Данное техническое решение относится к области станкостроения, точнее - к приводным механизмам литьевых машин, и может быть использовано, в частности, в термоплагтавтоматах.
Известны механизмы запирания полуформ литьевых машин, содержащие источник давления, гидроаппаратурой управления соединенный с четырьмя двухштоковыми гидроцилиндрами, установленными на неподвижной формонесущей плите и образующими одну систему отвода и подвода мобильной формонесущей плиты (см., например, описание изобретения к патенту Германии №4303419, опубликованному 05.09.96).
Недостатками таких механизмов запирания полуформ литьевых машин являются:
- наличие дополнительного накопительного бака рабочей жидкости ввиду большого ее слива - одновременно из четырех полостей гидроцилиндров;
- наличие в нижней плоскости расположения гидроцилиндров двух выступающих из них по обе стороны механизма пластикации и впрыска штоков, не позволяющих осуществить поворот неподвижной формонесущей плиты без их демонтажа, что усложняет проведение технического обслуживания и ремонта названных узлов.
Наиболее близким аналогом (прототипом) заявленного гидравлического механизма запирания полуформ литьевой машины является техническое решение по авторскому свидетельству СССР №260872, опубликованному 23.05.84, состоящее из источника давления, соединенного гидроаппаратурой управления с двумя системами дифференциальных гидроцилиндров - системой отвода мобильной формонесущей плиты и системой подвода, включающей два двухштоковых гидроцилиндра, установленных, как и два других, на неподвижной формонесущей плите.
