Область техники, к которой относится изобретение
Изобретение относится к лазерному способу нанесения насечек, в частности к способу быстрого нанесения насечек с помощью лазера. С помощью такого способа лазерного нанесения насечек можно одновременно наносить линии насечки как на верхнюю, так и на нижнюю поверхности стальной полосы, повышая производительность лазерного устройства для нанесения насечек и увеличивая вклад линий насечки в снижение показателя потерь в железе стальной полосы.
Предпосылки создания изобретения
Текстурированная кремнистая электротехническая листовая сталь является незаменимым материалом для изготовления различных трансформаторов. Вследствие потерь в железе трансформатор расходует электроэнергию. По этой причине снижение потерь в железе является целью непрекращающихся изысканий в области производства листов текстурированной кремнистой электротехнической стали. Потери в железе листовой кремнистой электротехнической стали подразделяются на гистерезисные потери и потери от вихревых токов. Потери от вихревых токов разделяются на классические потери от вихревых токов (вызываемые токами Фуко) и аномальные потери от вихревых токов (вызываемые движением стенок магнитных доменов и пропорциональные ширине магнитного домена). В условиях частоты промышленной питающей сети аномальные потери от вихревых токов составляют почти половину потерь в железе. С развитием металлургической технологии металлографическая текстура (110) [001] постоянно совершенствовалась, что естественным образом приводит к слишком быстрому росту кристаллических зерен в ходе вторичной рекристаллизации и их укрупнению, что, в свою очередь, является причиной увеличения ширины магнитных доменов и возрастания доли аномальных потерь от вихревых токов. В этом случае дальнейшее снижение потерь в железе с помощью обычных металлургических процессов все более и более затрудняется.
Для дальнейшего снижения потерь в железе для листов текстурированной электротехнической стали посредством уменьшения величины магнитных доменов во всем мире на многих сталелитейных предприятиях и в металлургических исследовательских институтах проводились исследования технологий, позволяющих снизить размеры магнитных доменов. В результате таких исследований были разработаны различные методики обработки поверхностей, такие как механическая обработка, воздействие лазерным лучом, электроискровая обработка, воздействие струей плазмы, локальный разогрев, ультразвуковой вибрационный метод, обработка струей жидкости и так далее. С точки зрения снижения потерь в железе эти способы могут обеспечить уменьшение размеров магнитных доменов посредством уменьшения расстояния между ориентированными под углом 180° стенками магнитного домена. Среди них способ лазерного нанесения насечек является наиболее значимым.
Облучение лазером позволяет снизить потери листа от вихревых токов путем уменьшения наибольшей ширины магнитного домена текстурированной кремнистой электротехнической стали. Более конкретно, теплота, поступающая от луча лазера, обеспечивает образование под поверхностями листа электротехнической стали областей вязкоупругой деформации и снижает потери от вихревых токов путем уменьшения наибольшей ширины магнитного домена текстурированной кремнистой электротехнической стали под действием давления, развивающегося в области вязкоупругой деформации, и напряжения растяжения между линиями насечки. Поскольку такой метод позволяет значительно снизить потери в железе и представляет собой вид бесконтактной обработки, он характеризуется очень высокой надежностью и управляемостью.
Известно множество патентов, относящихся к способу уменьшения потерь в железе текстурированной кремнистой электротехнической стали посредством нанесения насечек с помощью лазера.
В патенте Китая CN1216072A раскрыт лист текстурированной электротехнической стали с превосходными магнитными свойствами, а также способ и оборудование для его получения. В этом способе для уменьшения расстояния между стенками ориентированных под углом 180° магнитных доменов и улучшения вследствие этого магнитных свойств используется излучение импульсного лазера. В этом способе для облучения поверхности листа текстурированной электротехнической стали применяется CO2-лазер с модуляцией добротности и удельной мощностью облучения, отрегулированной таким образом, чтобы не превышать предельное значение, способное повредить изолирующую пленку на поверхностях стального листа, с использованием овального луча для облучения поверхности стального листа, причем главная ось овала проходит в поперечном по отношению к стальному листу направлении и овальные лучи частично перекрываются для получения «непрерывного» лазерного луча и для достижения достаточной накопленной энергии облучения, необходимой для улучшения магнитных свойств. Таким образом достаточно успешно решается проблема, заключающаяся в том, что при обычных методиках облучения импульсными лазерами проявляется тенденция к повреждению изолирующей пленки на поверхностях стального листа. Однако для достижения достаточной накопленной энергии скорость сканирования в таком способе не может быть слишком высокой, что ограничивает скорость нанесения насечек лазерным устройством для нанесения насечек и не соответствует требованиям высокоскоростного лазерного нанесения насечек.
