Изобретение относится к огнеупорной промышленности, а именно к производству высокостойких углеродсодержащих огнеупоров для футеровки тепловых агрегатов черной и цветной металлургии, в частности для кислородных конвертеров, установок внепечной обработки стали, электросталеплавильных печей и других тепловых агрегатов.
Известен способ изготовления безобжиговых периклазоуглеродистых огнеупорных изделий, включающий: приготовление массы смешиванием периклаза, графита, а также жидкой и порошкообразной фенольных смол; прессование и сушку изделий. При этом приготовление массы осуществляют путем смешивания сначала 2/3-3/4 части общего количества жидкой смолы с зернистым периклазом и графитом, а затем последовательно с дисперсным периклазом и порошкообразной смолой до равномерного распределения их в смоле и далее с остальной 1/4-1/3 частью жидкой смолы до получения однородной пластичной массы (см. авт.св. СССР N 1244130, МКИ C 04 B 35/04, 1988 г.).
Недостатком известного способа является неравномерное распределение графита в массе и низкая кажущаяся плотность сформованных изделий, изготовленных по этому способу, а следовательно, и высокая окисляемость углеродистых связующего и наполнителя этих огнеупоров при высокотемпературных условиях службы в тепловых агрегатах (1600-1750oC). Коррозионно-эрозионная устойчивость таких изделий к динамическому воздействию системы металл - шлак при эксплуатации недостаточно высокая.
Наиболее близким к предлагаемому способу изготовления магнезиально-углеродистых огнеупоров является способ изготовления огнеупоров, включающий приготовление массы смешиванием сначала с зернистым периклазом и графитом 2/3 части жидкого связующего, а затем последовательно с тонкомолотой составляющей периклаза, оставшейся частью жидкого связующего и далее со связующим фенольным порошкообразным; формование изделий при удельном давлении 135 Н/мм2 и их термообработку при температуре 180-240oC (см. "Технологические инструкции ОАО "Комбинат Магнезит" ТИ 200-0-45-95 п. 28.3, с. 133; п. 28.7, с. 134; п. 29.10, с. 136).
Изделия, изготовленные по известному способу производства, принятого за прототип, отличаются повышенной плотностью по сравнению с изделиями, изготовленными по способу предыдущего аналога, т.к. введение связующего фенольного порошкообразного на последней стадии приготовления массы способствует более равномерному распределению углеродсодержащего компонента в массе и большему контакту между частицами графита и периклазового наполнителя, что обеспечивает лучшую пропрессовку массы при формовании изделий. Однако и при этом сформованные изделия не отличаются высокоплотной структурой (кажущаяся плотность изделия не превышает 2,95 г/см3), так как известное техническое решение не обеспечивает получение массы с высокой насыпной плотностью из-за ее интенсивного насыщения воздухом в процессе смешивания.
Степень окисления углеродсодержащих связующего и графита в таких огнеупорах при эксплуатации довольно высока и в результате разупрочнения рабочей обезуглероженной зоны огнеупора последняя интенсивно изнашивается под воздействием расплава шлака и металла.
Другим недостатком известного технического решения является довольно высокий выход брака изделия (5-10%), особенно после их термообработки. Это связано с тем, что в процессе термообработки изделий в результате упругих внутренних остаточных напряжений, усугубленных давлением газообразных продуктов, выделяющихся из органической связки при ее деструкции, образуется дефектная трещиноватая структура огнеупора. Кроме того, недостаточно качественное приготовление углеродсодержащих масс обусловливает необходимость формования изделий многоступенчатым циклом (до 5 циклов) с довольно высоким конечным удельным давлением - 135 Н/мм2 и выше, что приводит к быстрому износу прессовой оснастки и значительной потере производительности прессового оборудования.
Техническим результатом предлагаемого изобретения является повышение износоустойчивости углеродсодержащих огнеупоров в службе за счет повышения их кажущейся плотности, а также сокращение выхода брака при формовании и термообработке изделий, повышение производительности прессового оборудования и срока службы пресс-оснастки.
