Изобретение относится к металлургии и может применяться при внепечной обработке жидкой стали в сталеразливочном ковше путем продувки ее инертным газом.
С помощью устройства донной продувки осуществляются процессы усреднения химического состава металла и его температуры по объему сталеразливочного ковша, интенсификации дегазации металла при вакуумной обработке, удаления неметаллических включений из жидкой стали, рафинирования металла от серы при обработке ее на установке печь-ковш. Устройство для донной продувки металла газом в ковше включает в себя гнездовой блок, внутри которого установлена фурма для подачи газа в жидкий металл. Внутри фурмы находится индикатор, по которому определяют степень ее износа. Снаружи она заключена в металлическую обечайку, к которой со стороны большего основания фурмы подсоединена газоподводящая трубка. Как правило, фурма имеет форму усеченного конуса, а ее выходной торец (рабочая поверхность) - круг. Гнездовой блок и фурма выполняются из огнеупорного материала. Устройство для донной продувки металла газом устанавливается в футеровке дна ковша. Инертный газ, например, аргон или азот по газоподводящей трубке, затем через щелевые каналы или поры в огнеупорном материале фурмы подается в жидкий металл на дне ковша. В виде пузырьков газ всплывает и увлекает за собой восходящий поток жидкого металла. За счет этого металл перемешивается и происходит его рафинирование. Интенсивность перемешивания в большой степени определяется величиной поверхности газового потока, соприкасающегося с жидким металлом. Чем больше поверхность, тем интенсивнее перемешивание. Для одиночной фурмы поверхность газового потока - это поверхность цилиндра или конус с расширением кверху.
Требуемая интенсивность перемешивания металла в ковше газовым потоком различна для различных марок стали и различна для ковшей разной емкости. Часто в ковшах используют одну продувочную фурму (пат. №34538 С21С 7/072). Для увеличения интенсивности перемешивания в ковше устанавливают раздельно две продувочные фурмы (пат. №2304172 С21С 7/072).
Место расположения фурм в дне ковша определяется обеспечением необходимых потоков жидкого металла в ковше, вызываемых потоком всплывающих пузырьков инертного газа. Потоки жидкого металла обеспечивают проведение необходимого технологического процесса ведения плавки. Две фурмы, как правило, устанавливают на диаметрально противоположных сторонах дна ковша ближе к стенке ковша на расстоянии от нее равном, примерно, одной трети длины радиуса дна ковша. Как правило, одна из фурм устанавливается в таком месте, чтобы поднимающиеся пузырьки инертного газа всплывали на поверхность жидкого металла в ковше в том месте, на которое в жидкий металл присаживают легирующие материалы. Это ускоряет их расплавление и растворение в жидком металле, а также уменьшает их потери от взаимодействия со шлаком.
Известно устройство для донной продувки металла газом (пат. №134090 В22Д 41/58), в котором в один гнездовой блок установлено две фурмы. В этом устройстве в начальный период эксплуатации работает только одна фурма, рабочая поверхность которой расположена на уровне рабочей поверхности гнездового блока. После проведения определенного количества плавок с применением одной фурмы, а затем, после открывания второй фурмы, такое устройство может работать одновременно с двумя фурмами. Такая конструкция устройства для донной продувки за счет применения двух фурм позволяет наиболее интенсивно перемешивать жидкий металл и следовательно наиболее эффективно вести процесс выплавки стали. Однако это возможно только с того момента, когда открывается вторая фурма. Это является недостатком такого устройства.
В патенте на изобретение №2720413 В22Д 41/58, С21С 5/48 (принят в качестве прототипа) достигается максимальная эффективность ведения процесса выплавки наиболее ответственных марок стали по содержанию неметаллических включений. В этом устройстве применяется две фурмы, расположенные в одном гнездовом блоке. Продувку жидкого металла каждой плавки осуществляют через одну из фурм и при этом кислородом обрабатывают рабочую поверхность одной фурмы, через которую будет производиться донная продувка жидкого металла следующей плавки.