В патенте Китая CN1761764A раскрыт тип листа текстурированной электротехнической стали с хорошими магнитными свойствами, а также способ его получения. В этом способе для уменьшения потерь в железе текстурированной электротехнической стали осуществляется сканирующее облучение лучом с длиной волны λ в диапазоне 1,07≤λ≤2,10 мкм, непрерывно генерируемым волоконно-оптическим лазером. Однако использование непрерывно генерируемого луча волоконно-оптического лазера с длиной волны λ 1,07≤λ≤2,10 мкм приводит к довольно высокой интенсивности луча вблизи центра, что может привести к шероховатости облучаемой поверхности. Если пытаться решить эту проблему путем снижения средней выходной мощности P лазерного устройства, то оказывается необходимым одновременное уменьшение скорости сканирования, что неизбежно ухудшает производительность лазерного устройства.
В патенте Китая CN101209514 раскрывается действующее в режиме реального времени лазерное высокоскоростное устройство для нанесения насечек, имеющее в основе систему колеблющихся зеркал. Устройство включает опорную раму, несущую ленту, систему колеблющихся зеркал, лазерную систему и управляющие устройства для управления системой колеблющихся зеркал и лазерной системой. Благодаря использованию системы колеблющихся зеркал этот способ способен эффективно поднять скорость лазерного нанесения насечек и имеет такие преимущества, как высокая гибкость, большая скорость нанесения насечек, большая ширина сканирования, высокая производительность, но, к сожалению, этот способ не пригоден для одновременного нанесения насечек на обеих поверхностях стальной полосы. По сравнению с другими способами лазерного нанесения насечек данный способ не имеет явного преимущества.
В патенте Китая CN1076492A раскрывается способ лазерной обработки и устройство для ее осуществления, предназначенные для снижения потерь в железе листа электротехнической кремнистой стали. Используя способность лазера одинаково быстро нагревать и охлаждать, данным способом осуществляют нанесение насечек на лист текстурированной электротехнической стали и способствуют развитию в нагретой области небольших пластических деформаций и дислокаций высокой плотности с образованием субграничной структуры зерен и, таким образом, уменьшению наибольшей длины стенок магнитных доменов, вызывая при этом остаточное напряжение растягивания, с достижением, таким образом, уменьшения размеров магнитных доменов и снижения потерь в железе. Способ является практически осуществимым, а устройство для его реализации не является сложным. Однако при этом способе потери в железе могут быть уменьшены на величину только около 5%, а производительность во внимание вовсе не принимается.
Далее, в патенте Китая CN101348853 раскрывается способ снижения потерь в железе обычной текстурированной электротехнической стали. В этом способе сильно разрушается пленка защитного покрытия листа электротехнической кремнистой стали, и необходимо ее повторное нанесение после нанесения насечек. Кроме того, неудобный в реализации производственный процесс и высокая стоимость производства делают этот способ не подходящим для применения. В патенте Китая CN1244597A раскрывается способ обработки лазером поверхности листа теплостойкой текстурированной электротехнической стали. Посредством легирования локальных участков листа электротехнической кремнистой стали этот способ способен оптимизировать распределение магнитных доменов и тем самым уменьшить потери в железе, придавая, таким образом, листу электротехнической стали стабильность при высоких температурах и превосходные характеристики старения. Однако перед осуществлением этого способа необходимо удаление пленки изолирующего покрытия листа электротехнической кремнистой стали, и на такой лист электротехнической кремнистой стали должна повторно быть нанесена пленка изолирующего покрытия после нанесения насечек. Такой способ слишком сложен в осуществлении и неприменим для массового производства.
