Изобретение относится к машиностроению и может быть использовано при термической обработке изделий, изготавливаемых из серого чугуна.
Цель изобретения - повьш1ение износостойкости чугунных изделий.
Согласно предлагаемому способу повышение износостойкости чугунных изделий достигается путем оптимального режима предварительной термической обработки и последующей лазерной закалки с оплавлением поверхности. Па интенсивиость износа серого чугуна кроме структуры металлической основы большое влияние оказывает наличие графита,
В результате проведенных исследований определяют режим предварительной термической обработки перед лазерной закалкой с оплавлением поверхности, который включает объемную закалку и отпуск в узком интервале температур ( 20° С).
На чертеже рриведен график зависимости степени износа от предварительной термообработки и последукщей лазерной закалки. Из графика видно, что отпуск в интервале температур 300-500 С позволяет повысить износостойкость материала (пунктирная ли - кия) в 2-4 раза по сравнению с исходным состоянием, т.е. без предварительной обработки. В то же время применение отпуска в интервале 380-420°С позволяет повысить износостойкость еще в 2-3 раза (сплошная линия).
Предварительная объемная закалка обеспечивает более равномерное распределение структурных составляющих и твердости по глубине закаленного лазерным облучением слоя по сравнению с исходным неупрочненным состоянием. Кроме того, в исходно необработанном сером чугуне при лазерной закалке возможно одновременное формирование наряду с продукта ш мартенситного превращения продуктов перлитного с осуществлением ферритообразоват1Я. Феррит- ная составляющая структуры исходного чугуна стимулирует процесс феррито(Л
ел
00 00
ю
образования при последующем лазерном нагреве.
Однако при этом определяющую роль при изнашивании приобретает промежуточный после объемной закалки отпуск При температуре отпуска менее 380 С происходит интенсивный износ упрочненного лазером чугуна путем шелушения слоя в результате высокой xpyn-i кости металлической основы в связи с отсутствием условий релаксации и перераспределения энергии жесткой подложкой закаленного состояния, а при температуре отпуска выше 400- 420 с значительному изнашиванию способствует разупрочнение основы, приближая состояние И свойства материала к исходному неупронненному,
При термообработке серых чугунов температура лазерного нагрева приобретает важное значение. Нагрев на тек пературу аустенизации при интенсивном нагреве источником концеитрирова- ной тепловой энергии (лазерным лучом) оказывается недостаточным при исходном неоднородном строении металлической марицы серых чугунов при наличии структурно обособленной ферритно составляющей в связи с необходимостью протекания диффузионных процессов перераспред леиия элементов и сдвига в область высоких температур. Наиболее оптимальным режимом является нагрев до температур легкого оплавления поверхности Глубокое проплавление в связи с неуправляемостью ведет к чрезмерному крат рообразованию, испарению металла и трещинообразованию,
Пpедлaгae fcIй способ осуществляют следующим образом.
Изделия из чугуна типа С420 закаливают от температур, нагрева 900- 1000°С в масле или воде. После закал
ки осуществляют отпуск при 380-420°С в течение 1-1,5 ч и подвергают нагреву лазерным лучом до легкого оплавления поверхности. Охлаждение осуществляют теплоотводом в массу изделия.
Пример, Проводят термическую обработку образцов из чугуна С420 для испытания на машине трения МИ-1 по схем.е кольцо - кольцо с проскальзыванием. Контртелом служат кольца из ст, Р6М5, обработанные на твердость HRS 65, Износ определяют взвешиванием на аналитических весах. Про водят испытание на сухое трение при нагружении 600 И в течение 60 мин.
Режим термической обработки и результаты испытаний приведены в таблице.
Режим термической обработки
Износ, мг
Известный
Исходное состояние «
лазерная закалка0,0930
Предлагае« 1й
Закалка - +
лазерная закалка0,0083
Как следует из данных таблицы, об- работка по предлагаемому способу по сравнению с известным позволяет значительно повысить износостойкость.