Для достижения указанного технического результата в способе изготовления высокоплотного углеродсодержащего огнеупора на основе периклаза, и/или глинозема, и/или шпинели, включающем приготовление массы путем смешивания зернистого и дисперсного порошкообразных наполнителей, графита, жидкого органического связующего и порошкообразного фенольного связующего по режиму стадийного введения в смеситель компонентов, прессование изделий и их термообработку, после смешивания зернистого наполнителя с 2/3-3/4 части общего количества жидкого органического связующего последовательно подают и смешивают: 2/3-3/4 части порошкообразного фенольного связующего; дисперсного наполнителя с 2/3-3/4 части графита; оставшейся 1/4-1/3 части жидкого органического связующего; 1/4-1/3 части порошкообразного фенольного связующего; 1/4-1/3 части графита до получения гранулированной смеси с углом естественного откоса не более 35o.
Кроме того, зернистый наполнитель берут с кажущейся плотностью не менее 3,0 г/см3, а жидкое органическое связующее - с динамической вязкостью в пределах 3000-4500 Па/с.
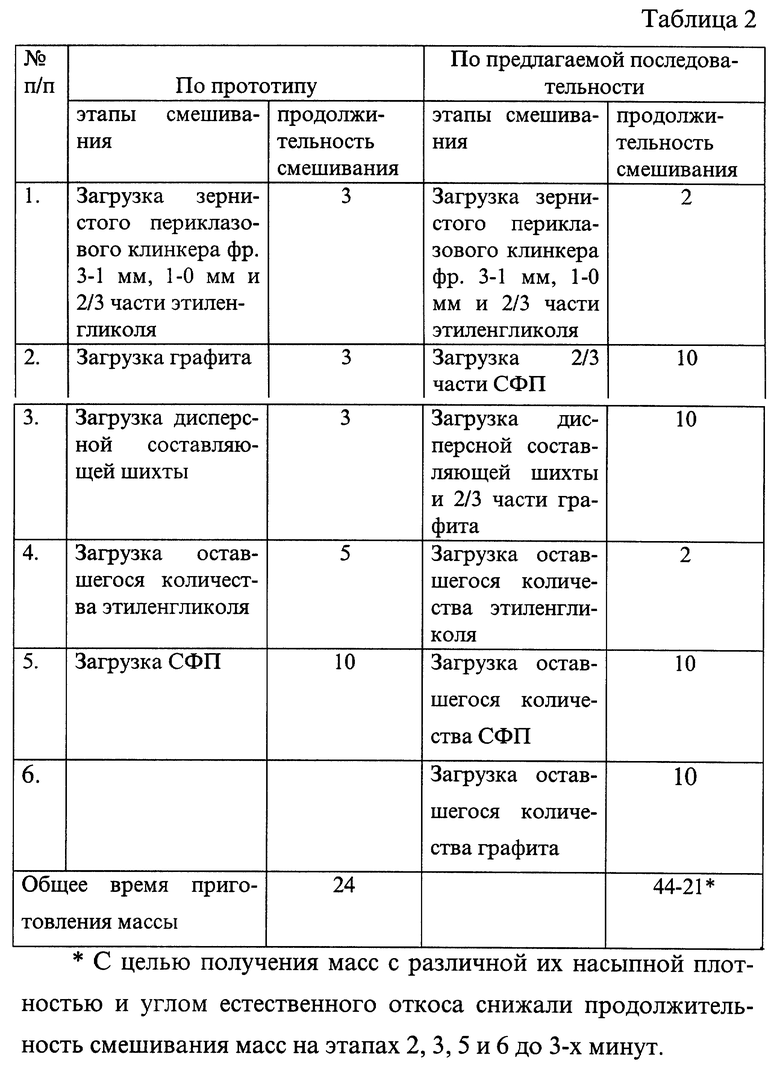
Сущность предлагаемого способа производства углеродсодержащих огнеупоров заключается в получении при подготовке масс высокоплотных гранул с достаточным количеством в межгранульном пространстве графита с равномерно распределенной на поверхности последнего органического связующего в виде тончайших пленок, что обеспечивается, как показали экспериментальные исследования, при следующей последовательности подачи в смеситель ингредиентов массы:
подача зернистого наполнителя и 2/3 части общего количества жидкого органического связующего с последующим перемешиванием в течение 3 минут;
подача 2/3 части общего количества порошкообразного фенольного связующего с последующим перемешиванием в течение 10 минут;
подача дисперсного наполнителя и 2/3 части общего количества графита с последующим перемешиванием в течение 10 минут;
подача 1/4-1/3 части жидкого органического связующего с последующим перемешиванием в течение 3 минут;
подача 1/4-1/3 части порошкообразного фенольного связующего с последующим перемешиванием в течение 10 минут;
подача 1/4-1/3 части графита с последующим окончательным перемешиванием массы в течение 10 минут.
