Изобретение относится к устройствам для обработки металлов резанием и может быть использовано в машиностроении при изготовлении корпусных деталей малой жесткости, например с ячеистым фоном.
Известен фрезерный станок, содержащий продольную и поперечную станины. На продольной станине с возможностью осевого перемещения установлена стойка, на которой смонтирован инструментальный блок, выполненный из двух пар спаренных разнонаправленных скоб. Инструментальный блок смонтирован на стойке посредством оси с возможностью поворота относительно этой оси. На одной консоли каждой скобы установлены инструментальные (фрезерные) головки, а на другой консоли напротив фрезерных головок - опорные элементы. Как правило, фрезерные головки, установленные на одной из скоб, являются черновыми, а на другой - чистовыми. Для подвода обрабатывающих инструментов в зону обработки инструментальный блок имеет возможность поворота относительно оси на 180°, а стойка - возможность осевого перемещения.
На поперечной станине с возможностью перемещения в направлении, перпендикулярном перемещению стойки, смонтированы сани, на которых установлено приспособление для закрепления и вращения обрабатываемой детали, причем приспособление имеет возможность поворота относительно вертикальной оси (см. патент РФ № 1490819, кл. В 23 С 3/00, 1986 - наиболее близкий аналог).
В результате анализа известной конструкции станка необходимо отметить, что наличие в конструкции станка второй пары скоб, позволившей разделить операцию обработки вафельного фона на черновую и чистовую, обеспечивает довольно высокое качество обработки, так как повышает точность и чистоту обработки, однако мало отразилось на повышении производительности станка. Причиной тому можно считать недостаточную виброустойчивость консолей скоб. При повышении режимов резания свободные концы скоб, являющиеся, по сути, элементами камертона, начинают вибрировать. При определенных условиях возникает резонанс, который воздействует на всю систему СПИД, ухудшая условия обработки вафельного фона. Это является недостатком конструкции станка.
Задачей настоящего изобретения является разработка конструкции станка, обеспечивающей наряду с высоким качеством обработки поверхности - высокую производительность обработки за счет повышения виброустойчивости системы СПИД.
Поставленная задача обеспечивается тем, что во фрезерном станке, содержащем две станины, на одной из которых с возможностью осевого перемещения и поворота смонтирован инструментальный блок, выполненный в виде двух пар разнонаправленных активной и пассивной скоб, на консолях каждой из которых друг напротив друга смонтированы фрезерные головки и опоры слежения, а на второй станине с возможностью перемещения в направлении, перпендикулярном направлению перемещения инструментального блока, - приспособление для установки подлежащей обработке детали, ее вращения и поворота относительно вертикальной оси, новым является то, что консоли пассивных скоб соединены демпфирующими устройствами, а каждое демпфирующие устройство выполнено в виде двух втулок с отбортовками по одному из их торцов, стакана, имеющего по торцам отбортовки, причем стакан с возможностью перемещения размещен на втулках, а между отбортовками каждой втулки и стакана размещены упругие элементы, при этом стакан соединен с втулками крепежными элементами, установленными на стакане и проходящими через пазы, выполненные во втулках, при этом в каждой втулке демпфирующего устройства установлена оправка, одна из которых зафиксирована в инструментальном шпинделе, а другая - в гнезде размещения опоры слежения.
Отличительными признаками разработанного фрезерного станка являются наличие упругой, регулируемой по жесткости связи между свободными концами пассивных скоб, превращающей их в режиме ожидания в рамы. Благодаря этому устраняется эффект “камертона”, который проявляется в процессе использования активных скоб. Резонансные явления, которые могут возникать в процессе обработки детали и которые зависят от режимов резания и свойств обрабатываемого материала, устраняются с помощью демпфирующего устройства.
Разработанная конструкция станка позволит повысить производительность его работы за счет повышения режимов резания, сократить время обработки детали, обеспечив при этом точностные параметры и заданную чистоту вафельного фона.
При проведении патентных исследований не обнаружены решения, идентичные заявленному, а следовательно, заявленное изобретение соответствует критерию “новизна”.
Считаем, что сущность изобретения не следует явным образом из известных технических решений, а следовательно, заявленное изобретение соответствует критерию “изобретательский уровень”.
Считаем, что сведений, изложенных в материалах заявки, достаточно для практического осуществления изобретения.
