Изобретение относится к области производства заготовок методами литья и последующего прессования и может быть использовано для получения полых изделий с деформированной структурой из малопластичных сплавов, в частности жаропрочных хромоникелевых суперсплавов.
Одними из наиболее применяемых жаропрочных сплавов являются сильхромы и хромоникелевые стали, используемые при изготовлении многих деталей газовых турбин реактивной авиации, в судовых газотурбинных установках, стационарных газовых турбинах, при перекачке нефти и нефтепродуктов, в аппаратуре крекинг-установок, при гидрогенизации топлива, в нагревательных металлургических печах и многих других установках. Для изготовления данных изделий используют деформируемые и литейные сплавы. Деформируемые сплавы обладают ограниченными возможностями обеспечения необходимой жаропрочности, поскольку дальнейшее их легирование ведет к практически полной потере их технологической пластичности при деформации. Поэтому расширение возможности обработки литых малопластичных сплавов деформированием с повышением пластических свойств материала до уровня, позволяющего проводить дальнейшую обработку металла давлением, значительно увеличивает технологические и конструкционные возможности материалов данного назначения.
Известен способ получения непрерывно литых полых деформированных заготовок, включающий подачу жидкого металла в пространство между гранями кристаллизатора и установленным в нем центральным стержнем, формирование корочки на гранях кристаллизатора и стержне. Кристаллизатор выполнен с двумя вертикальными, совершающими возвратно-поступательное движение, и двумя наклонными в верхней части, совершающими вращательное движение, гранями, которые производят разрушение с одновременным обжатием на наклонных гранях кристаллизатора и центральном стержне жидкого и твердого металла. После выталкивания заготовки с затравкой из кристаллизатора происходит обрезание головной части металла с последующей резкой выходящей заготовки на мерные длины (Патент РФ 2155648, МПК B 22 D 11/04. Опубл. 10.09.2000).
Недостатками известного способа являются невозможность получения изделий из высокотемпературных, малопластичных сплавов, структура металла изделий недостаточно проработана и близка к литой, установка для реализации данной технологической схемы узкоспециализированная и может быть рентабельной при достаточно больших объемах производства продукции одного типа размера.
Известен способ прессования труб из литых заготовок, включающий нагрев технологической шайбы до регламентированной температуры ниже температуры нагрева заготовки, подачу шайбы на иглу, подачу заготовки на ось прессования, выпрессовку трубы, удаление пресс-остатка и использование его в качестве задней технологической шайбы при последующем прессовании. Изобретение обеспечивает предотвращение запрессовки технологической шайбы и исключение вспомогательных операций (Патент РФ 2184633, МПК В 21 С 23/08. Опубл. 10.07.2002 - прототип).
Основная сложность при реализации известного способа по прототипу заключается в получении изделий из малопластичных сплавов, т.к. в процессе деформации ослабевают межкристаллические связи и изделие разрушается. Данное ограничение не позволяет исходную литую структуру малопластичных материалов трансформировать в деформированную, тем самым исключить отрицательное наследие литой структуры слитка, снижающее конструкционные и технологические свойства материала (малую пластичность, кристаллы имеют различную величину и форму, пористость, газовые пузыри и т.д.).
Задачей изобретения является получение на универсальном технологическом оборудовании полых изделий с деформированной структурой из литых малопластичных сплавов.
Техническим результатом, достигаемым при осуществлении изобретения, является получение изделий с повышением в процессе обработки пластических свойств материала до уровня, позволяющего проводить дальнейшую обработку металла давлением, получение однородной, мелкозернистой структуры металла во всем объеме изделия, повышение возможности универсального прессового оборудования.
Решение поставленной задачи достигается тем, что в способе получения полых изделий с деформированной структурой из малопластичных сплавов, содержащем нагрев передней и задней технологических шайб до регламентированной температуры ниже температуры нагрева заготовки, последовательную подачу шайб и заготовки на иглу, выпрессовку трубы, заготовку получают методом центробежного литья с механическим удалением литейной корки, с площадью поперечного сечения, равной от 0,85 до 0,93 от площади поперечного сечения полости, образованной оправкой и боковой стенкой контейнера, а затем дополнительно распрессовывают внутри контейнера.
