Изобретение относится к области обработки металлов давлением, в частности к технологии формовки профилей из полосы на профилегибочном стане.
Известно устройство для производства гнутых профилей, содержащее выполненные с возможностью получения вращения профилегибочные валки с вырезанными рабочими поверхностями, образующими калибры /1/.
При производстве профилей на указанном известном устройстве со стороны рабочей поверхности валков на поверхность полосы действуют усилия гибки. Обусловленное этим контактное взаимодействие полосы с материалом валков и возникающее между их поверхностями в процессе эксплуатации трение сопровождается износом с выкрашиванием микрочастиц рабочей поверхности последних, а также налипанием частиц, выкрошенных с поверхности полосы, на поверхность валка. Это приводит к изменению размеров калибра и ухудшению качества изготавливаемых профилей за счет отклонения геометрии. В настоящее время на практике эта проблема решается за счет периодической переточки валков и их замены на новые по мере износа. Поскольку для производства валков применяеися дорогостоящая инструментальная сталь, большой расход валков на единицу продукции сопровождается высокими затратами. Это обуславливает необходимость разработки устройства, обеспечивающего повышение качества профилей при низком расходе валков.
Технической задачей, на решение которой направлено заявленное изобретение, является повышение качества полученных профилей за счет снижения брака по геометрии при повышении стойкости инструмента.
Поставленная задача достигается за счет того, что в известном устройстве для производства гнутых профилей, содержащем выполненные с возможностью получения вращения профилегибочные валки с вырезанными рабочими поверхностями, образующими калибры, каждый профилегибочный валок снабжен установленной на нем пластиной из твердого смазочного материала, механизмом для осуществления давления упомянутой пластины на профилегибочный валок и ее перемещения, а также направляющими