Изобретение относится к способам гальванического нанесения хромовых покрытий на изделия, такие как цилиндрические стержни, валы, прутки, штоки гидроамортизаторов, длинномерные штоки гидроприводов силовых подъемных механизмов, и может быть использовано в производстве проката при изготовлении прокатных валков, машиностроении и других отраслях промышленности.
Известен способ электрошлаковой наплавки [1], который обеспечивает возможность электрошлаковой наплавки изделий с улучшенными электромеханическими свойствами наплавленного металла за счет лучшего смешивания расплавленного металла в шлаковой ванне путем увеличения скорости вращения шлаковой ванны. Расплавленный металл и шлак совершают движение вокруг изделия за счет возникающих сил взаимодействия электромагнитного потока и тока, протекающего через расплав. Недостатком данного способа является невозможность обеспечения требуемой скорости вращения электролита.
Наиболее близким по технической сущности к заявляемому способу является способ нанесения хромовых покрытий на изделия типа тел вращения [2], включающий частичное погружение изделия в электролит, содержащий соединение хрома, и электрохимическое осаждение покрытия при напряжении 180-280 В, катодной плотности тока 10-50 А/дм2, вращении изделия с окружной скоростью 0,02-0,5 м/с относительно зоны осаждения. Способ за счет выбранного режима осаждения обеспечивает формирование на поверхности валков хромовых покрытий с изотропной 0,9-1,0 шероховатостью с ra=0,3-7,0 мкм, обладающих повышенной износостойкостью по сравнению с известными. К недостаткам данного способа следует отнести необходимость наличия сложного механизма для вращения изделия, отсутствие эффективного удаления с поверхности детали газообразных продуктов электролиза.
Предложенный способ нанесения хромовых покрытий решает задачу удаления с поверхности детали газообразных продуктов электролиза, что, в свою очередь, дает возможность использования повышенных плотностей тока без ущерба для качества получаемого покрытия и приводит к росту скорости образования покрытия, обеспечения формирования на поверхности валков хромовых покрытий, обладающих повышенной износостойкостью, уменьшения габаритов и упрощения конструкции гальванической установки.
Поставленная задача решается тем, что способ нанесения хромовых покрытий на цилиндрические изделия, такие как прокатные валки и длинномерные штоки гидроприводов силовых подъемных механизмов, включает погружение изделия в электролит, содержащий соединение хрома, электрохимическое осаждение покрытия и взаимное вращательное перемещение поверхности изделия и частиц электролита, к полностью погруженному в электролит неподвижному цилиндрическому изделию - катоду подключают минус источника питания, а к внешнему цилиндрическому электроду - аноду плюс источника питания, формируют осевое магнитное поле с помощью постоянных магнитов, расположенных вокруг анода, и обеспечивают, под действием силы Ампера, вращение электролита в магнитном поле относительно зоны осаждения.
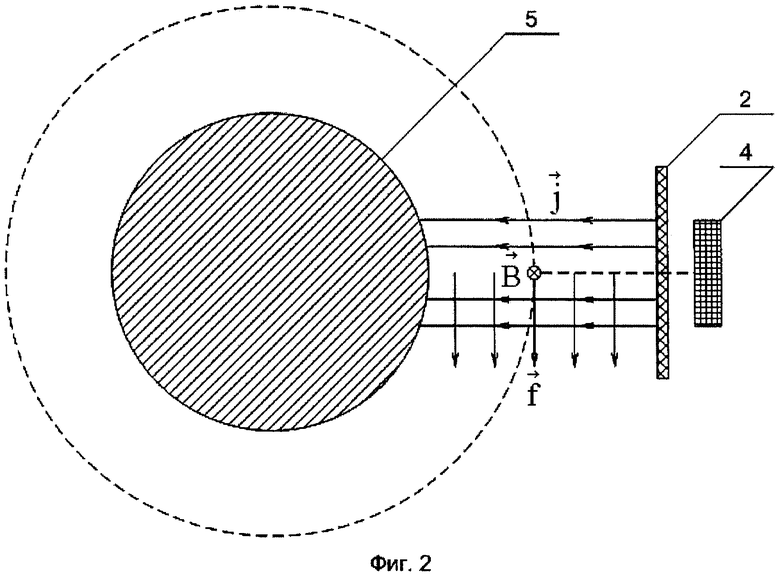
На фиг.1 приведена схема устройства, в котором реализуется заявленный способ гальванического нанесения хромовых покрытий, на фиг.2 - рисунок, поясняющий физический принцип создания кругового вращательного движения электролита.
Устройство, реализующее предложенный способ, содержит цилиндрическую емкость 1, заполненную электролитом, анодную сетку 2, катод 3, магниты 4, намагниченные в осевом направлении, обрабатываемое изделие 5.
Способ нанесения хромовых покрытий на изделия типа тел вращения в данном устройстве осуществляется следующим образом.