Недостатком такой конструкции является сложность изготовления блока для установки в него одновременно двух фурм в сравнении с блоком для одной фурмы. Гнездовой блок для установки в него одновременно двух фурм, представленный у прототипа (пат. №2720413 поз. 2, фиг.), имеет габариты, значительно превышающие размеры гнездового блока для одной фурмы. Гнездовые блоки изготавливают из огнеупорных материалов, которые являются хрупкими материалами, что приводит к образованию трещин и сколов. Наиболее сильно это проявляется в огнеупорных изделиях больших размеров. Кроме того при установке двух фурм в один гнездовой блок отсутствует возможность регулировать расстояние между продольными осями фурм, что усложняет в некоторых случаях технологический процесс ведения плавки.
Задачей предлагаемого технического решения является упрощение процесса производства гнездовых блоков и обеспечение возможности установки каждой фурмы в заданное место на дне ковша с целью обеспечить максимальную эффективность продувки жидкого металла.
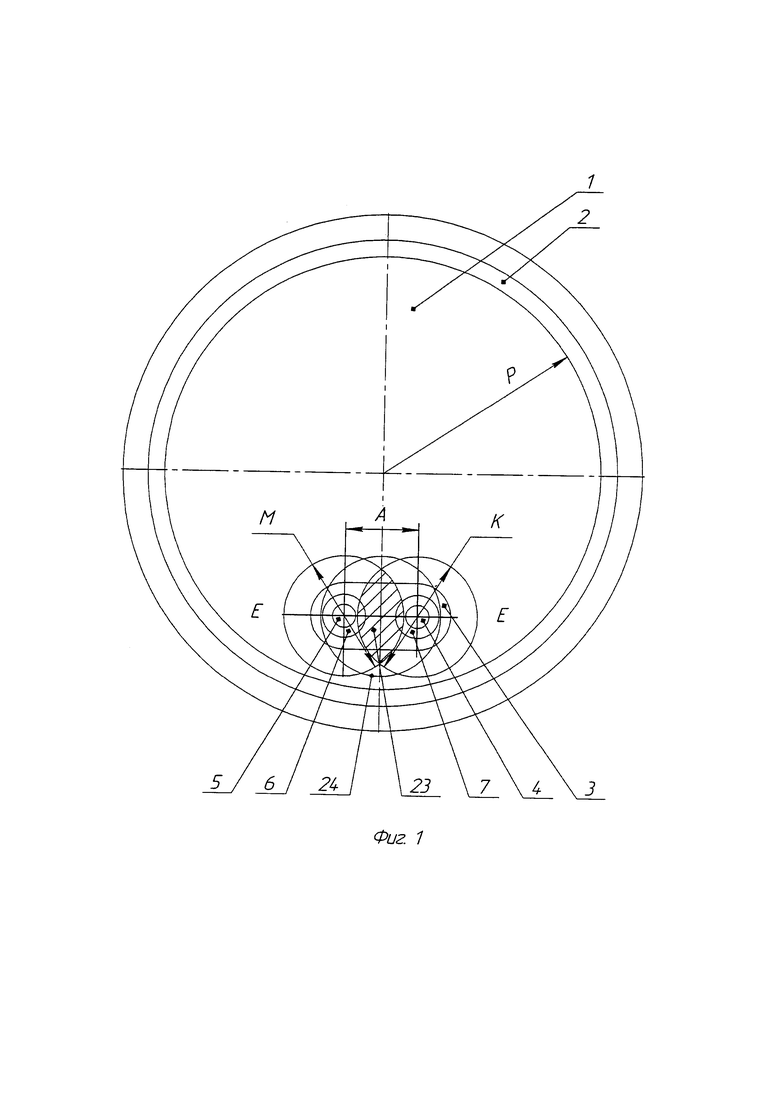
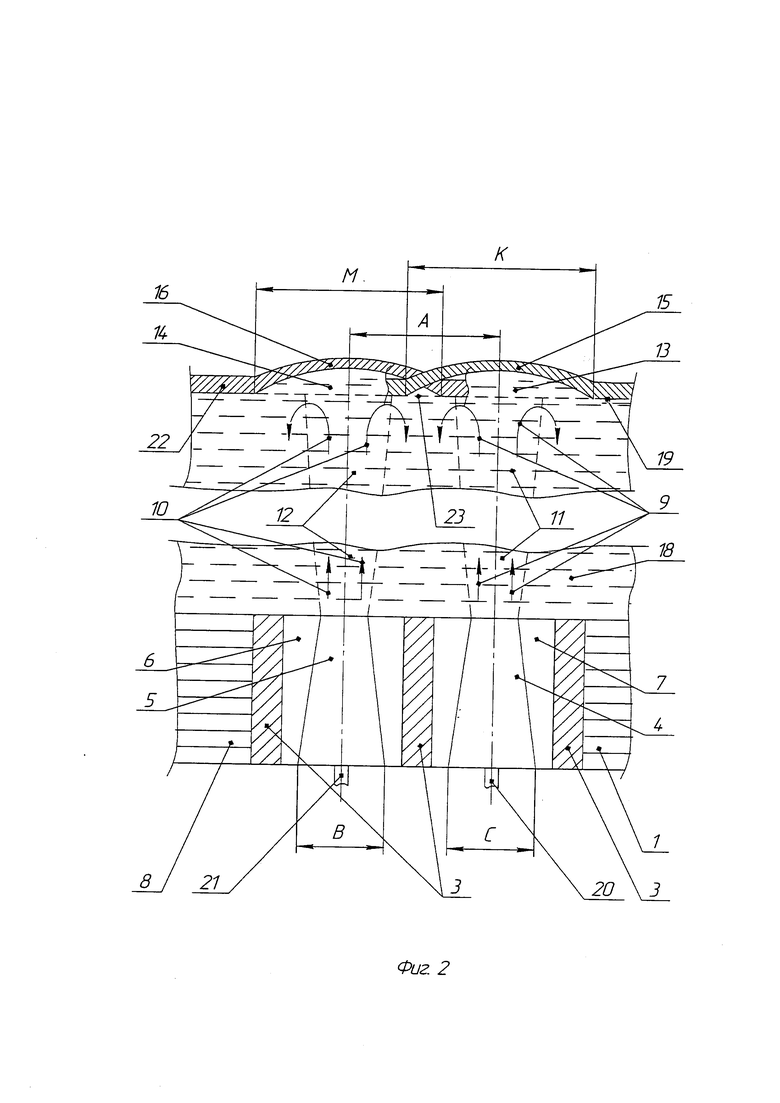
В предлагаемом техническом решении упрощение изготовления гнездового блока осуществлено за счет размещения каждой фурмы в индивидуальный гнездовой блок. На Фиг. 1 представлен вид сверху сталеразливочного ковша 2, с установленными в его дне 1 фурмами 4 и 5, которые размещены в индивидуальных гнездовых блоках соответственно 7 и 6. На Фиг. 2 представлено сечение сталеразливочного ковша с жидким металлом по вертикальной плоскости, проходящей через ось Е - Е. Гнездовые блоки для одной фурмы имеют значительно меньшие размеры, чем у прототипа, что уменьшает термические напряжения в их стенках при производстве, термической обработке и в процессе эксплуатации. Это уменьшает вероятность образования трещин и сколов в готовых изделиях. Кроме того, оснастка и оборудование для их производства имеют меньшие размеры, что снижает их себестоимость.
