Изобретение относится к оборудованию для упаковывания стержнеобразных изделий, предпочтительно сварочных электродов, и может быть использовано в металлургической, метизной, машиностроительной и других отраслях промышленности.
Цель изобретения - упрощение конструкции устройства.
На фиг. 1 схематично изображено устройство для упаковывания стержнеобразных изделий; на фиг. 2 - механизм для загибания торцовых кромок; на фиг. 3 - механизм наклейки этикеток.
Устройство для упаковывания стержнеобразных изделий состоит из ujaroBoro конвейера I, выполненного в виде тягоных цепей, на которых закреплены носители 2 пакета, приспособления 3 для ориентации изделий, смонтированных перпендикулярно к оси конвейера вдоль носителя 2 пакета, находящегося в данный момент под упомянутым приспособлением 3, механизма 4 для загибания торцовых кромок и механизма 5 для загибания боковых кромок упаковочного материала 6, приспособления 7 для нанесения клея, механизма 8 наклейки этикеток и сушилки 9. Каждый из механизмов 4 для загибания торцовых кромок упаковочного материала 6 прикреплен к раме на кронштейне перпендикулярно оси конвейера 1 и состоит из установленного на направляющей 10 ползуна 11, плиты 12 прижимной вилки 13, системы рычагов 14 и привода 15.
Механизм 8 наклейки этикеток представляет собой подвижную кассету 16 с грузом 17, полками 18, удерживающими этикетки, и фиксатором 19, установленную с возможностью вертикального движения по направляющим колонкам 20 под действием пневмоцилиндра 21. К раме конвейера 1 механизм 8 наклейки этикеток крепится на стойках 22.
Кроме того, устройство для упаковывания стержнеобразных изделий содержит приемное устройство 23, передающий механизм 24 и механизм 25 для подачи и резки упакоЕЮчного материала 6.
На механизме 5 для загибания боковых кромок упаковочного материала 6 имеется прижимная линейка 26.
Устройство работает следуюпдим образом.
Мерный кусок упаковочного материала 6 подается механизмом 25 для подачи и резки упаковочного материала в пространство над носителем 2 пакета, установленным на шаговом конвейере 1, и отрезается режущим механизмом.
Через приемное устройство 23 на отрезанный упаковочный материал 6 подается доза изделий, отсчитанная или взвешенная любым из известных способов дозирования.
Формирование пакета изделий осуществляется на следующей позиции при помощи
приспособления 3 для ориентации изделий, которое за счет возвратно-поступательных движений воздействует на изделия, лежащие на упаковочном материале 6 в носителе 2 пакета.
При движении вверх приспособление 3 для ориентации изделий вдавливается в массу изделий и упаковочный материал 6 и заставляет изделия перемещаться, перекатываясь и укладываясь параллельно. При
движении вниз освобожденный объем занимают изделия, происходит формирование пакета и уплотнение изделий в пакете.
На третьей позиции происходит выравнивание торцов изделий и загибание торцовых кромок упаковочного материала механизмом 4 следующим образом.
Под действием пневмоцилиндра 15 по направляющим 10 перемещаются ползуны 11 с торцовочными плитами 12 и прижимными вилками 13, причем торцовочные плиты
0 12 движутся навстречу друг другу под углом и при соприкосновении с упаковочным материалом 6 загибают .его, а при соприкосновении с пакетом изделий поворачиваются до угла 90° к оси носителя 2 пакета, вы равнивая торцы изделий в пакете, причем при повороте торцовочных плит 12 одновременно через систему рычагов 14 перемещаются прижимные вилки 13, которые загибают упаковочный материал в зазоры между пакетом изделий и носителем 2 па0 кета, у которого боковые стенки ступенчатые, т.е. средняя часть носителя пакета уже крайних частей. После этого механизмом 5 для загибания боковых кромок упаковочного материала загибают боковые кромки упаковочного материала и прижи5 мают в этом положении прижимной линейкой 26, которая находится в одной плоскости с неподвижными прижимами, размещенными до конца сушилки 9. Прижимная линейка 26 возвращается в исходное положение лишь после прохождения пакетом всей ее поверхности.