для этой пластины, установленными относительно упомянутого валка со стороны, противоположной плоскости прокатки, и размещенными в плоскости, проходящей через оси профилегибочных валков, при этом пластина из твердого смазочного материала размещена в направляющих с возможностью продольного перемещения под действием упомянутого механизма и выполнена с рабочим профилем, соответствующим калибру, и шириной, которая составляет 0,1-0,3 от минимального диаметра калибра соответствующего профилегибочного валка.
В качестве твердого смазочного вещества использован графит.
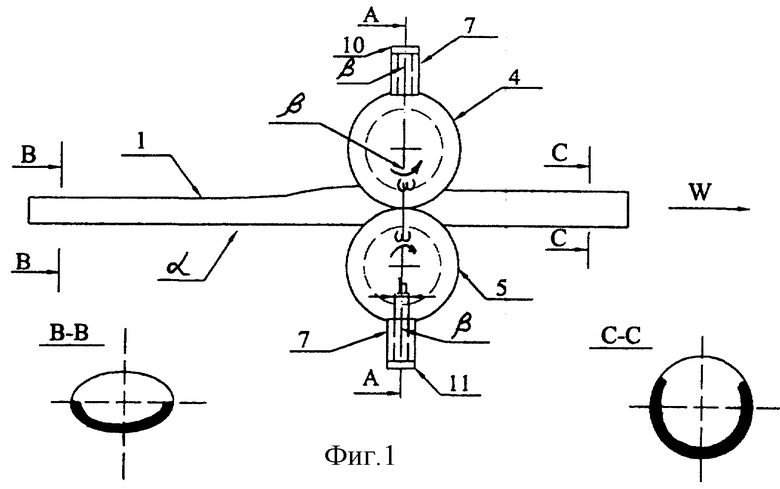
На фиг.1 представлено продольное сечение полосы на профилегибочном стане в процессе формовки;
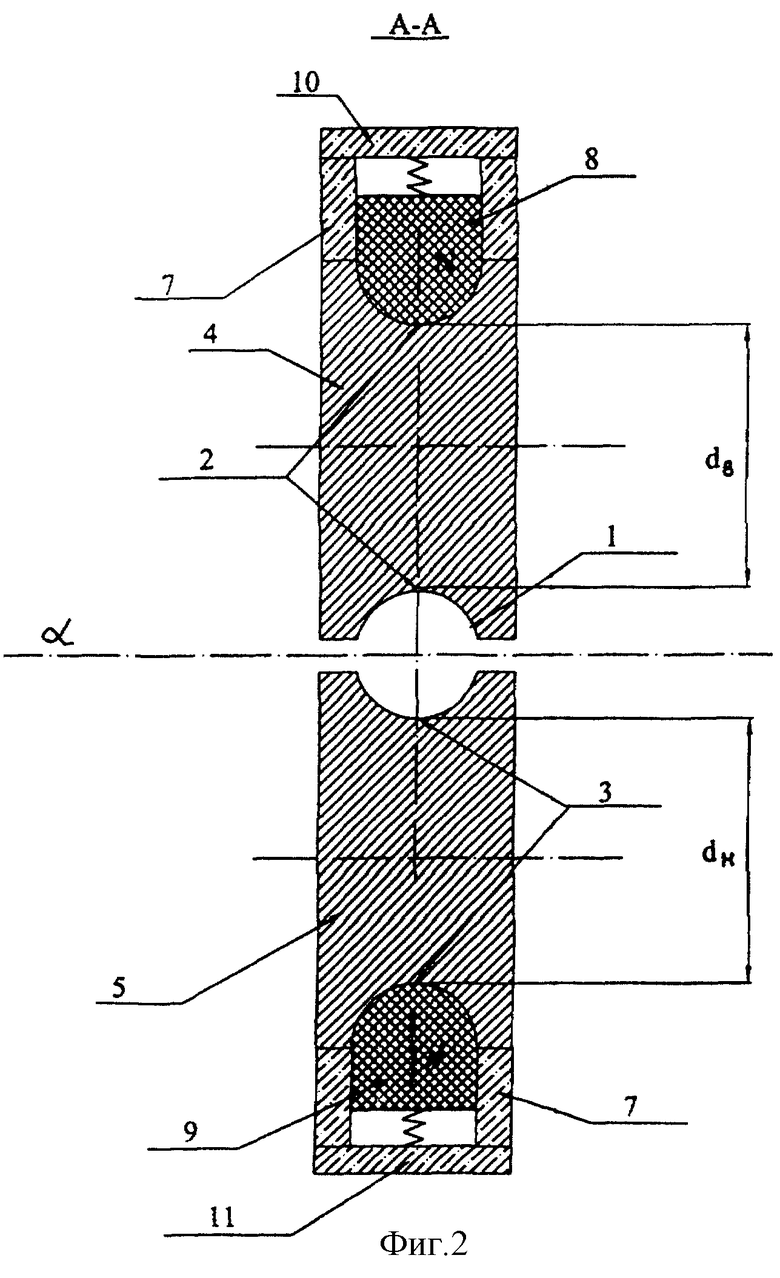
на фиг.2 - поперечное сечение полосы в профилегибочном калибре с принудительной гибкой боковых полок.
Способ производства гнутого профиля из полосы реализуется следующим образом. Полосу 1 перемещают в плоскости прокатки, а от клети к клети, последовательно осуществляя подгибку ее полок. В рассматриваемом переходе формовки боковые полки полосы 1 подвергаются подгибке в верхнем калибре 2 и нижнем калибре 3, вырезанных соответственно в валках 4 и 5, которые получают вращение в направлении ω. Со стороны, противоположной плоскости прокатки α относительно валков 4 и 5, закреплены направляющие 7 в плоскости β, проходящей через оси валков. В этих направляющих 7 установлены пластины 8 и 9 из твердого смазочного материала, например графита. Указанные пластины 8 и 9 размещены с возможностью продольного перемещения ν в плоскости β в направлении плоскости прокатки α. При этом рабочий профиль пластин 8 и 9 выполнен соответствующим рабочему профилю верхнего калибра 2 и нижнего калибра 3 и контактирует с ними. Ширина каждой пластины составляет 0,1-0,3 от минимального диаметра калибров dн и dв соответствующих валков. Нажимные механизмы 10 и 11 прижимают рабочий профиль пластин 8 и 9 к рабочему профилю верхнего и нижнего калибров 2 и 3.