Предлагаемое устройство работает следующим образом. Продувку металла газом производят через одну из фурм 4 или 5. В фурмы газ подают через газоподводящие трубки соответственно 20 или 21. Из верхнего рабочего основания фурмы газ поступает в жидкий металл 18 и поднимается к его верхней поверхности 19 в виде расширяющегося кверху столба газовых пузырьков 11 из фурмы 4 или 12 из фурмы 5. Поднимающийся газ увлекает за собой вверх жидкий металл. Движение металла показано стрелками 9 от фурмы 4 и 10 от фурмы 5. При выходе на поверхность металла пузырьки газа поднимают его уровень в форме выпуклой линзы выше основной горизонтальной поверхности: 13 от фурмы 4 и 14 от фурмы 5. Диаметры линз К от фурмы 4 и М от фурмы 5, а также высота выпуклости линз зависит от конструкции фурм и интенсивности подачи газа. По размерам линз можно оценивать интенсивность перемешивания жидкого металла. Чем больше размеры линзы, тем интенсивнее перемешивание металла в ковше. Диаметр линзы можно использовать как технологический термин «пятно продувки». На поверхности пятна продувки толщина шлака 15 и 16 от фурм 4 и 5 меньше, чем толщина шлака 22 на горизонтальной поверхности металла 19. При достаточно высокой интенсивности подачи газа металл на пятне продувки может даже полностью освобождаться от шлака. В пятне продувки интенсивность перемешивания металла максимальная и следовательно оно является оптимальным местом для ведения выплавки стали. Выбор места расположения фурм на дне ковша 1 определяется исходя из оптимизации технологического процесса выплавки стали. Чаще всего фурмы находятся со стороны рабочей площадки сталеваров и располагаются под местом подачи 24 сверху в металл легирующих и шлакообразующих материалов. К такому месту можно применить термин «пятно легирования». Оно имеет ограниченные размеры. При использовании двух фурм поочередно необходимо, чтобы пятно продувки каждой из них хотя бы частично совпадало с пятном легирования. В таком случае интенсивность движения жидкого металла достаточна для эффективного растворения легирующих материалов и перемешивания шлакообразующих материалов. В предлагаемом техническом решении пятна продувки К и М от фурм 4 и 5 образуют за счет частичного перекрытия друг другом общее пятно продувки 23 (заштриховано). Над ним расположено оборудование для присадки легирующих и шлакообразующих материалов. При этом общее пятно продувки находится также в наиболее удобном месте для обслуживания с рабочей площадки. Для обеспечения ведения процесса выплавки стали общее пятно продувки должно быть не меньше определенного размера, при котором достигается требуемая интенсивность перемешивания жидкого металла. Размер общего пятна продувки зависит от интенсивности подачи газа, конструкции и размеров фурм, которые также влияют на количество подаваемого газа, а также от расстояния между центрами пятен продувки каждой фурмы, которые совпадают с центрами фурм. Таким образом изменяя расстояние между фурмами А можно регулировать процесс выплавки стали. Из практического опыта установлено, что минимальный размер общего пятна продувки, при котором возможен процесс ведения плавки, обеспечивается при расстоянии между продольными осями фурм А не более четырех диаметров их нижнего основания (В или С) (А=max). Исходя из особенностей ведения плавки, а также особенностей конструкции, размеров и объема сталеразливочного ковша гнездовые блоки фурм могут устанавливаться в дно ковша вплотную друг к другу (A=min). В этом случае общее пятно продувки имеет максимальные размеры. Значительным преимуществом предлагаемой конструкции является возможность изменения значения А непосредственно в процессе установки собранных фурм в дно ковша.
В предлагаемом устройстве для донной продувки жидкости металла газом, исходя из требуемых условий ведения выплавки стали, фурмы 4 и 5 могут иметь различные конструкции и размеры, которые влияют на интенсивность подачи газа. Например, в фурмах может быть различное количество щелевых каналов, по которым проходит газ, могут быть различные размеры этих каналов. Изменяя размеры нижнего и верхнего диаметров можно также влиять на размеры щелевых каналов, их количество и расположение в фурме. При различных диаметрах нижнего основания фурм (В и С) минимально допустимый размер общего пятна продувки обеспечивается при расстоянии между продольными осями фурм А не более четырех диаметров нижнего основания фурмы с большим диаметром.
Собранные фурмы, т.е. фурма 4 установлена в гнездовой блок 7, а фурма 5 установлена в гнездовой блок 6, устанавливаются совместно в дно ковша 1. Между собой и с огнеупорной футеровкой 8 дна ковша они скрепляются огнеупорной массой 3. Как правило, применяется огнеупорная масса двух типов. Основой порошковой огнеупорной массы являются высокоглиноземистые порошковые материалы, которые засыпают в промежутки между собранными фурмами и между огнеупорной футеровкой дна ковша. Засыпку производят послойно и после каждого слоя порошок утрамбовывают. После этого производят термическую обработку, в результате которой происходит скрепление собранных фурм между собой и с огнеупорной футеровкой дна ковша. Вместо порошка часто применяют жидкий огнеупорный бетон, также на основе высокоглиноземистых материалов. Огнеупорным бетоном также заполняют промежутки между собранными фурмами, а также между ними и огнеупорной футеровкой дна ковша. После термической обработки происходит высыхание бетона, его упрочнение и скрепление всех соприкасающихся с ним деталей.