При указанной последовательности подачи ингредиентов в смеситель на первых двух стадиях приготовления масс зернистые порошки наполнителя равномерно перемешиваются и обволакиваются жидким органическим связующим, в котором растворяется порошкообразное фенольное связующее с образованием на поверхности зерен вязких пленок, на которые налипают частички дисперсной тонкомолотой составляющей наполнителя и графита при их последующей подаче в смеситель.
В процессе дальнейшего перемешивания и очередном увлажнении масс жидким органическим связующим процесс укрупнения зерен за счет налипания дисперсной части шихты заканчивается, при этом после подачи оставшейся части порошкообразного фенольного связующего, увеличивающего связующую способность новообразований на поверхности зернистых составляющих шихты, последние агломерируются и под давлением катков смесителя уплотняются с последующим образованием гранул (дроби).
В заключительной стадии смешивания после подачи в смеситель оставшегося количества графита завершается процесс равномерного распределения графита между гранулами с частичным его прилипанием к поверхности последних.
Наличие графита, выполняющего роль смазочного материала в межгранульном пространстве, позволяет гранулам, имеющим малые силы сцепления, под действием сил инерции скольжения переориентироваться относительно друг друга в наименее напряженное состояние с максимальным уплотнением массы. При этом критерием качественной характеристики массы является как насыпная ее плотность, так и угол ее естественного откоса, определяемый арккотангенсом угла наклона образующей конус массы к радиусу конуса по формуле
где H - высота конуса;
r - радиус конуса (без утряхивания).
В процессе вылеживания масса "созревает", т.е. в ней полностью завершается процесс растворения связующего фенольного порошкообразного в жидком органическом связующем, что в еще большей мере повышает пластичность массы.
При формовании такой массы в первый период упругого сжатия полуфабриката гранулы сближаются и под воздействием "смазочного эффекта" графита межгранульного пространства переориентируются относительно друг друга, обеспечивая плотную их упаковку в структуре полуфабриката.
При дальнейшем увеличении нагрузки на формируемое изделие происходит пластическое деформирование гранул с их уплотнением и заполнением всех пустот и пор в структуре полуфабриката, что обеспечивается отсутствием заклинивания между зернами наполнителя в гранулах, что в свою очередь обусловлено наличием на зернах буферного слоя, т.е. оболочки из смеси тонкомолотого дисперсного наполнителя, графита и органической связки. При этом завершаются как процесс удаления воздуха из структуры полуфабриката, так и его уплотнение.