Формула изобретения
Способ термической обработки серы; чугунов, включающий лазерную закалку с оплавлением поверхности, отличающийся тем, что, с целью повышения износостойкости изделий, предварительно проводят объемную закалку и отпуск при 380-420 С,
Of
I
0.02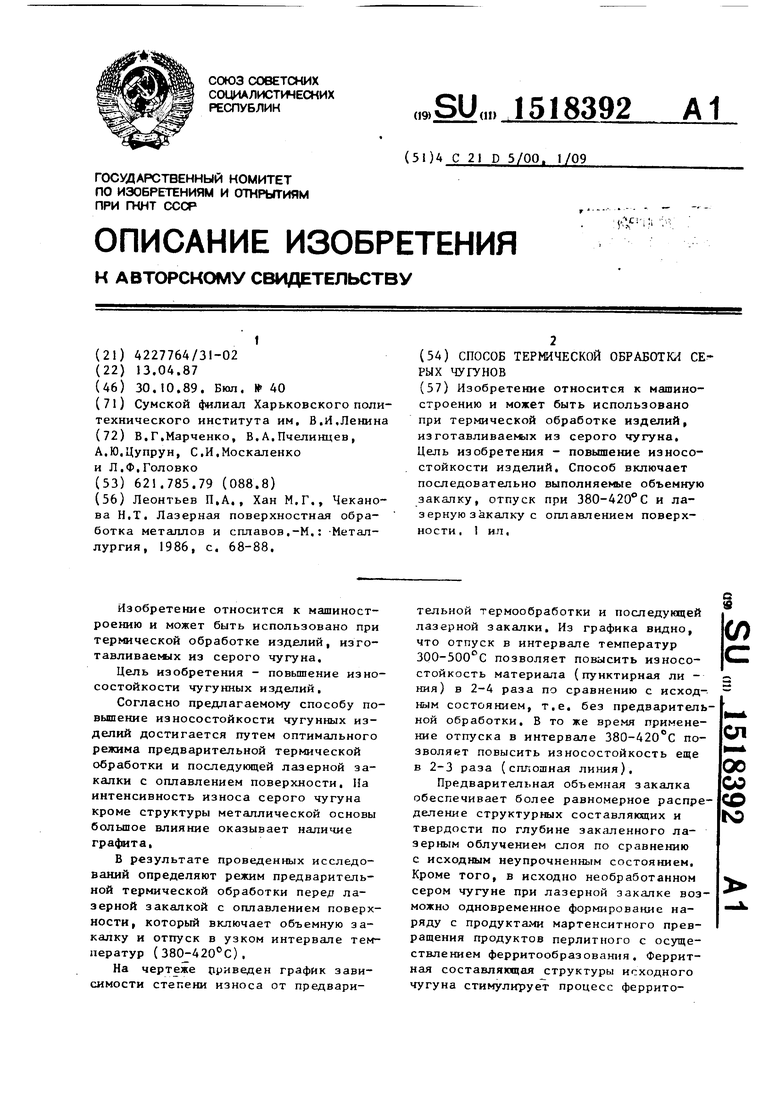

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| Способ термической обработки изделий из чугуна | 1988 |
|
SU1668417A1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2016 |
|
RU2620656C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2014 |
|
RU2566224C1 |
| Способ изготовления немагнитного биметаллического защитного элемента корпуса роторной управляемой системы | 2024 |
|
RU2828522C1 |
| Способ поверхностного упрочнения дисперсионно-твердеющих сталей | 2020 |
|
RU2749008C1 |
| Способ термообработки изделий | 1990 |
|
SU1782243A3 |
| Способ термической обработки деталей из заэвтектоидных низколегированных сталей | 1979 |
|
SU863663A1 |
| Способ термообработки чугуна с шаровидным графитом, включениями эвтектического цементита и бейнитно-аустенитной металлической основой | 2018 |
|
RU2681076C1 |
| СПОСОБ ЛАЗЕРНО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ СТАЛЕЙ | 1996 |
|
RU2121004C1 |

Изобретение относится к области машиностроения и может быть использовано при термической обработке изделий, изготавливаемых из серого чугуна. Цель изобретения - повышение износостойкости изделий. Способ включает последовательно выполняемые объемную закалку, отпуск при 380-420°С и лазерную закалку с оплавлением поверхности. 1 ил.
200
300WO 500 SOU
Tenneoamupa npedSapt/- тельного отпуска, °c
| Леонтьев П,А., Хан М.Г., Чекано- ва Н.Т | |||
| Лазерная поверхностная обработка металлов и сплавов.-М.: -Металлургия, 1986, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