Таким образом, понятие совместное размещение фурм в дне ковша обозначает размещение в дне ковша двух фурм, установленных в индивидуальные гнездовые блоки, на максимальном расстоянии между продольными осями фурм не более четырех диаметров нижнего основания этих фурм. Минимальное расстояние между продольными осями фурм -это случай, когда гнездовые блоки, в которые установлены фурмы, соприкасаются друг с другом.
Предлагаемое устройство работает следующим образом. После совместной установки двух собранных фурм в дно ковша, его прогревают при заданной температуре в течение определенного времени, что обеспечивает спекание и упрочнение огнеупорной массы. После этого в ковш переливают жидкий металл из сталеплавильного агрегата. Продувку жидкого металла плавки производят через одну из фурм, поочередно меняя их от плави к плавке в требуемой последовательности. При этом кислородом обрабатывают рабочую поверхность одной фурмы, через которую будет производиться донная продувка жидкого металла следующей плавки. При выплавке некоторых плавок продувка металла проводится через две фурмы одновременно. В этом случае перед плавкой обрабатывают кислородом обе фурмы.
Пример конкретного выполнения устройства. Предлагаемое устройство использовали при производстве электропечной стали с низком содержанием неметаллических включений, в частности, инструментальных и шарикоподшипниковых марок. Две одинаковые фурмы конусной формы с размерами: высота 450 мм, диаметр оснований - нижнее 189 мм, верхнее (рабочее) 100 мм установили в индивидуальные гнездовые блоки высотой 510 мм и диаметром 290 мм. Фурмы в сборе с гнездовыми блоками установили совместно в дно сталеразливочного ковша емкостью 160 тн на расстоянии от стенки ковша 2, равном, примерно, одной трети длины радиуса Р дна ковша. Расстояние между продольными осями фурм составляло 380 мм. Скрепление собранных фурм между собой и с огнеупорной футеровкой дна ковша производили с помощью огнеупорного бетона на высокоглиноземистой основе. При установке ковша на стенд для ведения плавки фурмы располагались со стороны рабочей площадки сталеваров. При этом узлы подачи в ковш легирующих и шлакообразующих материалов находились непосредственно над фурмами. После разогрева футеровки ковша в него вылили жидкий металл из электродуговой печи. По ходу ведения плавки продувку металла производили через одну из фурм. На последующих плавках использовали и другую фурму, сменяя друг друга в заданной техпроцессом последовательности. При присадке легирующих и шлакообразующих материалов на поверхность металла в ковше большая часть их попадала на пятно продувки той фурмы, через которую в данный момент производилась продувка. Интенсивность растворения легирующих материалов и скорость образования шлака полностью удовлетворяли требованиям технологического процесса ведения плавки.
Выплавленный металл разливали на установке непрерывной разливки стали. После разливки металла и слива шлака и в т.ч. и на рабочей поверхности фурм оставался слой застывшего шлака и металла толщиной 3-15 мм. Этот слой перекрывал выходящие торцы щелевых каналов. Удаление его с помощью газообразного кислорода производили на рабочей поверхности только одной фурмы, через которую будет производиться донная продувка жидкого металла следующей плавки. В процессе эксплуатации ковша по такой технологии использовали обе фурмы попеременно и при этом очищали их кислородом от остатков шлака и металла также попеременно. Продолжительность работы ковша по такой технологии до остановки его на ремонт по замене продувочных фурм составила 35 плавок.