Раскрытие изобретения
Цель данного изобретения состоит в получении быстродействующего способа лазерного нанесения насечек, способного одновременно наносить насечки как на верхней, так и на нижней поверхности полосы текстурированной кремнистой электротехнической стали. При этом скорость выполнения обработки может в 1,5~2 раза превышать скорость обычных способов нанесения насечек, которые не способны одновременно наносить насечки на верхней и нижней поверхностях стальной полосы. Линии насечки, нанесенные на стальной полосе способом по изобретению, могут снижать потери стальной полосы в железе на 10~16%.
Для достижения вышеприведенной цели предлагается технологическое решение способа нанесения насечек, состоящее в том, чтобы использовать луч лазера непрерывного действия с высокой степенью фокусировки для одновременного нанесения линий насечки на обеих (верхней и нижней) поверхностях стальной полосы, которая подается и продвигается вперед по производственной линии; линии насечки, нанесенные на верхней поверхности, и линии насечки, нанесенные на нижней поверхности, имеют одинаковое расстояние между каждыми двумя соседними линиями, но располагаются со смещением относительно друг друга для равномерного снижения потерь в железе. Расстояние между каждыми двумя соседними линиями насечки на одной и той же поверхности составляет 6~12 мм, мощность лазера 1000~3000 Вт, скорость сканирования 100~400 м/мин.
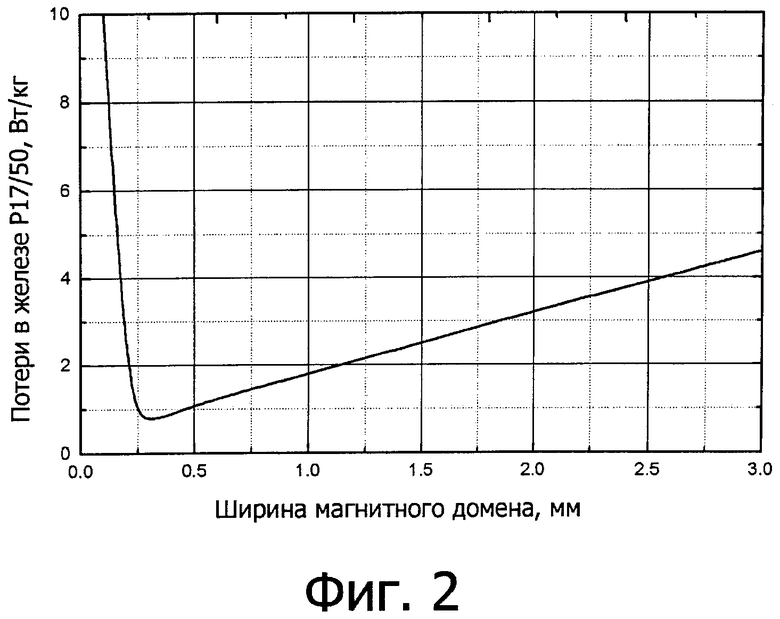
В условиях постоянной мощности лазера и постоянной скорости сканирования область, подвергающаяся воздействию создаваемых линиями насечки напряжений, также является постоянной. При этом степень дробления магнитных доменов листа текстурированной электротехнической стали пропорциональна величине напряжения. Таким образом, при уменьшении расстояния между соседними линиями насечки наибольшая ширина магнитного домена листа текстурированной кремнистой электротехнической стали падает и потери такого листа в железе снижаются. Однако когда ширина наибольшего магнитного домена становится меньше некоторой величины (0,2 мм или около того), потери в железе вследствие гистерезиса резко возрастают, что приводит к повышению общих потерь в железе листа электротехнической кремнистой стали. Например, зависимость между потерями в железе и шириной магнитного домена листа электротехнической кремнистой стали марки B23R090 показана на фиг.2. Поэтому для достижения хороших результатов в снижении потерь в железе необходимо выбирать подходящее расстояние между соседними линиями насечки.