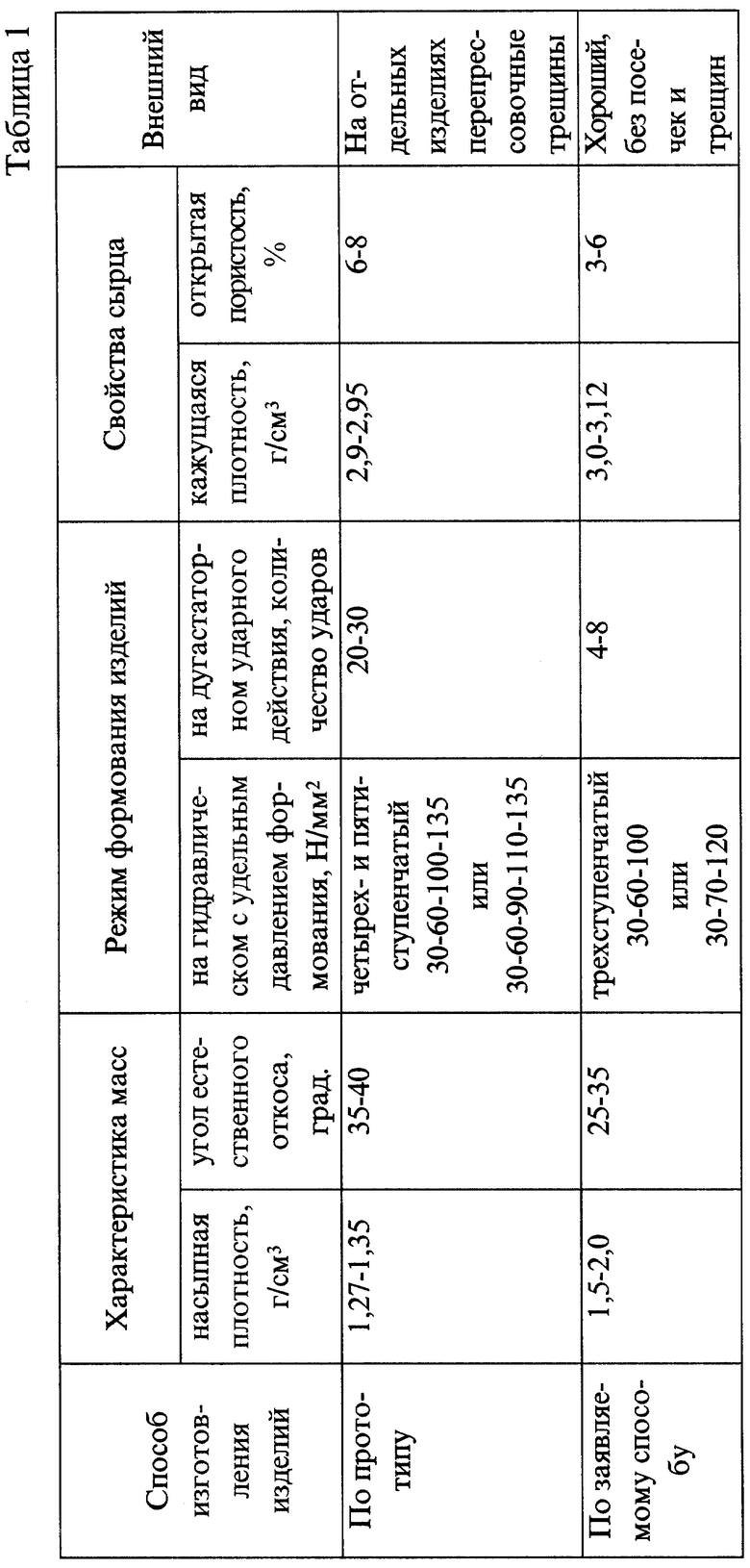
Тесный контакт ингредиентов массы в сформованных изделиях, изготовленных по заявляемому способу, а также достаточно высокая связуемая способность органической связки обеспечивают, как показали экспериментальные исследования, получение изделий без трещин, посечек и деформации с показателем кажущейся плотности > 3,0 г/см3 и открытой пористостью < 6,0% при удельных давлениях прессования значительно более низких в сравнении с аналогичными показателями при производстве углеродсодержащих огнеупоров по прототипу.
Формование изделий из приготовленных масс после "вылеживания" в интервале времени от 2-х до 4-х часов велось на гидравлических прессах по режиму двух- или трехступенчатого пикообразного нагружения полуфабриката с нарастающей силой при конечном удельном давлении прессования 100-120 Н/мм2. Возможно формование изделий на прессах ударного действия по режиму циклического нагружения полуфабриката прессующими ударами с нарастающей силой до получения изделий с показателем кажущейся плотности не менее 3,0 г/см3.
Ниже (табл. 1) приведены экспериментальные данные, полученные в промышленных условиях, подтверждающие преимущество изделий, изготовленных по заявляемому способу, в сравнении с изделиями, изготовленными по способу прототипа. При этом вещественный и зерновой состав масс, применяемых при изготовлении изделий, кажущаяся плотность зернистой части наполнителя, вязкость жидкого органического связующего и продолжительность "вылеживания" масс были в обоих случаях идентичны.