Из области науки и техники не известно устройство для донной продувки жидкого металла в сталеразливочном ковше, в котором две совместно размещенные в дне ковша фурмы находятся в индивидуальных гнездовых блоках. При этом гнездовые блоки скреплены между собой огнеупорной массой, а расстояние между фурмами меняется в пределах от соприкосновения гнездовых блоков до расстояния между продольными осями фурм не более четырех диаметров их нижнего основания. Изменение этого расстояния производится при установке собранных фурм в дно ковша. Кроме того, могут использоваться фурмы различных размеров и конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2019 |
|
RU2720413C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2024 |
|
RU2824768C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ В КОВШЕ | 2017 |
|
RU2750254C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2023 |
|
RU2816707C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ В КОВШЕ | 2019 |
|
RU2706911C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2019 |
|
RU2732840C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2011 |
|
RU2465337C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРЧИСТОЙ СТАЛИ, РАСКИСЛЕННОЙ АЛЮМИНИЕМ, ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ МЕТАЛЛОПРОДУКЦИИ | 2019 |
|
RU2740949C1 |
| СПОСОБ ВЫПЛАВКИ МЕТАЛЛА В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2021 |
|
RU2768084C1 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
Изобретение относится к металлургии. Устройство для донной продувки металла в сталеразливочном ковше (2) содержит две фурмы (4, 5), совместно размещенные в дне ковша фурмы находятся в индивидуальных гнездовых блоках (6, 7), при этом гнездовые блоки скреплены между собой огнеупорной массой. Продувка жидкого металла каждой плавки осуществляют через одну из фурм при обработке кислородом рабочей поверхности одной фурмы, через которую будет производиться донная продувка жидкого металла следующей плавки. Расстояние между фурмами в дне ковша находится в пределах от расстояния, при котором гнездовые блоки, в которых размещены упомянутые фурмы, соприкасаются до расстояния, при котором расстояние между продольными осями фурм не более четырех диаметров нижнего основания фурмы. Обеспечивается упрощение процесса производства гнездовых блоков при возможности установки каждой фурмы в заданное место на дне ковша для максимальной эффективности продувки. 1 з.п. ф-лы, 2 ил., 1 пр.
1. Устройство для донной продувки металла в сталеразливочном ковше, содержащее две фурмы, выполненные с возможностью продувки жидкого металла каждой плавки через одну из фурм при обработке кислородом рабочей поверхности одной фурмы, через которую будет производиться донная продувка жидкого металла следующей плавки, отличающееся тем, что совместно размещенные в дне ковша фурмы находятся в индивидуальных гнездовых блоках, при этом гнездовые блоки скреплены между собой огнеупорной массой, а расстояние между фурмами в дне ковша находится в пределах от расстояния, при котором гнездовые блоки, в которых размещены упомянутые фурмы, соприкасаются, до расстояния, при котором расстояние между продольными осями фурм не более четырех диаметров нижнего основания фурмы.
2. Устройство по п. 1, отличающееся тем, что фурмы имеют индивидуальные размеры и конструкции, при этом расстояние между фурмами в дне ковша находится в пределах от расстояния, при котором гнездовые блоки, в которых размещены упомянутые фурмы, соприкасаются, до расстояния, при котором расстояние между продольными осями фурм не более четырех диаметров нижнего основания фурмы с большим диаметром нижнего основания.
| СПОСОБ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2019 |
|
RU2720413C1 |
| Способ гальванического титанирования полупроводниковой пленки из двуокиси олова | 1960 |
|
SU134090A1 |
| ПРОДУВОЧНЫЙ ЭЛЕМЕНТ АГРЕГАТА ДЛЯ ПОЛУЧЕНИЯ ИЛИ ДОВОДКИ СТАЛИ | 2003 |
|
RU2230796C1 |
| DE 3240097 A1, 03.05.1984 | |||
| ВОДОГРЕЙ | 2002 |
|
RU2236114C2 |
| МАГНИТОСПЕКТРОПОЛЯРИМЕТР | 0 |
|
SU376701A1 |
| Устройство для продувки металла, сменный блок для установки в устройство для продувки металла и закрывающий элемент для закрытия канала устройства для продувки металла | 1988 |
|
SU1753950A3 |