К недостаткам названного гидравлического механизма запирания полуформ литьевой машины относится наличие в нижней плоскости установки гидроцилиндров двух выступающих из них штоков, расположенных по обе стороны механизма пластикации и впрыска, мешающих повороту неподвижной формонесущей плиты (при техническом обслуживании и ремонте упомянутых узлов) без их демонтажа, что значительно усложняет эти работы.
Технической задачей заявляемого гидравлического механизма запирания полуформ литьевой машины является повышение ремонтопригодности конструкции.
Поставленная задача решается за счет того, что гидравлический механизм запирания полуформ литьевой машины, содержащий гидропривод с четырьмя дифференциальными гидроцилиндрами, установленными на неподвижной формонесущей плите, два из которых - двухштоковые, образующие систему подвода мобильной формонесущей плиты, выполнен с системой отвода мобильной формонесущей плиты в виде двух одноштоковых и двух двухштоковых гидроцилиндров с большей суммарной площадью четырех поршней со стороны бесштоковых полостей.
Данный гидравлический механизм запирания полуформ литьевой машины поясняется чертежами, где
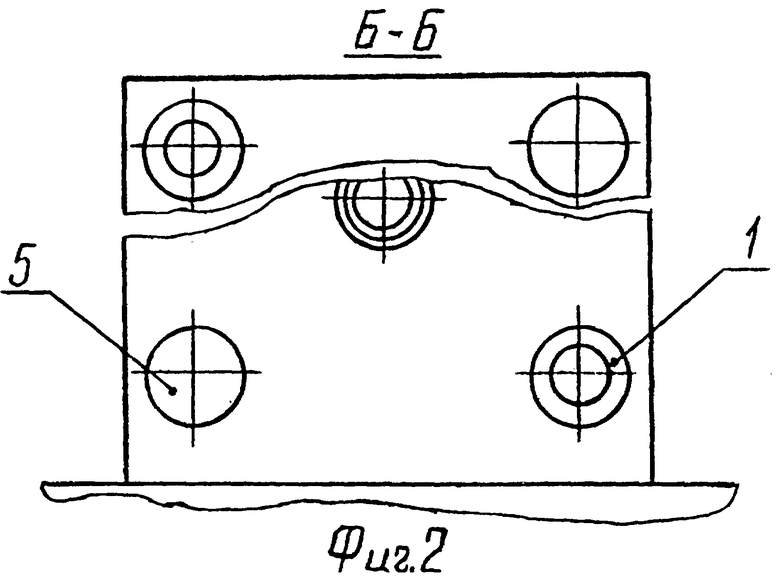
на фиг.1 изображен его общий вид;
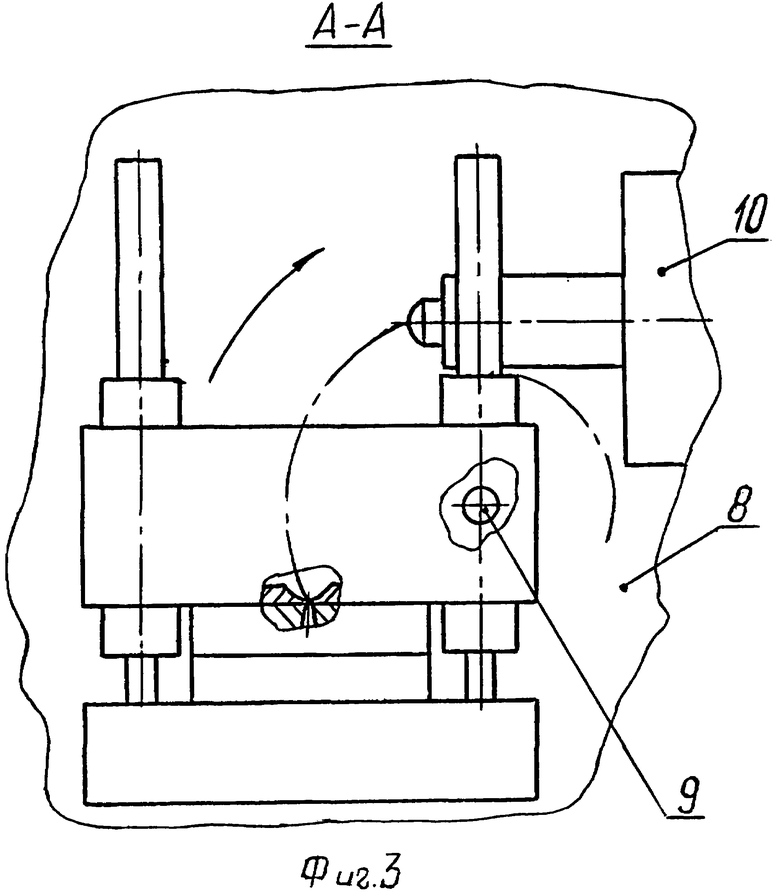
на фиг.2 - то же, разрез Б-Б на фиг.1;
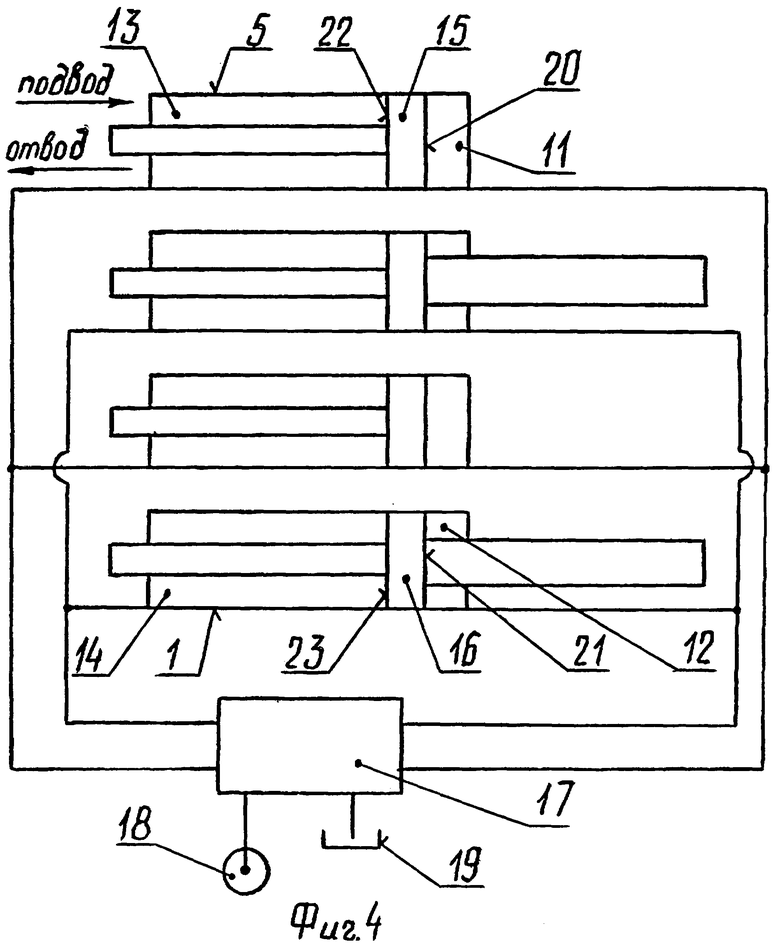
на фиг.3 - то же в развернутом на 90° положении неподвижной формонесущей плиты, разрез А-А на фиг.1;
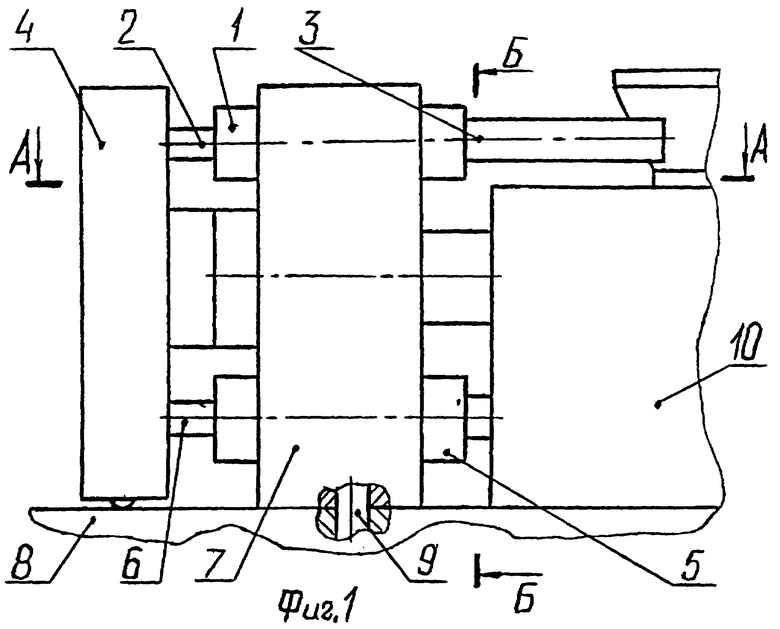
на фиг.4 схематично изображен его гидропривод.
