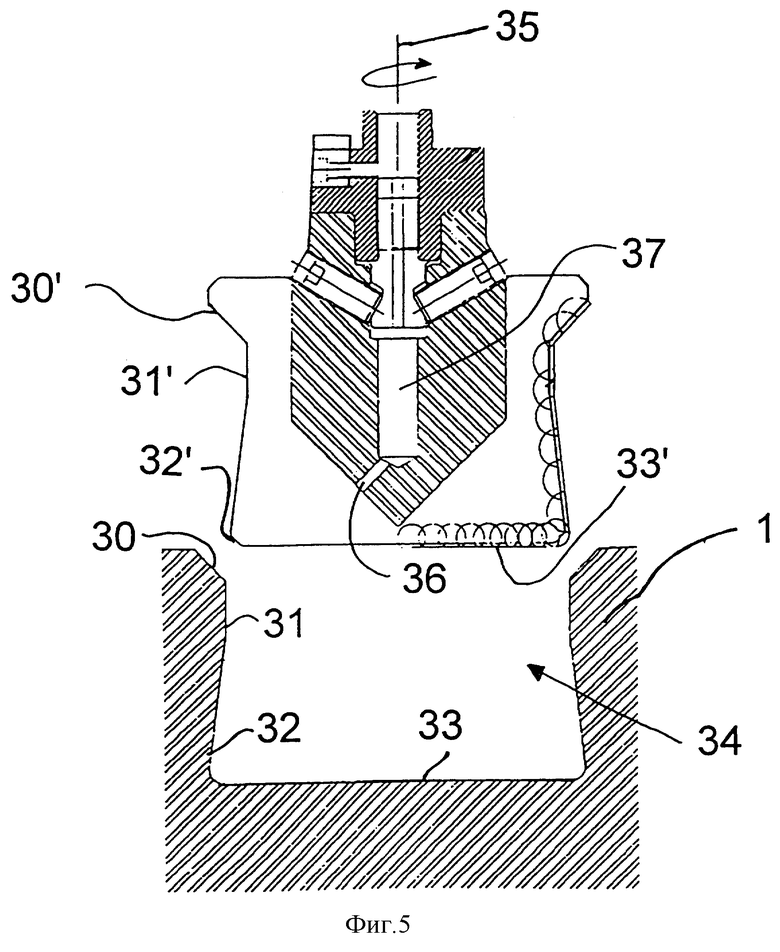
На фиг.5 приведено поперечное сечение обрабатывающего инструмента, показанного на фиг.4а и 4b.
На фиг.1 показано устройство для выполнения отверстий в графитовых деталях, где графитовая деталь 1 установлена в механизме 2 позиционирования. Механизм позиционирования связан с направляющей транспортера и имеет горизонтальную опорную поверхность 7 и средство крепления графитовой детали в нужном положении относительно направления транспортирования (не показано). Целесообразно, чтобы графитовые детали были продолговатыми и транспортировались так, чтобы направление транспортирования соответствовало их продольному направлению и, кроме того, так, чтобы поверхность, в которой должно быть выполнено отверстие, была обращена вверх. Кроме того, механизм позиционирования содержит одно или несколько средств 3 крепления для фиксации графитовой детали в поперечном направлении относительно стопора 4.
Механизм позиционирования располагает графитовую деталь относительно поста 8 обработки с установкой 11 механической обработки и сконструирован так, что может поворачиваться на 90 градусов вокруг вала 5 с использованием, например, линейного двигателя (не показан), соединенного с рычагом 6. Когда линейный двигатель приводят в действие, рычаг движется в поперечном направлении в сторону направляющей транспортера, и механизм позиционирования с графитовой деталью 1 поворачивается так, что горизонтальная опорная поверхность 7 перемещается в вертикальное положение, см. фиг.2.
