Изобретение относится к ремонтному производству, а именно к оборудованию для восстановления постелей коренных подшипников (ПКП) кривошипно-шатунного механизма (КШМ) двигателей внутреннего сгорания (ДВС).
Для этих целей существует различное оборудование, которое можно подразделить на следующие группы:
- универсальные расточные станки;
- специализированные расточные станки;
- малогабаритные станки и устройства.
Недостатком универсальных и специализированных станков является трудоемкий процесс базирования на них растачиваемых блоков цилиндров. Кроме того, универсальные станки обладают низкой точностью при расточке ПКП. Также станки данной группы имеют высокую материалоемкость и энергоемкость, что исключает их мобильность, и высокую стоимость, что затрудняет их приобретение в отдельные ремонтные мастерские (станки встречаются только на крупных ремонтных предприятиях).
В то же время существуют малогабаритные станки и устройства, базируемые непосредственно на растачиваемом блоке цилиндров в постелях коренных подшипников.
Известно устройство для восстановления постелей коренных подшипников блока цилиндров (а.с. СССР 1235691 SU, кл. В 23 Р 6/00, от 17.12.1984), включающее расточной вал и режущий инструмент.
Данное устройство не позволяет добиться требуемой точности обработки растачиваемых ПКП (по конусности, овальности и чистоте (шероховатости) поверхности) вследствие отсутствия системы автоматической подачи расточного вала. Также оно не имеет возможности контролировать параметры и несооосность ПКП без применения дополнительных средств измерения (штангенциркуля, микрометра, индикаторного нутромера, устройства для контроля несоосности). Для контроля параметров и несоосности ПКП устройство необходимо демонтировать с растачиваемого блока цилиндров. Кроме того, необходимо применять специальные измерительные устройства для контроля подачи резца.
Наиболее близким решением к заявляемому, принятым за прототип, является известный малогабаритный станок для восстановления постелей коренных подшипников блока цилиндров (патент РФ 2157747 RU, кл. В 23 Р 6/00, от 16.12.1998), включающий режущий инструмент, базируемый на растачиваемом блоке в постелях коренных подшипников.
Указанный малогабаритный станок не позволяет добиться требуемой точности обработки растачиваемых ПКП (по конусности, овальности, несоосности и чистоте (шероховатости) поверхности) вследствие неравномерности ручной подачи расточного вала. Также он не имеет возможности контролировать параметры и несооосность ПКП без применения дополнительных средств измерения (штангенциркуля, микрометра, индикаторного нутромера, устройства для контроля несоосности). Кроме того, для контроля несоосности малогабаритный станок необходимо демонтировать с растачиваемого блока цилиндров.
Техническая задача, решаемая изобретением, - обеспечение требуемых параметров (по овальности, конусности), несоосности и чистоты поверхности ПКП, расширение технологических возможностей (контроль расточным устройством овальности, конусности и несоосности ПКП).
Поставленная техническая задача достигается тем, что известное устройство для восстановления постелей коренных подшипников кривошипно-шатунного механизма двигателя внутреннего сгорания, состоящее из расточного вала со встроенными расточными головками с режущим инструментом, базируемого на растачиваемом блоке в постелях коренных подшипников, согласно изобретению снабжено фланцем, подающим редуктором, измерительным устройством для контроля размера растачиваемых постелей, маховиком.
Поставленная техническая задача достигается также тем, что фланец установлен непосредственно в одной из крайних постелей коренных подшипников растачиваемого блока цилиндров.
Поставленная техническая задача достигается также тем, что подающий редуктор закреплен на фланце.
Поставленная техническая задача достигается также тем, что измерительное устройство для контроля размера растачиваемых постелей встроено в расточной вал.
Поставленная техническая задача достигается также тем, что режущий инструмент размещен между базирующими элементами.
Поставленная техническая задача достигается также тем, что устройство снабжено вкладышами в постели коренных подшипников, базирующими расточной вал.