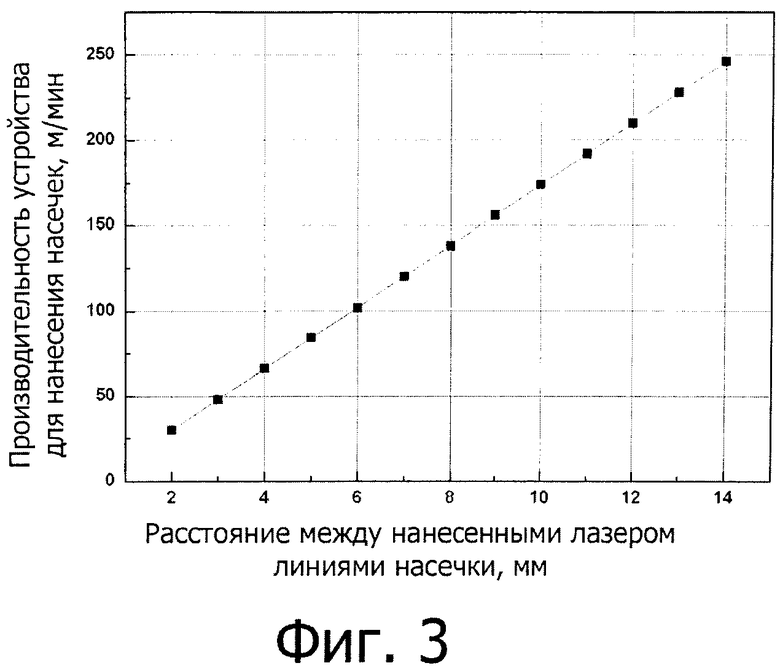
Кроме того, в условиях постоянной скорости сканирования максимальная производительность устройства для нанесения насечек пропорциональна расстоянию между соседними линиями насечки. Чем больше это расстояние, тем выше максимальная скорость обработки. Учитывая одновременно и вклад линий насечки, и производительность устройства для нанесения насечек, расстояние между соседними линиями насечки в способе нанесения насечек по настоящему изобретению выбирают равным 6~12 мм.
Преимуществами данного изобретения являются по меньшей мере следующие:
1. Благодаря суперпозиции замкнутых магнитных доменов верхней и нижней поверхностей листа электротехнической кремнистой стали обеспечивается возможность дальнейшего уменьшения размеров магнитных доменов, что позволяет тем самым снизить потери в железе с помощью линий насечки.
2. Способ нанесения насечек по настоящему изобретению позволяет одновременно наносить линии насечки и на верхней, и на нижней поверхности полосы текстурированной электротехнической стали с наибольшим расстоянием между соседними линиями насечки до 12 мм и позволяет легко понизить потери в железе на 10%. В противоположность этому, обычные способы нанесения насечек в каждый момент времени могут наносить линии насечки только на одну поверхность листа электротехнической кремнистой стали, а максимальное расстояние между соседними линиями насечки для уменьшения потерь в железе на 10% не может превышать 6 мм. То есть для одинакового снижения потерь в железе скорость нанесения насечек способом по настоящему изобретению в 1,5~2 раза превышает скорость обычных способов нанесения насечек. Поэтому способ нанесения насечек и устройство для нанесения насечек по настоящему изобретению позволяют наносить линии насечки со скоростью, более чем в два раза превышающей скорость обработки обычными способами нанесения насечек, и поэтому они могут быть применены на быстром массовом производстве.
3. Так как способ нанесения насечек по настоящему изобретению позволяет одновременно наносить линии насечки как на верхней, так и на нижней поверхности полосы текстурированной электротехнической стали, а напряжения, вызываемые нанесением насечек на верхней и нижней поверхностях полосы текстурированной электротехнической стали, приводят к дальнейшему уменьшению размеров магнитных доменов, данный способ нанесения насечек способен в результате снизить потери в железе полосы электротехнической кремнистой стали на 10~16%, и даже вплоть до 16%, в то время как обычные способы нанесения насечек позволяют уменьшать такие потери лишь на величину не более 13%. Очевидно, что способ по изобретению превосходит известные способы.