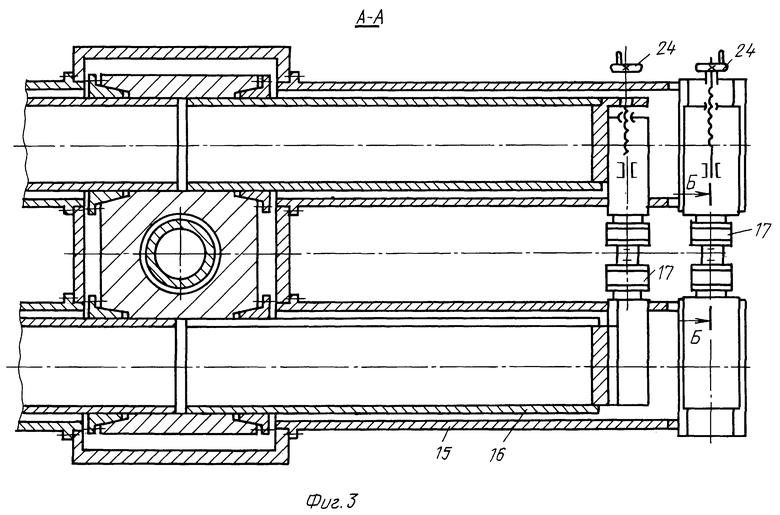
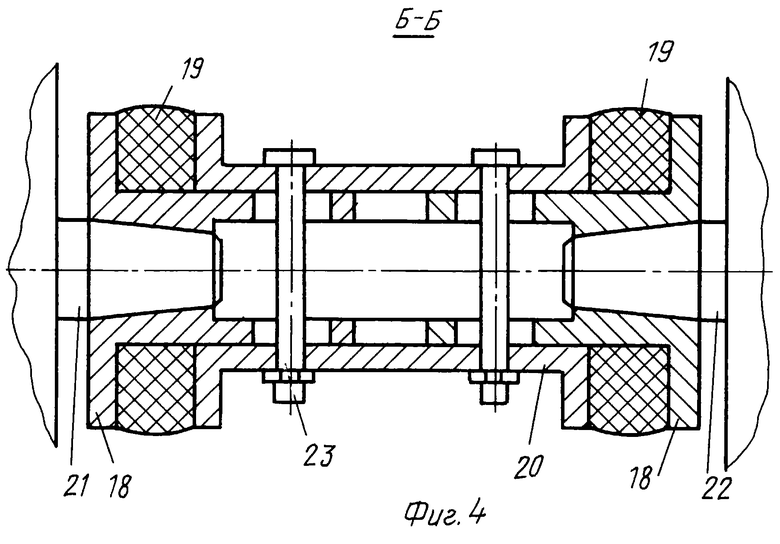
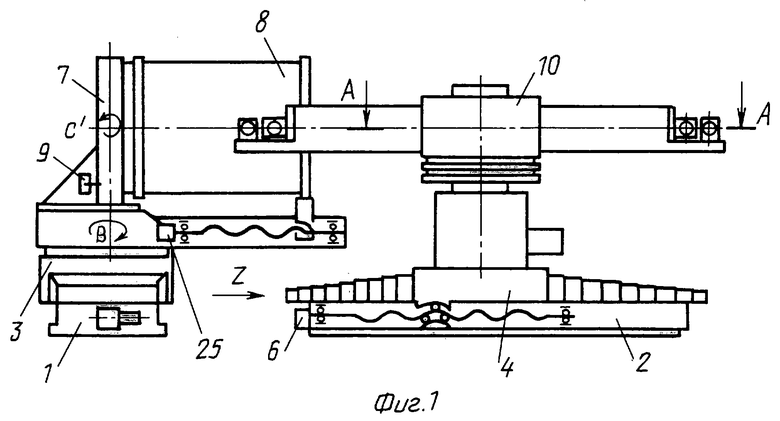
Сущность заявленного изобретения иллюстрируется графическими материалами, на которых на фиг.1 - общая компоновка станка, вид спереди; на фиг.2 - общая компоновка станка, вид в плане; на фиг.3 - разрез А-А по фиг.1 (размещение демпфирующего устройства на консоли);на фиг.4. - разрез Б-Б по фиг.3.
Фрезерный станок содержит основания 1 и 2. На основаниях 1 и 2 установлены сани 3 и 4, которые имеют возможность продольного перемещения по основаниям с помощью приводов 5 и 6 (координата X1 и Z). На санях 3 смонтировано приспособление 7 для установки и вращения обрабатываемой детали 8 посредством привода 9 (координата С1), На санях 4 смонтирован инструментальный блок 10, который включает в себя две пары разнонаправленных скоб, на концах консолей каждой из которых попарно размещены опоры слежения 11, 12 за контуром обрабатываемой детали и фрезерные головки 13, 14. Скобу (скобы), с помощью которой ведут обработку, например, предварительную черновую, назовем активной скобой, а ту, которая находится в процессе ожидания (чистовая), назовем пассивной. Скобы обозначены позициями 15 и 16. Место размещения демпфирующего устройства (устройств) 17 на пассивной паре показано на фиг.3. Демпфирующее устройство выполнено в виде двух втулок 18 с отбортовками по одному из их торцов. На каждой втулке установлен упругий элемент 19. На наружной поверхности втулок установлен стакан 20 с отбортовками по его торцам. Стакан имеет возможность перемещения по втулкам, а упругие элементы 19 расположены между отбортовками втулок 18 и стакана 20. Во втулках 18 зафиксированы оправки 21 и 22. Соединение втулок 18 и стакана 20 осуществляется крепежными элементами 23, каждый из которых пропущен через отверстия стакана и пазы втулки, что обеспечивает возможность относительного перемещения стакана и втулок. Изменение жесткости упругих элементов 19 осуществляют с помощью механизма поджима 24, имеющегося на опорах слежения 11, 12. Свободный торец обрабатываемой детали 8 опирается на опорные ролики люнета (позицией не обозначен). Для его перемещения имеется привод 25.