1. Повышение точности обработки ПКП (по овальности, конусности, несоосности и чистоте поверхности) достигается путем применения:
- межопорной схемы базирования, при которой режущий инструмент устанавливается между базирующими элементами;
- подающего редуктора, который обеспечивает равномерность перемещения расточного вала с резцом относительно постели коренного подшипника с требуемой подачей и позволяет добиться точности параметров (по овальности и конусности) и чистоты (шероховатости) поверхностей ПКП, соответствующей требуемым техническим условиям;
- маховика, который устанавливается на расточной вал для получения требуемой чистоты поверхности ПКП.
2. Повышение производительности достигается путем применения при контроле параметров и несоосности растачиваемых ПКП встроенных измерительных устройств;
3. Расширение технологических возможностей достигается вследствие того, что в расточной вал встроены измерительные устройства, позволяющие контролировать овальность и конусность постелей коренных подшипников, а также их несоосность.
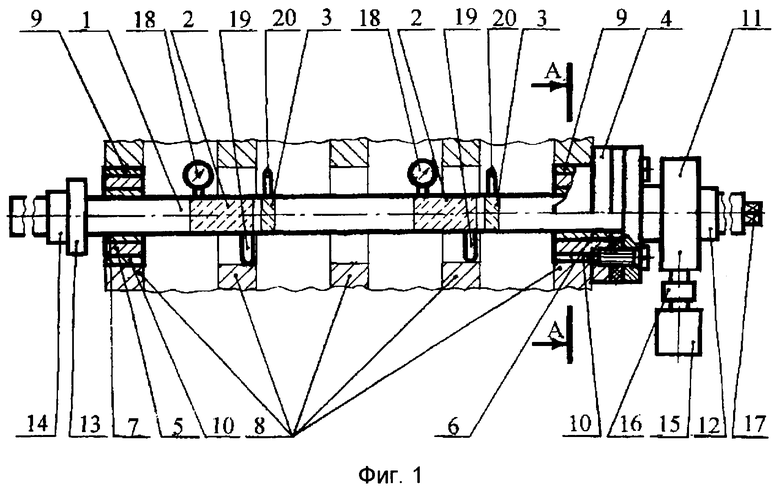
На чертежах представлено устройство для восстановления постелей коренных подшипников, где на фиг.1 изображен общий вид устройства; на фиг.2 - то же, разрез по А-А.
Устройство состоит из расточного вала 1 со встроенными измерительными устройствами 2 для контроля размера растачиваемых постелей и расточными головками 3. На расточной вал 1 устанавливаются базирующие элементы: фланцы 4 и 5 с внутренними антифрикционными втулками 6 и 7 соответственно, которые базируется в постелях коренных подшипников 8 через прокладки, например, в виде вкладышей 9 и 10, устанавливаемых в крышечную и блочную часть ПКП.
На фланец 4 через эластичную муфту закрепляют подающий редуктор 11. При этом расточной вал 1 проходит сквозь редуктор 11 и фиксируется в нем в любом положении вдоль оси при помощи зажима 12, например цанги. На противоположной стороне расточного вала 1 крепится маховик 13 также при помощи зажима 14, например цанги.
Расточной вал 1 приводится во вращение через редуктор 11 от электропривода 15, например электродрели. Электропривод 15 соединяется с редуктором 11 при помощи муфты 16.
Хвостовик расточного вала 17 используется для возврата вала 1 в первоначальное положение.
При расточке ПКП индикаторы часового типа 18 и измерительные штоки 19 сняты, режущие инструменты 20 поданы (выдвинуты) на требуемую величину.
Работа расточного устройства производится в следующем порядке: электропривод 15 через муфту 16 и подающий редуктор 11 приводит во вращение расточной вал 1, базирующийся во вкладышах 9 и 10 через фланцы 4 и 5. Кроме вращения благодаря подающему редуктору 11 вал 1 продольно перемещается. Расточной вал 1 движется в антифрикционных втулках 6 и 7 со встроенными в него расточными головками 3, в которых закреплены режущие инструменты 20. Режущие инструменты 20, вращаясь заодно с валом 1, растачивают постели 8. При этом равномерность подачи вала 1 обеспечивается редуктором 11, а плавность и стабильность частоты вращения вала - маховиком 13, закрепленным на валу 1 зажимом 14. Для возврата вала 1 в исходное положение необходимо электропривод 15 пересоединить к хвостовику расточного вала 17. При этом будет производиться его обратная подача без изменения направления вращения электропривода, причем данная подача будет в два раза быстрее прямой.