При применении способа полоса совершает поступательное движение по направлению прокатки W в плоскости прокатки α.
Одновременно производится формовка профиля на заданный размер за счет последовательной принудительной гибки боковых полок профиля 1 в калибрах 2 и 3. В процессе вращения профилегибочных валков 4 и 5 рабочие поверхности калибров 2 и 3 контактируют с прижатыми к ним под давлением при помощи прижимных механизмов 10 и 11 графитовыми пластинами 8 и 9. При этом графит, являясь более мягким материалом по сравнению со сталью, из которой изготовлены валки, в результате действия сил трения при каждом обороте валков наносится тонким слоем на рабочую поверхность калибров 2 и 3. Попадая при дальнейшем вращении валков в зону контакта с металлом заготовки в очаге деформации слой графита играет роль твердой смазки - он способствует уменьшению коэффициента трения и износа материала валков за счет предотвращения приваривания частиц металла заготовки к поверхности калибров, заполнения графитом микропор и микротрещин на поверхности калибров. После прохода через очаг деформации слой смазки на поверхности разрушается и нуждается в восстановлении, которое происходит при дальнейшем вращении валка и попадании этого участка поверхности в зону контакта с графитовой пластиной. Таким образом, применение способа и устройства для его реализации обеспечивает повышение качества профилей при сокращении расхода валков на единицу готовой продукции.
Устройство для реализации указанного способа производства профилей из полосы включает установленную на каждом валке пластину из твердого смазочного материала 8-9, направляющие для этой пластины 7, механизм для осуществления давления пластины на валки и ее перемещения 10-11, при этом направляющие установлены относительно профилегибочного валка со стороны, противоположной плоскости прокатки α, и размещены в плоскости, проходящей через оси валков β, пластина помещена в направляющих 7 с возможностью продольного перемещения в направлении валка под действием указанного механизма, причем рабочий профиль пластины соответствует профилю рабочей поверхности калибра, а ширина пластины составляет 0,1-0,3 от минимального диаметра калибра соответствующего валка и в качестве твердого смазочного материала используют, например, графит.
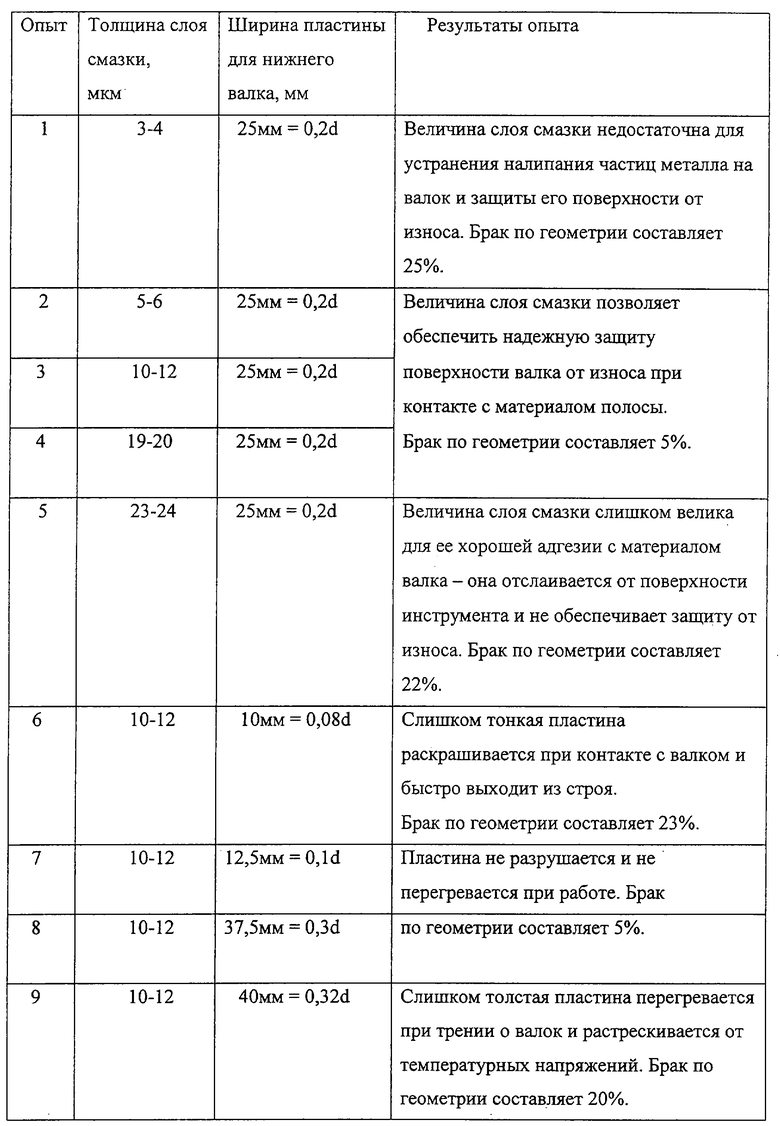
Применение способа поясняется примером его реализации. При производстве круглого трубного профиля диаметром 57 мм из стали 3 сп(пс) использовали профилегибочные валки из стали Х12ВМФ, осуществляя формовку при помощи стандартной калибровки. Во второй клети на верхнем и нижнем валках были установлены направляющие, в которые поместили графитовые пластины, рабочий профиль которых соответствовал рабочему профилю верхнего и нижнего калибра. Пластины были прижаты к поверхности валка при помощи пружинного нажимного устройства. Минимальный диаметр верхнего калибра составлял 182 мм, а минимальный диаметр нижнего калибра - 125 мм.