При переходе с третьей па четвертую позицию на пакет наносится клей приспособлением 7 для нанесения клея в месте стыка кромок. При остановке на четвер5 той позиции на стык пакета наклеивается этикетка механизмом 8 наклейки этикеток. При ходе кассеты 16 с этикетками под действием пневмоцилиндра 21 по направляющим колонкам 20 вниз нижняя этикетка прижимается к намазанной клеем пачке,
0 после чего кассета возврапгается в исходное положение. При этом приклеенная этикетка выдергивается из-под удерживающих полок 18 кассеты 16, а другие этикетки возвращаются вместе с кассетой 16. Для ускорения набора прочности клеевого соединения носитель 2 пакета с пачкой подается в сушилку 9. Температура сушки регулируется. Сушка клеевого соединения осуществляется сушильной плитой (не пока5
зана), которая прижимается к клеевому соединению в момент остановки конвейера I, а во время движения сушильная плита поднимается для предотвращения сдвига этикетки. Сушка производится на двух позициях. После сушки пачка передается по лотку на приемный стол другого устройства или в накопитель передаюидим механизмом 24. Груз 17 не позволяют смещаться этикетка.м в кассете 16 при выдергивании этикетки из-нод поддерживающих полок 18. Таким образо.м, в устройстве для упаковывания стержнеобразных изделий, предпочтительно сварочных электродов, содержащем шаговый конвейер с носителями, механизм подачи и резки упаковочного материала, приспособление для ориентации изделий, механизм для загибания торцовых кромок и механизм для загибания боковых кромок упаковочного материала с прижимной -линейкой, приспособление для нанесения клея, механизм наклейки этикеток, сушилку . и передаточный механизм, изменены основные узлы устройства, что упростило конструкцию последнего. При использовании предлагаемого устройства полностью механизируется ручной труд, устройство легко встраивается в сушсствуюи-ше технологические линии и обеспечиЕзает надежную упаковку стержиеобразных пз- делий.
Формула изобретения
i cтpoйcтвo д. 1я Ч1аковывапия ст ржнс- образных изделий, содержа1пее шаговый конвейер с нос11те, 1ями, приспособ,ченпе для