Таким образом, массы, приготовленные по режиму подачи в смеситель исходных ее компонентов, обеспечивают получение уплотненных гранул с насыпной плотностью массы в пределах 1,7-2,0 г/см3 и углом естественного откоса 25-35o, проявляют в заявляемом способе изготовления высокоплотных огнеупоров новое качество, а именно в силу структурных особенностей гранул, образующих уплотненный конгломерат зерен наполнителя с оболочками из тонкодисперсной смеси наполнителя и графита, и наличия графита в межгранульном пространстве, снижающее энергетические затраты на формование изделий из этих масс не менее чем в 2 раза.
Отмеченное обстоятельство вполне естественно сказывается как на повышении производительности прессового оборудования, так и на увеличении срока службы пресс-оснастки.
Рациональность заявляемого способа производства высокоплотных огнеупоров обусловлена совместным применением при формовании изделий гранулированных масс с регламентированной их насыпной плотностью и углом естественного откоса в пределах, ограниченных заданными значениями после их вылеживания в заданном временном интервале и приготовленных с использованием в качестве наполнителя зернистых порошков магнезиального компонента с кажущейся плотностью не ниже 3,0 г/см3 и жидкой органической связки с динамической вязкостью в пределах, ограниченных заданными значениями 3000-4500 Па/с.
Предлагаемое изобретение реализуется при использовании в качестве наполнителей порошков плавленого периклаза, его недоплава (корки), спеченного периклаза, плавленой или спеченной алюмомагниевой шпинели, хромшпинелида, фостерита и др. порошков магнезиального состава и их смеси; в качестве углеродсодержащего компонента - графита, силицированного графита или отходов его производства, графитовой спели (графитосодержащих металлургических отходов), пекового и нефтяного кокса; в качестве органической связки - фенолформальдегидных смол, связующего фенольного порошкообразного (СФП), этиленгликоля и других многоатомных спиртов.
Примеры.
В производственных условиях приготовлялись замесы периклазоуглеродистой массы, в т. ч. и по прототипу, стандартного состава на основе порошков плавленого периклазового клинкера:
Плавленый периклазовый клинкер, фр. 3-1 мм - 50 ± 2%
Плавленый периклазовый клинкер, фр. 1-0 мм - 20 ± 2%
Тонкомолотый периклазовый клинкер, фр. < 0,63 мм - 20 ± 2%
Графит - 10 ± 2%
Связующее фенольное порошкообразное (сверх 100%) - 3,5 ± 0,5%
Этиленгликоль (сверх 100%) - 1,5 ± 0,5%
При этом зернистая составляющая массы - плавленый периклазовый клинкер фр. 3-1 мм - имела кажущуюся плотность в пределах 3,05-3,1 г/см3.
Приготовление замесов производили в смесителе СМ-15 104 М замесами по 700-800 кг по режимам, представленным в табл. 2.
В табл. 3 представлены данные по характеристике масс, изготовленных по прототипу и по предлагаемой последовательности смешивания ингредиентов массы в заявляемом способе приготовления высокоплотных углеродсодержащих огнеупоров.
На дугостаторных прессах формовали изделия промышленных типоразмеров и термообрабатывали при 200oC. На сформованных изделиях и изделиях, прошедших термообработку по стандартной методике, определяли их кажущуюся плотность и открытую пористость. Результаты определений представлены в табл. 3.
При нижнем запредельном значении показателя насыпной плотности массы и верхнем ее запредельном значении угла естественного откоса (показатели взаимозависимы - с уменьшением насыпной плотности массы увеличивается угол ее естественного откоса) кажущаяся плотность изделий резко снижается, а открытая пористость увеличивается, что связано с формированием массы в процессе ее приготовления без значительного гранулообразования. Масса рыхлая, насыщенная воздухом, который запрессовывается в полуфабрикате. При этом довольно значительное упругое последействие в сформованном изделии после снятия нагрузки приводит к перепрессовочным трещинам и посечкам.
Нижние запредельные значения насыпной плотности массы и верхние ее запредельные значения угла естественного откоса при предлагаемом способе изготовления изделий близки к теоретически достигаемым.