Краткое описание чертежей
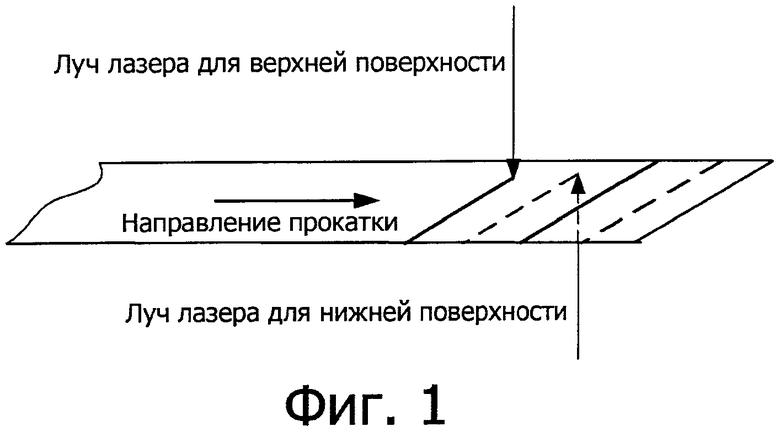
Фиг.1 является схематичным изображением оптического пути лазерного излучения согласно изобретению;
фиг.2 демонстрирует взаимосвязь между потерями в железе листа текстурированной кремнистой электротехнической стали и шириной магнитного домена (промышленно выпускаемый лист электротехнической кремнистой стали марки R090 толщиной 0,23 мм);
фиг.3 показывает взаимосвязь между производительностью лазерного устройства для нанесения насечек и расстоянием между нанесенными линиями насечки (непрерывное лазерное излучение, сдвоенная лазерная головка, производительность лазерного устройства для насечек, соответствующая скорости сканирования 250 м/мин); и
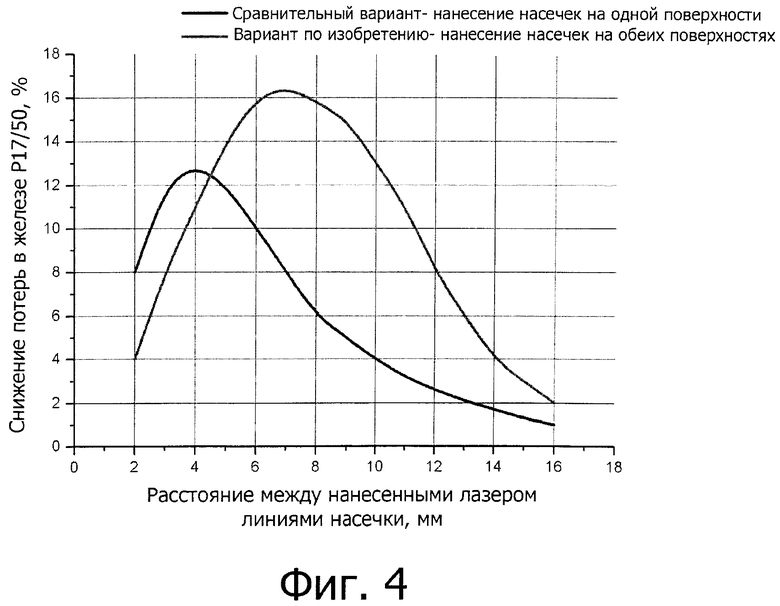
фиг.4 иллюстрирует варианты осуществления изобретения, то есть зависимости между расстоянием между соседними линиями насечки и процентной долей сокращения потерь в железе листа электротехнической кремнистой стали 0,23 mm NSGO, как для воплощений изобретения, так и для сравнительных случаев (газовый CO2-лазер непрерывного действия с длиной волны 10,6 мкм, размерами факела 0,2×8 мм, мощностью лазера 2000 Вт, скоростью сканирования 250 м/мин).
Подробное описание изобретения
Далее настоящее изобретение описывается более подробно с отсылками на сопутствующие чертежи и воплощения.
В показанном на фиг.1 быстродействующем способе лазерного нанесения насечек используется лазерное устройство нанесения насечек, причем этот способ позволяет одновременно наносить линии насечки на верхней и нижней поверхностях полосы текстурированной кремнистой электротехнической стали, подаваемой и продвигаемой вперед по производственной линии, с помощью луча лазера непрерывного действия с высокой степенью фокусировки. Линии насечки, нанесенные на верхней поверхности, и линии насечки, нанесенные на нижней поверхности, имеют одинаковое расстояние между соседними линиями, но смещены относительно друг друга для равномерного снижения потерь в железе. Расстояние между соседними линиями насечки на одной и той же поверхности составляет 6-12 мм, мощность лазера - 1000~3000 Вт, а скорость сканирования составляет 100~400 м/мин.
В качестве примера для описания может быть взято применение газового CO2-лазера непрерывного действия с длиной волны 10,6 мкм и сдвоенным лазерным излучателем для одновременного нанесения насечек на каждой из сторон полосы стали. Соответствующие результаты представлены в таблице.