ориептаипи изделий, механизм подачи п резки упаковочного материала, л;еханпзмы для загибания торцовых и механизм для загибания боковых кромок упаковочного материала, приспособление для нанесения к.:1ея, механизм наклейки этикеток и су1иилку, отличающееся тем, что, с це.1ью П1ения конструкции, кажды11 из механизмов .аля загибания торцовых кромок упаковочного материала состоит из установлешки о на направляющей цо.чзупа. плиты, по меиьн ей мере одной прпжимпой вплки, системы р1)1чагов и прпвода. а механизм наклейки этикеток представляет co6oii кассетх с зом и удерживающими этикетки полками, устаповлеппую с возможностью вертика.1ь- пого перемещения.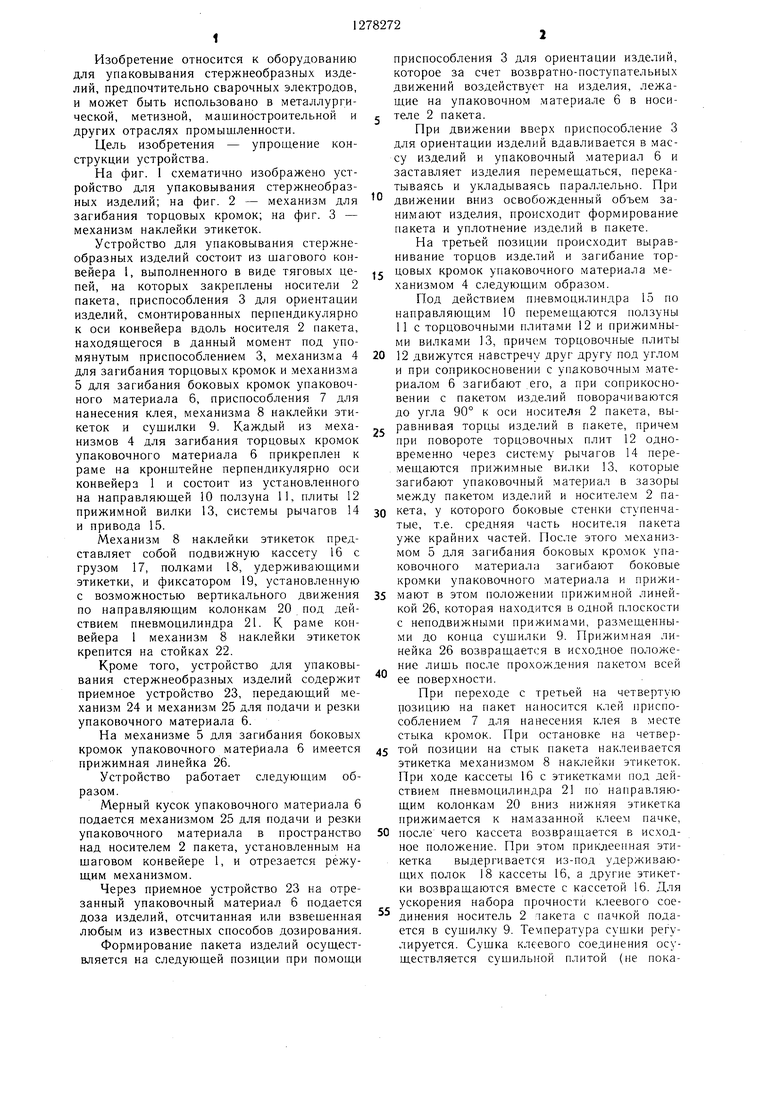

| название | год | авторы | номер документа |
|---|---|---|---|
| ЭТИКЕТИРОВОЧНАЯ МАШИНА ДЛЯ АКЦИЗНОЙ МАРКИ | 1997 |
|
RU2115601C1 |
| УСТРОЙСТВО для УПАКОВКИ СТЕРЖНЕОВРАЗНЫХ ИЗДЕЛИЙ | 1973 |
|
SU369067A1 |
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| Устройство для упаковки стержнеобразных изделий | 1980 |
|
SU865705A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| ЭЛЕКТРОННО-МЕХАНИЧЕСКАЯ СИСТЕМА ДЛЯ ЭТИКЕТИРОВАНИЯ И МАРКИРОВКИ ПРЕДМЕТОВ | 1998 |
|
RU2124750C1 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| И. В. Ефремови А. С. Мичурин | 1968 |
|
SU213659A1 |
| МАШИНА ДЛЯ ЭТИКЕТИРОВАНИЯ БУТЫЛОК АКЦИЗНЫМИ МАРКАМИ | 1998 |
|
RU2119879C1 |
| Устройство для этикетирования цилиндрических предметов | 1988 |
|
SU1564053A1 |

Изобретение относится к оборудованию для упаковывания стержнеобразных изделий и направлено на упрош,ение конструкции. Устройство содержит шаговый конвейер 1 с закрепленными на тяговых цепях носителями 2 пакета, приспособления 3 для ориентации изделий, механизм 4 загибания торцовых кромок (МЗТК) и механизм 5 загибания боковых кромок (МЗБК) упаковочного материала (УМ), приспособления 7 нанесения клея, механизм 8 наклейки этикеток (МНЭ), сушилку 9, при- е.мное устройство 23, передающий механизм 24 и устройство 25 подачи и резки УМ. На МЗБК установлена прижимная линейка 26. Каждый из МЗТК состоит из установленного на направляющих ползуна, плиты, прижимной вилки, системы рычагов и привода. МНЭ содержит кассету с грузом, удерживающими этикетки полками и фиксатором. Кассета установлена с возможностью вертикального движения по направляющим колонкам под действием пневмо- цилиндра. 3 ил. СЛ 2J 8 2 ю оо ю to
Фиг. 2
. 3
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для упаковки стержнеобразных изделий | 1980 |
|
SU865705A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