После расточки в измерительные устройства 2 устанавливаются индикаторы часового типа 18 и измерительные штоки 19 для контроля размеров постелей 8. До начала или после расточки всех постелей можно проверить их несоосность перемещением расточного вала 1 с измерительными устройствами 2 вдоль оси постелей 8. При контроле несоосности зажим 12 на редукторе 11 должен быть ослаблен.
Продолжительность расточки ПКП одного блока цилиндров с учетом подготовительно-заключительного времени не более 1,5...2 часов.
Эксплуатация показала, что предлагаемое устройство для восстановления постелей коренных подшипников удовлетворяет техническим требованиям заводов-изготовителей по точности обработки постелей (по овальности, конусности, несоосности и чистоте (шероховатости) поверхности), вследствие чего оно может использоваться для расточки ПКП. При этом область применения предлагаемого устройства - крупные ремонтные предприятия, ремонтные мастерские хозяйств, мелкие станции технического обслуживания вплоть до отдельного гаража. Широкая область применения предлагаемого устройства обусловлена высокой производительностью (в ~2 раза выше производительности специализированных станков горизонтально-расточной группы) и низкой стоимостью (в ~60 раз ниже стоимости специализированных станков).
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕДУКТОР ДЛЯ РАСТОЧКИ ВОССТАНАВЛИВАЕМЫХ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКОВ ЦИЛИНДРОВ ДВС | 2013 |
|
RU2548556C2 |
| МАЛОГАБАРИТНЫЙ СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ | 1998 |
|
RU2157747C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2374058C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2319591C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ И АВАРИЙНЫХ ПОСТЕЛЕЙ РАЗЪЕМНЫХ КОРПУСОВ ПОДШИПНИКОВ | 2008 |
|
RU2395378C2 |
| Способ ориентации блока цилиндров в горизонтальной плоскости на расточном станке | 1981 |
|
SU1034850A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОРЕННЫХ ОПОР БЛОКОВ ДВИГАТЕЛЕЙ | 2014 |
|
RU2552613C1 |
| Способ точной расточки коренных подшипников автомобильных, тракторных и т.п. двигателей | 1942 |
|
SU63588A1 |

Изобретение относится к ремонтному производству, а именно к оборудованию для восстановления постелей коренных подшипников кривошипно-шатунного механизма двигателей внутреннего сгорания. Устройство для восстановления постелей коренных подшипников кривошипно-шатунного механизма двигателей внутреннего сгорания снабжено фланцем, подающим редуктором, измерительным устройством для контроля размера растачиваемых постелей, маховиком. Фланец установлен непосредственно в одной из крайних постелей коренных подшипников растачиваемого блока цилиндров. Подающий редуктор размещен на фланце. Измерительное устройство для контроля размера растачиваемых постелей встроено в расточной вал. Режущий инструмент размещен между базирующими элементами. Устройство снабжено вкладышами в постели коренных подшипников, базирующими расточной вал. Обеспечивается получение требуемых параметров (по овальности, конусности), несоосности и чистоты поверхности постелей коренных подшипников, расширение технологических возможностей (контроль расточным устройством овальности, конусности и несоосности постелей коренных подшипников). 5 з.п. ф-лы, 2 ил.
| МАЛОГАБАРИТНЫЙ СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ | 1998 |
|
RU2157747C2 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ РАСТОЧКИ ИЗДЕЛИЙ | 1993 |
|
RU2086363C1 |
| Устройство для восстановления отверстий в корпусных деталях | 1986 |
|
SU1449304A1 |
| US 4652186 А, 24.03.1987 | |||
| DE 3329537 А, 28.02.1985. | |||