Установка 11 механической обработки, которая показана здесь, обычно содержит один обрабатывающий инструмент 9, установленный в шпинделе 10, но может быть использовано также несколько таких инструментов с соответствующими шпинделями. Для обработки одного анода с тремя отверстиями под соединительные втулки целесообразно использовать три шпинделя, работающих параллельно. В показанном варианте шпиндель предназначен для вращения вокруг горизонтальной оси.
Установка 11 механической обработки поста 8 обработки опирается на основание 12 и имеет шасси 13, предназначенное для перемещения установки в горизонтальной плоскости, что делает возможным осуществление механической обработки графитовой детали в поперечном и продольном направлениях. Для обработки графитовой детали в поперечном направлении шпиндель 10 сконструирован с возможностью перемещения в вертикальном направлении.
Для поста 8 обработки целесообразно наличие программируемого регулирующего средства (не показано), с тем чтобы обрабатывающий инструмент 9 посредством использования шасси и свободного перемещения шпинделя мог занимать все положения как в горизонтальной плоскости, так и в вертикальном направлении. Пункт обработки может содержать средство (не показано), которое определяет форму и положение графитовой детали. Информация об этом может быть введена в средство регулирования установки механической обработки, которое использует эту информацию в соответствии с процессом обработки или для выбора программы обработки. Программные станки, такие как станки с CNC (с числовым программным управлением), хорошо известны специалистам по механической обработке, и поэтому далее здесь не предусмотрено подробного описания реального регулирования для установки механической обработки.
Как показано на фиг.1 и 2, обрабатывающий инструмент 9 установлен в шпинделе 10. Вокруг обрабатывающего инструмента может быть размещен податливый кожух 14. Кожух закреплен на установке 11 механической обработки с одной стороны и имеет отверстие с другой стороны. В процессе обработки графитовой детали шпиндель с обрабатывающим инструментом движется в направлении графитовой детали. Затем кожух приходит в контакт с графитовой деталью и образует уплотнение с ее поверхностью. Внутреннее пространство кожуха может быть соединено со всасывающим средством (не показано), с тем чтобы всю образующуюся в процессе обработки пыль удалять из места обработки. Кроме того, сам обрабатывающий инструмент может содержать средство для подачи сжатого воздуха, который способствует выдуванию частиц и пыли из отверстия, которое подвергают обработке. Кожух может иметь сильфон или подобное ему средство и исполнительный механизм/линейный двигатель 15 или пружинящее средство (не показаны), которые обеспечивают приведение кожуха в контакт и образование уплотнения с графитовой деталью.
Помимо этого, обрабатывающий инструмент показан в извлеченном и нижнем положении, как показано пунктирными линиями на фигурах.
На фиг.3 показана, как понятно из приведенного выше, линия обработки с двумя постами обработки 108 и 108’. Механизмы позиционирования 102 и 102’ расположены в соответствии с положением постов обработки и положением графитовых деталей на постах обработки.
Графитовые детали 111. которые подлежат обработке, могут быть поданы, например, на одну направляющую 112 транспортера с помощью тележки 113 или подобного ей средства на вход направляющей транспортера. Выход направляющей 112 транспортера может быть расположен так, чтобы графитовые детали 111’, 111’’ поступали отсюда на вторую направляющую 114 транспортера, которая проходит от начала до конца механизмов 102, 102’ позиционирования. Обработанные графитовые детали 115 транспортируют от постов обработки с использованием направляющей 114 на склад, который не показан. Следует понимать, что линия обработки может работать так, что в данное время функционирует только один пост обработки. Это позволяет выполнять контроль/обслуживание поста, который не работает. В периоды, когда требуется большой объем производства, одновременно могут работать оба поста таким образом, чтобы графитовые детали, которые не обрабатывались на первом посту 108’ обработки, подвергались затем обработке на посту 108. Посты обработки могут быть снабжены различными инструментами, а также могут быть запрограммированы по-разному для обработки графитовых деталей для различных типов подвески (анододержателей).