Заявленный гидравлический механизм запирания полуформ литьевой машины состоит из двух двухштоковых дифференциальных гидроцилиндров 1 (фиг.1) со штоками 2 и штоками 3 большего диаметра, образующими систему подвода мобильной формонесущей плиты 4, и двух одноштоковых дифференциальных гидроцилиндров 5 со штоками 6, вместе с дифференциальными гидроцилиндрами 1 образующими систему отвода мобильной формонесущей плиты 4. Дифференциальные гидроцилиндры 1 и 5 закреплены на неподвижной формонесущей плите 7, жестко смонтированной на станине 8 литьевой машины, с возможностью после освобождения от крепежных элементов ее поворота на оси 9, установленной в станине 8 (фиг.3). На станине 8 расположен механизм 10 пластикации и впрыска. Полости 11, 12 и 13, 14 дифференциальных гидроцилиндров 1 и 5, разделенные соответственно поршнями 15 и 16, выполненными одного диаметра, соединены с гидроаппаратурой 17 управления, источником 18 давления и накопительным баком 19. При этом поршни 15 и 16 имеют рабочие поверхности 20 и 21 большей суммарной площади, чем рабочие поверхности 22 и 23.
Гидравлический механизм запирания полуформ литьевой машины работает следующим образом.
При подводе.
Полости 12 и 14 дифференциальных гидроцилиндров 1 соединяют гидроаппаратурой 17 управления с источником 18 давления и между собой, что обеспечивает минимальный расход рабочей жидкости от источника 18 давления. Полости же 11 и 13 дифференциальных гидроцилиндров 5 соединяют между собой и с накопительным баком 19, обеспечивая тем самым минимальный слив в него рабочей жидкости.
При запирании.
Полости 13 и 14 дифференциальных гидроцилиндров 1 и 5 гидроаппаратурой 17 управления соединяют с источником 18 давления, а полости 11 и 12 с накопительным баком 19.