Фрезерный станок работает следующим образом.
Установив обрабатываемую деталь 8 на планшайбе приспособления 7, с помощью инструментов активных скоб начинают обработку первого кольцевого ряда ячеек. Для этого подводят опоры слежения до касания с поверхностью обрабатываемой детали, осуществляют на заданную глубину врезание фрез фрезерных головок, включают вращение детали и перемещение саней 4. Обработка заданного рисунка ячейки обеспечивается вращением планшайбы и перемещением саней, несущих инструментальный блок. Управление их перемещениями осуществляется системой программного управления.
Перед началом фрезерования ячеистого фона консоли пассивных скоб соединяют между собой с помощью демпфирующих устройств 17. Каждое демпфирующее устройство устанавливают на оправках 21, 22 во фрезерную головку вместо фрезы фрезерной головки и вместо опоры слежения. Изменение упругости демпфирующего устройства, а следовательно и связи между консолями скоб, обеспечивается с помощью устройства перемещения опоры слежения в осевом направлении механизмами 24.
Демпфирующее устройство устанавливают следующим образом. Из шпинделя фрезерной головки и гнезда размещения опоры слежения пассивных скоб удаляют фрезу и опору слежения. На их место устанавливают оправки 21 и 22. Надежное фиксирование устройства и необходимую его жесткость обеспечивают путем перемещения опоры слежения в осевом направлении с помощью устройства 24. Применяя это устройство в процессе обработки изделия, устраняют возникающую вибрацию за счет увеличения или ослабления сжатия упругих элементов 19. Так как величина оптимальной жесткости упругой связи зависит от многих факторов, в том числе от режимов резания, состояния режущего инструмента, свойств обрабатываемого материала и, например, способа охлаждения режущего инструмента, то станочнику в процессе обработки детали необходимо следить за виброустойчивостью пассивных скоб. В случае возникновения явления резонанса станочник путем изменения жесткости упругой связи может прекратить это явление, меняя жесткость упругих элементов вставки. Для этой цели используют устройство 24 опоры слежения, с помощью которого можно ослабить или увеличить жесткость упругой связи между консолями скоб, тем самым вывести систему СПИД из условий возникновения резонанса.
По завершении черновой обработки вафельного фона активные скобы меняют на пассивные, убрав предварительно демпфирующие устройства, которые были установлены в начале обработки. Теперь эти устройства монтируют на консолях бывших активных скоб, ставших пассивными на период чистовой обработки вафельного фона, и осуществляют чистовую обработку заготовки.
Разработанная конструкция фрезерного станка позволяет повысить производительность обработки на 20-25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2235004C1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2009 |
|
RU2397049C1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| Фрезерный станок | 1976 |
|
SU560706A1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1978 |
|
SU778005A1 |
| Фрезерный станок | 1978 |
|
SU764870A1 |
| Инструментальная головка фрезерного станка | 1983 |
|
SU1187930A1 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |

Изобретение относится к области обработки металлов резанием, изготовлению корпусных деталей малой жесткости, например с ячеистым фоном. Станок содержит две станины, на одной из которых с возможностью осевого перемещения и поворота смонтирован инструментальный блок, выполненный в виде двух пар разнонаправленных активной и пассивной скоб, на консолях каждой из которых друг напротив друга смонтированы фрезерные головки и опоры слежения, а на второй станине с возможностью перемещения в направлении, перпендикулярном направлению перемещения инструментального блока, - приспособление для установки подлежащей обработке детали, ее вращения и поворота относительно вертикальной оси. Для повышения производительности обработки за счет увеличения виброустойчивости консоли пассивных скоб соединены демпфирующими устройствами. Каждое демпфирующее устройство может быть выполнено в виде двух втулок с отбортовками по одному из их торцов, стакана, имеющего по торцам отбортовки, причем стакан с возможностью перемещения размещен на втулках, а между отбортовками каждой втулки и стакана размещены упругие элементы. При этом стакан соединен с втулками крепежными элементами, установленными на стакане и проходящими через пазы, выполненные во втулках. В каждой втулке демпфирующего устройства может быть установлена оправка, одна из которых зафиксирована в инструментальном шпинделе, а другая - в гнезде размещения опоры слежения. 2 з.п. ф-лы, 4 ил.
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| SU 509353 А, 06.05.1976 | |||
| Фрезерный станок | 1976 |
|
SU560706A1 |
| Металлорежущий станок | 1982 |
|
SU1013128A1 |
| US 3543635 А, 01.12.1970. | |||