На фиг.4а, 4b и 5 показан обрабатывающий инструмент, который может быть использован в качестве части устройства. Инструмент, показанный на фиг.4а и 4b, содержит режущую головку 20 с монтажной частью 24 и тремя консолями 21, 22, 23. Монтажная часть по конструкции может иметь внутреннюю резьбу или сконструирована любым другим целесообразным образом для соединения со шпинделем 10. Консоли имеют расходящуюся форму, так что размер консолей в радиальном направлении возрастает в направлении к наружному концу режущей головки. Кроме того, консоли имеют режущие элементы 43, 44, 45 на своих периферийных поверхностях и режущие элементы 40, 41, 42 на своих осевых поверхностях. Целесообразно, чтобы режущие элементы были изготовлены из керамического материала, твердого металла, алмаза (поликристаллического) или любого другого известного материала, который подходит для этой цели. Что касается установки режущих элементов, то они могут быть расположены в консолях (асимметрично расположенных) так, чтобы в процессе обработки режущие элементы находились в положениях, которые несколько смещены одно относительно другого.
На фиг.5 показано поперечное сечение режущей головки, показанной на фиг.4а и 4b. Показанная здесь режущая головка имеет канал 37 и сопло 36 для подачи сжатого воздуха в основание отверстия под соединительную втулку. Сжатый воздух способствует перемещению удаляемых материалов, таких как стружка, которая образуется в процессе обработки отверстия. В показанном варианте сжатый воздух подается через инструмент центрально, тогда как удаление стружки будет происходить снаружи по отношению к инструменту.
Кроме того, как показано на чертеже, режущая головка имеет такую конструкцию, что она способна обрабатывать конические отверстия под соединительные втулки. На фигуре также показано сечение, проходящее через графитовую деталь 1, с отверстием 34 под соединительную втулку, полученным с использованием инструмента. Отверстие имеет цилиндрическую поверхность 31. Как правило, это получают с помощью режущих элементов, которые находятся на поверхности 32’ режущей головки, в то время как в процессе обработки режущую головку приводят во вращение вокруг неподвижной оси. Поверхность 32 является конической и наклонной относительно основания отверстия. Поверхность образуется теми же режущими элементами, что и упомянутая выше (32’), однако здесь режущая головка совершает в своем нижнем положении орбитальное движение, т.е. ось вращения режущей головки совершает круговое движение. Если ось режущей головки находится в фиксированном положении на протяжении всей обработки, то отверстие будет цилиндрическим за исключением фаски 30, образованной частью 30’ режущих элементов. Кроме того, можно использовать режущую головку для получения цилиндрических отверстий большего диаметра, чем диаметр режущей головки, за счет кольцевого движения оси 35 вращения режущей головки на протяжении всего процесса обработки, т.е. ось вращения движется так, что она постоянно описывает направляющую цилиндрической поверхности.
Посредством придания оси 35 вращения режущей головки движения по кольцу увеличенного размера, когда режущая головка находится в нижнем положении, отверстию можно придать коническую форму. Если нужно, чтобы отверстие имело овальную форму, то упомянутое кольцевое движение заменяют на овальное, или эллиптическое, движение. Следует отметить при этом, что конструктивно может быть предусмотрено также, чтобы ось вращения режущей головки описывала другую кривую, если это требуется.
Таким образом, при использовании предложенного устройства можно получить отверстие, которое имеет диаметр, равный или больший, чем диаметр режущей головки, и получить эти отверстия цилиндрическими или коническими по форме. Можно также придать отверстиям овальную форму. Отверстия могут быть изготовлены в плоскости основания при использовании режущих элементов, установленных в осевой части 33’ консолей. Альтернативно осевые поверхности консолей могут быть другими, например, они могут быть закругленными, или режущие элементы на них могут быть расположены так, чтобы получить центральную часть отверстия с поднутрением, если это необходимо.