Установка на фиг.1 подключается зажимами анодной сетки 2 и катода 3 к источнику питания постоянного тока. Электролит, залитый в емкость 1 между анодной сеткой 2 и обрабатываемым изделием 5, будем рассматривать как жидкий проводник с током, причем ток направлен в радиальном направлении от анодной сетки 2 к катоду 3 и характеризуется величиной плотности тока j (фиг.2) и током I, подводимым к аноду. Магнитное поле создается группой магнитов 4, закрепленных с внешней стороны емкости 1 и намагниченных таким образом, что силовые линии магнитного поля В, выходя из верхних торцов магнитов, пронизывают весь объем электролита сверху вниз параллельно осевой линии симметрии установки.
Электролит, являющийся проводником с током, взаимодействует с постоянным магнитным полем по закону Ампера:
FA=B·I·l·sinβ,
где FA - касательная сила, приложенная к проводнику (ко всему объему электролита),
В - величина магнитной индукции в объеме электролита,
I - ток через электролит,
l - расстояние между анодом и катодом,
β - угол между направлением векторов  и
и  .
.
Сила FA - это распределенная сила, которая характеризуется вектором  , направленным по касательной к направлению движения электролита, фиг.2.
, направленным по касательной к направлению движения электролита, фиг.2.
Сила сопротивления движению электролита в установке:
FC=м·ϑ2,
где FC - сила гидродинамического сопротивления,
м - вязкость жидкости,
ϑ - скорость движения электролита.
Силы FA и FC уравновешивают друг друга, отсюда:

Из последней формулы видно, что квадрат скорости вращения электролита пропорционален интенсивности магнитного поля в объеме электролита, величине тока через электролит, расстоянию между анодом и изделием, синусу угла между направлением векторов тока и магнитной индукции и обратно пропорционален вязкости электролита.
Пример. Обрабатывают валки диаметром 90 мм, длиной 1250 мм из стали 90ХФШ, в водном электролите, содержащем 270-300 г/л CrO3 и 4-6 г/л H2SO4. Величина магнитной индукции осевого магнитного поля, созданного с помощью постоянных магнитов, составляет В=1,1÷1,3 Тл. Стабильное осаждение обеспечивается при скорости вращения электролита у поверхности валка ϑ=1÷1,2 м/с, плотности тока j=300 А/дм2 и скорости наращивания хрома u=3-5 мкм/мин. Покрытие имеет твердость до 950-1050 HV, покрытие содержит в 1,5-2 раза меньше водорода, вызывающего его хрупкость.
Преимуществами данного способа по отношению к аналогам являются: более эффективное удаление с поверхности детали газообразных продуктов электролиза, что, в свою очередь, дает возможность использования повышенных плотностей тока без ущерба для качества получаемого покрытия и приводит к росту скорости образования покрытия, обеспечение формирования на поверхности валков хромовых покрытий, обладающих повышенной износостойкостью, уменьшение габаритов и упрощение конструкции гальванической установки.
Литература
1. Авторское свид. РФ N 2174154, С22В 9/193, В23К 25/00, оп. 27.09.2001 г.
2. Авторское свид. РФ N 1580880, C25D 3/04, C25D 7/00, оп. 20.02.1996 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового покрытия и устройство для реализации способа | 2021 |