При отрыве.
Полости 11 и 12 соединяют с источником 18 давления, а 13 и 14 - со сливом, т.е. с накопительным баком 19.
При отводе.
Полости 11, 13 и 12, 14 дифференциальных гидроцилиндров 5 и 1 гидроаппаратурой 17 управления соединяют между собой, соответственно 11 с 13 и 12 с 14 и с источником 18 давления. Поскольку площадь рабочих поверхностей 20 и 21 поршней 15 и 16 больше площади рабочих поверхностей 22 и 23, появляется результирующая сила, обеспечивающая отвод мобильной формонесущей плиты 4. При этом ввиду соединения всех полостей (11 - 14) дифференциальных гидроцилиндров 1 и 5 между собой, а также небольшого превышения суммарной площади рабочих поверхностей их поршней со стороны бесштоковых полостей 11, вытесняемая из полостей 13 и 14 рабочая жидкость в основном компенсирует увеличение объема полостей 11 и 12, обеспечивая тем самым минимальное ее поступление от источника 18 давления.
При техническом обслуживании и ремонте.
Неподвижную формонесущую плиту 7 освобождают от крепежных элементов, жестко соединяющих ее со станиной 8 литьевой машины, и разворачивают, например, на оси 9, установленной в станине 8, в удобное для работы положение (фиг.3). Отсутствие выступающего из нижнего дифференциального гидроцилиндра 5 штока (фиг.1) позволяет осуществить этот поворот свободно, без демонтажа механизма 10 пластикации и впрыска.
Таким образом, заявленный гидравлический механизм запирания полуформ литьевой машины позволяет при использовании преимуществ дифференциальной схемы подключения гидроцилиндров значительно повысить его ремонтопригодность.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2004 |
|
RU2255863C1 |
| Литьевая машина | 1973 |
|
SU729079A1 |
| Литьевая многопозиционная машина для переработки пластмасс | 1981 |
|
SU1016189A1 |
| Литьевая машина для литья изделий из термопластов | 1986 |
|
SU1353637A1 |
| МЕХАНИЗМ ЗАПИРАНИЯ ФОРЛ\ | 1973 |
|
SU363605A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
| Механизм запирания форм литьевойМАшиНы для пОлиМЕРОВ | 1979 |
|
SU802061A1 |
| Механизм запирания полуформ литьевой машины | 1974 |
|
SU960036A1 |
| Контактор переключающего устрой-CTBA | 1977 |
|
SU813519A1 |
| Механизм замыкания форм литьевой машины для пластмасс | 1975 |
|
SU606541A3 |
Изобретение относится к области станкостроения, а именно к приводным механизмам литьевых машин, и может быть использовано, в частности, в термопластавтоматах. Гидравлический механизм запирания полуформ литьевой машины содержит гидропривод с четырьмя дифференциальными гидроцилиндрами, установленными на неподвижной формонесущей плите. Два из гидроцилиндров - двухштоковые, образующие систему подвода мобильной формонесущей плиты. Система отвода мобильной формонесущей плиты образована двумя одноштоковыми и двумя двухштоковыми гидроцилиндрами, выполненными с большей суммарной площадью четырех поршней со стороны бесштоковых полостей. Изобретение позволяет упростить техническое обслуживание и ремонт полуформ литьевой машины. 4 ил.
Гидравлический механизм запирания полуформ литьевой машины, содержащий гидропривод с четырьмя дифференциальными гидроцилиндрами, установленными на неподвижной формонесущей плите, два из которых - двухштоковые, образующие систему подвода мобильной формонесущей плиты, отличающийся тем, что система отвода мобильной формонесущей плиты образована двумя одноштоковыми и двумя двухштоковыми гидроцилиндрами, выполненными с большей суммарной площадью четырех поршней со стороны бесштоковых полостей.
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Приставка к рентгендифрактометру | 1985 |
|
SU1343321A1 |
| Литьевая машина | 1967 |
|
SU260872A1 |
| DE 4303419 A1, 12.08.1993 | |||
| US 5336462 А, 09.08.1994 | |||
| ЦИФРОВОЙ ВОЛЬТМЕТР | 1971 |
|
SU412562A1 |