Обрабатывающий инструмент с радиальным режущим элементом, который выступает наружу (не показан), используют для получения резьбы/канавок в отверстии. При использовании настоящего изобретения резьбу можно нарезать даже в нецилиндрических отверстиях.
Проведенные испытания показали, что предложенный обрабатывающий инструмент подвержен минимальному износу в процессе обработки графитовых деталей и удовлетворяет требованиям, предъявляемым к точности и качеству изготовления отверстий. Было показано, что обрабатывающий инструмент обрабатывает графитовый материал без образования зазубрин и трещин, и, как было показано, использование какой бы то ни было смазки/охлаждения является излишним.
Стружка, образующаяся в процессе обработки, является относительно крупнозернистой в условиях предпочтительной подачи и скоростей резания, и поэтому образуется немного мелкодисперсной пыли.
При испытаниях время цикла составило приблизительно 74 секунды для обработки (сверления или обработки конического отверстия) анода с тремя отверстиями под соединительные втулки. Отверстия под соединительные втулки имели диаметр 160 мм и глубину 110 мм с конусом в основании.
Кроме того, были выполнены сравнительные испытания анодов в электролизной печи, изготовленных в соответствии с настоящим изобретением, и анодов, полученных с предварительным выполнением отверстий. Эти испытания показали, что контактное сопротивление между соединительной втулкой и анодом было ниже у анодов, сделанных в соответствии с настоящим изобретением.
Должно быть понятно, что вышеупомянутый пост обработки может быть дополнительно использован для сглаживания поверхности графитовой детали с целью достижения нужного класса точности и шероховатости. Графитовую деталь можно поворачивать подходящим образом (не показано) для обработки поверхностей других сторон детали. Обработку, как описано выше, можно выполнять путем взаимного перемещения между инструментом и графитовой деталью. Как вариант, графитовую деталь можно перемещать относительно обрабатывающего инструмента (не показано).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Устройство для хромирования наружных поверхностей | 1983 |
|
SU1148907A1 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2241577C1 |
| Самонаводящееся устройство для обрабатывающих станков | 1976 |
|
SU878184A3 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2134631C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
Изобретение относится к способу и устройствам для обработки графитовых деталей, такой как выполнение отверстий в прошедших обжиг графитовых деталях, в частности отверстий в анодах под соединительные втулки, используемых в электролизерах при производстве алюминия. Устройство содержит механизм позиционирования со средством позиционирования и фиксации прошедшего обжиг графитового элемента и пост обработки с по меньшей мере одним шпинделем, который приспособлен для вращения и имеет обрабатывающий инструмент с одним или несколькими режущими элементами. Шпиндель установлен с возможностью вращения относительно горизонтальной оси и перемещения в трех направлениях, которые взаимно перпендикулярны друг другу, так что ось вращения шпинделя в процессе обработки получает орбитальное движение. Обрабатывающий инструмент защищен кожухом, который может иметь средство всасывания. В способе изготовления отверстий под соединительные втулки в графитовых деталях отверстия изготавливают после формования и обжига детали посредством режущих элементов, которые установлены с возможностью вращения вокруг оси, имеющей возможность движения по криволинейной траектории в процессе обработки. Технический результат – выполнение отверстий с размерами высокой степени точности при минимальном износе оборудования. 3 н. и 6 з.п. ф-лы, 6 ил.
| АВДЕЕНКО М.А | |||
| и др | |||
| Конструкционные материалы и изделия на основе углерода | |||
| - М.: Металлургия, 1970, с.60-64 | |||
| ОСТРОВСКИЙ В.С | |||
| и др | |||
| Искусственный графит | |||
| - М.: Металлургия, 1986, с.162-172, 249, 254-256 | |||
| US 5569000 A, 29.10.1996 | |||
| Фильтрующая центрифуга | 1978 |
|
SU764728A1 |
| RU 94018624 A1, 27.04.1996. | |||