|
RU2771409C1 |
| Установка для электролитического нанесения покрытий на длинномерные цилиндрические изделия | 2024 |
|
RU2840882C1 |
| ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ И СПОСОБ ПОЛУЧЕНИЯ ХРОМОВОГО ПОКРЫТИЯ НА СТАЛЬНЫХ ДЕТАЛЯХ | 2002 |
|
RU2231581C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА КРИСТАЛЛИЗАТОР УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2318631C2 |
| Способ упрочнения поверхности прокатно-прессового инструмента с применением хром-кадмиевого электролита | 2022 |
|
RU2816966C2 |
| ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ | 2000 |
|
RU2187586C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ХРОМОМ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 2000 |
|
RU2173356C1 |
Изобретение относится к способам гальванического нанесения хромовых покрытий на изделия, такие как цилиндрические стержни, валы, прутки, штоки гидроамортизаторов, длинномерные штоки гидроприводов силовых подъемных механизмов, и может быть использовано в производстве проката при изготовлении прокатных валков, машиностроении и других отраслях промышленности. Способ нанесения хромовых покрытий на цилиндрические изделия включает погружение изделия в электролит, содержащий соединение хрома, электрохимическое осаждение покрытия и взаимное вращательное перемещение поверхности изделия и электролита, при этом к полностью погруженному в электролит неподвижному цилиндрическому изделию подключают минус источника питания, а к внешнему цилиндрическому электроду - плюс источника питания, формируют осевое магнитное поле с помощью постоянных магнитов, расположенных вокруг анода, и обеспечивают под действием силы Ампера вращение электролита в магнитном поле относительно зоны осаждения. Технический результат: повышение качества покрытия с использованием повышенных плотностей тока, формирование хромовых покрытий, обладающих повышенной износостойкостью, уменьшение габаритов и упрощение конструкции гальванической установки. 1 з.п. ф-лы, 2 ил.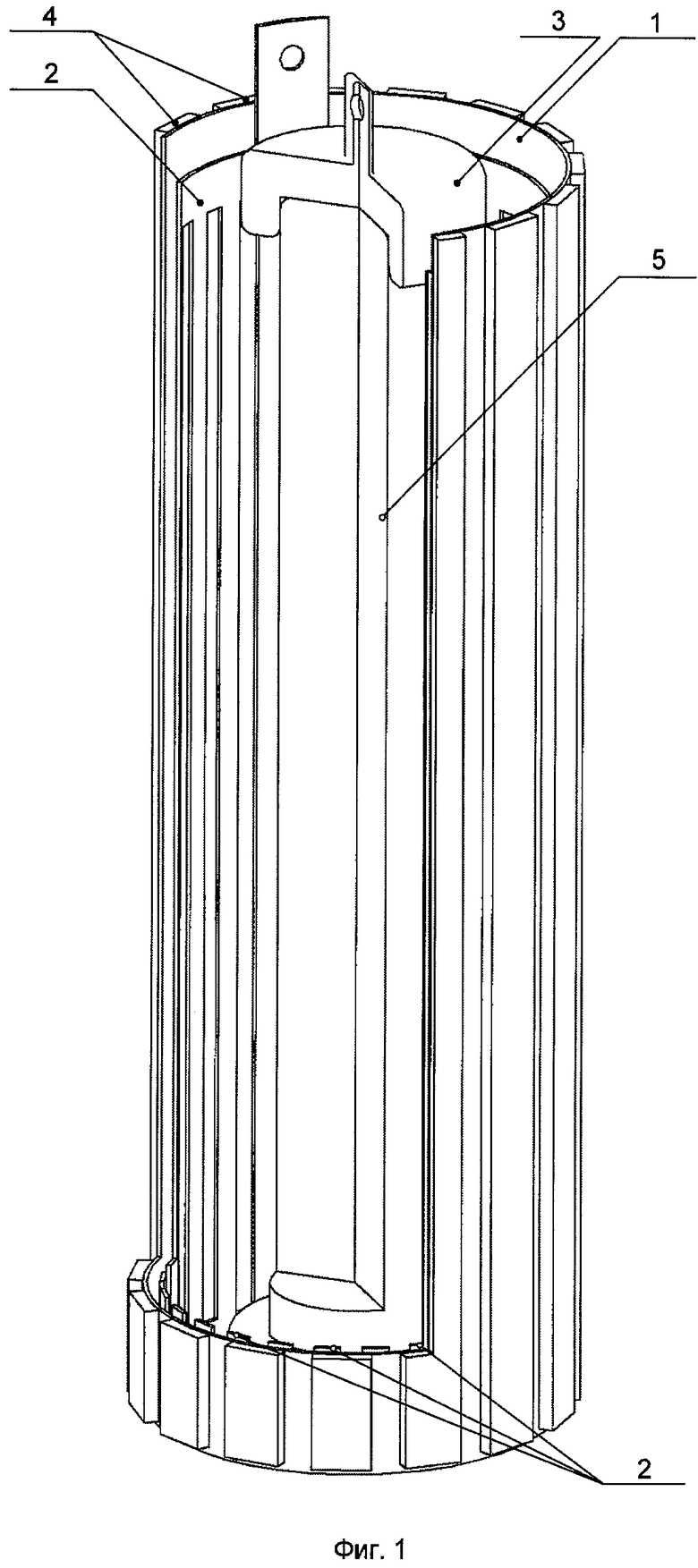
1. Способ нанесения хромовых покрытий на цилиндрические изделия, включающий погружение изделия в электролит, содержащий соединение хрома, электрохимическое осаждение покрытия и взаимное вращательное перемещение поверхности изделия и электролита, отличающийся тем, что к полностью погруженному в электролит неподвижному цилиндрическому изделию подключают минус источника питания, а к внешнему цилиндрическому электроду - плюс источника питания, формируют осевое магнитное поле с помощью постоянных магнитов, расположенных вокруг анода, и обеспечивают под действием силы Ампера вращение электролита в магнитном поле относительно зоны осаждения.
2. Способ по п.1, отличающийся тем, что хромовое покрытие наносят преимущественно на прокатные валки и длинномерные штоки гидроприводов силовых подъемных механизмов.
| SU 1580880 А1, 20.02.1996 | |||
| Способ гальванического осаждения | 1978 |
|
SU711186A1 |
| US 2009255819 А1, 15.10.2009 | |||
| KR 20020049923 А, 26.06.2002. | |||