Из фиг.2 видно, что с уменьшением ширины магнитного домена потери в железе постепенно снижаются. Но когда ширина домена становится меньше некоторой величины (0,2 мм или около этого), происходит резкое увеличение потерь в железе.
Как можно видеть из фиг.3, имеются пропорциональная зависимость между максимальной производительностью устройства для нанесения насечек и расстоянием между соседними линиями насечки. Чем шире это расстояние, тем большая максимальная производительность устройства для нанесения насечек может быть достигнута.
Зависимости между расстоянием между соседними линиями насечки и процентной долей снижения потерь в железе как в вариантах осуществления настоящего изобретения, так и в сравнительных вариантах показаны на фиг.4. Из таблицы 1 и фиг.4 видно, что в одинаковых условиях, т.е. когда характеристики лазерного источника, толщина стального листа, мощность лазера, скорость сканирования, ширина сканирования являются одинаковыми, одновременное нанесение насечек на верхней и на нижней поверхности стального листа позволяет увеличить расстояние между линиями по сравнению с нанесением насечек только на одной поверхности стального листа, что дает более высокую производительность устройства для нанесения насечек и может обеспечить более значительный процент снижения потерь в железе.
Подытоживая вышесказанное, способ нанесения насечек по настоящему изобретению пригоден для нанесения линий насечки одновременно и на верхней, и на нижней поверхности стальной полосы и, таким образом, превосходит способы нанесения насечек известного уровня техники в скорости и эффективности нанесения насечек.
Изобретение относится к быстродействующему способу лазерного нанесения насечек, при котором используется установка лазерного устройства для одновременного нанесения линий насечек на верхнюю и на нижнюю поверхности полосы текстурированной кремнистой электротехнической стали, подаваемой и продвигаемой вперед по производственной линии, с помощью луча лазера непрерывного действия с высокой степенью фокусировки, при этом линии насечек, нанесенные на верхнюю поверхность, и линии насечек, нанесенные на нижнюю поверхность, имеют одинаковое расстояние между соседними линиями насечек, но смещены относительно друг друга для равномерного снижения потерь в железе. Расстояние между соседними линиями насечек на одной и той же поверхности составляет 6÷12 мм, мощность лазера составляет 1000÷3000 Вт, а скорость сканирования составляет 100÷400 м/мин. Производительность такого способа нанесения насечек и такого устройства в 1,5-2 раза превышает производительность обычных способов нанесения насечек, которые не позволяют одновременное синхронное нанесение насечек на верхнюю и нижнюю поверхности стальной полосы. Линии насечки, нанесенные на стальной полосе таким способом, могут снижать потери в железе стальной полосы на 10-16%. 1 табл., 4 ил.
Способ лазерного нанесения насечек на полосу текстурированной кремнистой электротехнической стали, отличающийся тем, что осуществляют одновременное нанесение линий насечек на верхнюю и на нижнюю поверхности полосы текстурированной кремнистой электротехнической стали, подаваемой и продвигаемой вперед по производственной линии, с использованием луча лазера непрерывного действия с высокой степенью фокусировки, причем линии насечек на верхней и на нижней поверхностях полосы текстурированной кремнистой электротехнической стали наносят с одинаковыми расстояниями между соседними линиями и со смещением линий на указанных поверхностях относительно друг друга для равномерного снижения потерь в железе, при этом расстояние между соседними линиями насечек на одной и той же поверхности составляет 6÷12 мм, мощность лазера составляет 1000÷3000 Вт, а скорость сканирования лазерного устройства для нанесения насечек составляет 100~400 м/мин.
| СПОСОБ УЛУЧШЕНИЯ МАГНИТНЫХ СВОЙСТВ ЛИСТОВ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ КРЕМНИСТОЙ СТАЛИ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ОБРАБОТКИ | 2000 |
|
RU2238340C2 |
| Транспортное средство,приводимое в действие мускульной силой человека | 1982 |
|
SU1216072A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ КРУПНОЗЕРНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ ТОЛЩИНОЙ 0,15 - 0,30 ММ | 1992 |
|
RU2016094C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕКРАСНЫМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2006 |
|
RU2371487C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ ЭЛЕКТРИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2301839C2 |