После проведения опытов по варьированию толщины графитовой пластины и толщины слоя твердой графитовой смазки, который наносили на рабочую поверхность калибров, и установлена правильность рекомендаций по выбору величины этих параметров. Результаты опытов приведены в таблице, приведенной в конце описания.
Использование предлагаемого способа производства профиля из полосы и устройства для его реализации позволяет по сравнению с существующим повысить качество профилей за счет заметного снижения брака по геометрии при значительном увеличении срока службы валков.
Литература
1. Головкин Р.В., Кричевский Е.М. Производство прямошовных труб на непрерывных трубоэлектросварочных станах. - М.: Металлургия, 1973. - 150 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2232657C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| Профилегибочный стан | 1980 |
|
SU942848A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2317166C1 |
| Калибр предчистовой клети профиле-гибОчНОгО CTAHA | 1979 |
|
SU816613A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388565C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при формовке профилей из полосы на профилегибочном стане. Устройство содержит вращающиеся профилегибочные валки с вырезанными рабочими поверхностями, образующими калибры. Каждый валок снабжен установленной на нем пластиной из твердого смазочного материала, механизмом для осуществления давления упомянутой пластины на профилегибочный валок и ее перемещения, а также направляющими для этой пластины. Упомянутые направляющие установлены относительно валка со стороны, противоположной плоскости прокатки, и размещены в плоскости, проходящей через оси профилегибочных валков. Пластина из твердого смазочного материала размещена в направляющих с возможностью продольного перемещения под действием механизма для осуществления давления и выполнена с рабочим профилем, соответствующим калибру, и шириной, которая составляет 0,1-0,3 от минимального диаметра калибра соответствующего профилегибочного валка. В качестве твердого смазочного вещества может быть использован графит. В результате повышается качество профилей за счет снижения брака при повышении стойкости инструмента. 1 з.п. ф-лы, 2 ил., 1 табл.
| ГОЛОВКИН Р.В., КРИЧЕВСКИЙ Е.М | |||
| Производство прямошовных труб на непрерывных трубоэлектросварочных станах | |||
| - М.: Металлургия, 1969, с.154-158 | |||
| Устройство для изготовления гнутых листовых профилей | 1983 |
|
SU1207557A2 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
| US 4176539 А, 04.12.1979 | |||
| US 3535903 А, 27.10.1970. | |||