При нижнем запредельном значении вязкости жидкой органической связки из-за малой ее связующей способности не обеспечивается гранулообразование материала в процессе приготовления массы. Масса рыхлая, плохо формуется. Изделия характеризуются наличием трещин и посечек. Свойства сформованного сырца низкие.
При верхнем запредельном значении вязкости жидкой органической связки энергии смесителя для равномерного ее распределения по всему объему смешиваемых материалов недостаточно. Масса комкуется, налипает на стенки пресс-форм и становится непригодной для формования.
Таким образом, заявляемый способ изготовления высокоплотных углеродсодержащих огнеупоров обладает существенными отличиями от прототипа и обеспечивает формование изделий из гранулосодержащих масс с кажущейся плотностью не ниже 3,0 г/см3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНОГО УГЛЕРОДСОДЕРЖАЩЕГО ОГНЕУПОРА | 2000 |
|
RU2184714C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕРАЗЛИВОЧНОГО ПРИПАСА | 2001 |
|
RU2210459C2 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУВОЧНОГО МОНОБЛОКА И ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНОБЛОКА | 2003 |
|
RU2255118C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
| УГЛЕРОДОСОДЕРЖАЩИЙ ОГНЕУПОР | 1997 |
|
RU2120925C1 |
| Огнеупорная масса | 1988 |
|
SU1643505A1 |
| ШПИНЕЛЬНО-ПЕРИКЛАЗОУГЛЕРОДИСТЫЙ ОГНЕУПОР | 1997 |
|
RU2148049C1 |
| Шихта для изготовления огнеупорных изделий | 1988 |
|
SU1609776A1 |
| МАГНЕЗИАЛЬНО-УГЛЕРОДИСТЫЙ ОГНЕУПОР | 1997 |
|
RU2108991C1 |

Использование: огнеупорные изделия для футеровки тепловых агрегатов черной и цветной металлургии, в частности для кислородных конвертеров, установок внепечной обработки стали, электроплавильных печей и других тепловых агрегатов. Сущность изобретения: способ изготовления высокоплотного углеродсодержащего огнеупора на основе периклаза, и/или глинозема, и/или шпинели включает приготовление массы по режиму стадийной подачи и перемешивания в смесителе компонентов: зернистого порошкового наполнителя и 2/3-3/4 части жидкого органического связующего; 2/3-3/4 части порошкообразного фенольного связующего; дисперсного порошкового наполнителя и 2/3-3/4 части графита; оставшейся 1/4-1/3 части жидкого органического связующего; оставшейся 1/4-1/3 части графита до получения гранулированной смеси с углом естественного откоса не более 35o, прессование изделий и их термообработку, при этом зернистый порошкообразный наполнитель берут с кажущейся плотностью не менее 3,0 г/см3, а жидкое органическое связующее - с динамической вязкостью в пределах 3000-4500 Па/с. Техническим результатом предлагаемого изобретения является повышение износоустойчивости углеродсодержащих огнеупоров в службе за счет повышения их кажущейся плотности, а также сокращение выхода брака при формовании и термообработке изделий, повышение производительности прессового оборудования и срока службы пресс-оснастки. 1 з.п. ф-лы, 3 табл.
| Производство периклазовых и периклазоизвестковых порошков различного назначения, плавленых неформованных материалов, высокомагнезиальных, магнезиально-шпинелидных и углеродсодержащих изделий: Технологическая инструкция ТИ 2000-0-45-95, АО "Магнезит", введена 01.07.1995, г.Сатка | |||
| ШПИНЕЛЬСОДЕРЖАЩИЙ ОГНЕУПОР НА УГЛЕРОДИСТОЙ СВЯЗКЕ | 1998 |
|
RU2130440C1 |
| МАГНЕЗИАЛЬНО-УГЛЕРОДИСТЫЙ ОГНЕУПОР | 1997 |
|
RU2108991C1 |
| УГЛЕРОДСОДЕРЖАЩИЙ ОГНЕУПОР | 1997 |
|
RU2108311C1 |
| Устройство для обрезания на каландре кромок обкладки прорезиненной ткани | 1954 |
|
SU100306A1 |
| DE 3344852 А1, 14.06.1984. | |||