Настоящим изобретением предлагается перед распрессовкой заготовку получать методом центробежного литья. При этом получается плотная отливка, в которой кристаллы металла строго ориентированны в радиальном направлении, в поле действия центробежных сил. Отливка имеет высокую точность геометрических размеров и форм и требует проведения минимальной механической обработки, обычно возникающей при получении осевого отверстия под оправку прошивкой или сверлением.
Отливка помещается в контейнер между двумя технологическими шайбами. Шайба изготавливается из материалов, имеющих сопротивление деформации при рабочей температуре, большее по сравнению прессуемым материалом, нагретым до температуры прессования, и, как правило, значительно менее дорогих и более технологичных.
При прессовании полых изделий из малопластичных сплавов технологические шайбы обычно нагревают до температуры на 100-450°С ниже температуры нагрева заготовки.
За счет более высокого сопротивления деформации материала технологических шайб, по сравнению с материалом заготовки в начале прессования, происходит распрессовка заготовки до заполнения свободной полости в контейнере со степенью деформации от 7 до 15%. Распрессовка менее чем на 7% не исключает появление поперечных трещин при прессовании. Распрессовка более чем на 15% приводит к увеличению расходного коэффициента и запрессовки материала технологических шайб в зазор между заготовкой и боковой стенкой контейнера или оправки. До распрессовки кристаллы сплава имеют вытянутую форму и ориентированы в радиальном направлении. Кроме того, на внутренней поверхности возможны пористость и газовые пузыри. В процессе распрессовки разрушаются границы зерен, происходит сварка зерен и повышается пластичность металла. После завершения распрессовки при прессовании в условиях всестороннего сжатия и больших сдвиговых деформаций металл получает мелкозернистое строение, причем эти размеры примерно одинаковы по всем направлениям (равноосная структура), также завариваются пористости и раковины. Вследствие этого резко возрастают пластические свойства материала.
Способ осуществляется следующим образом.
Получают заготовку методом центробежного литья с заданными геометрическими размерами. Заготовку и технологические шайбы нагревают до разных температур. Нагретые технологические шайбы и заготовку по отдельности надевают на иглу, затем подают в контейнер, производят распрессовку заготовки. В результате структурных изменений заготовки ее пластичность увеличивается, а сопротивление деформации уменьшается. Одновременно технологические шайбы нагреваются до температуры более высокой, чем исходная, степень сопротивления деформации технологической шайбы уменьшается с более высокой скоростью, чем заготовки. Происходит их выравнивание. Затем производится выпрессовка изделия до образования прессостатка из материала технологической шайбы.
Пример
На консольной центробежной машине из сплава 20Х25Н20С отливают заготовку ⊘223×⊘135×420 мм, производят торцовку на токарном станке, нагревают технологические шайбы из стали Ст3 до температуры 750±50°С, при этом сопротивление деформации стали составляет 180 МПа. Одновременно нагревают заготовку по следующей схеме: загрузка в печь (Тпечи = 700°С), выдержка 30 минут, нагрев до Т=1100°С (за 4 часа), при Т=1150°С выдержка 1 час, при этом сопротивление деформации сплава составляет 110 МПа. Распрессовка и прессование на горизонтальном гидравлическом трубопрофильном прессе усилием 3150 тс трубу размером ⊘176×⊘132×976 мм, термообработка, резка в меру, травление и сдача.
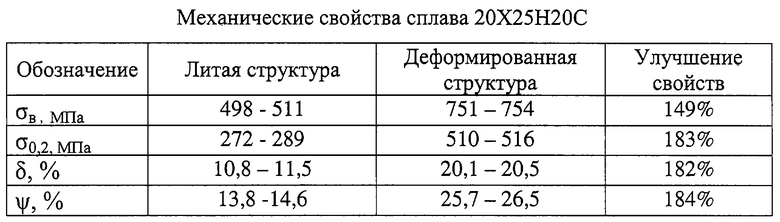
Таким образом, предлагаемый способ получения полых изделий с деформированной структурой из малопластичных сплавов позволяет кардинально повысить механические свойства обрабатываемого металла, расширяет его конструктивные и технологические свойства, в т.ч. появляется возможность дальнейшей обработки давлением изделий из литых малопластичных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2002 |
|
RU2228810C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ МЕДНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2024 |
|
RU2830626C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДОВЫХ ЛОПАТОК | 2008 |
|
RU2375135C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1995 |
|
RU2100130C1 |
| Способ изготовления труб изТРудНОдЕфОРМиРуЕМыХ СплАВОВ | 1979 |
|
SU845929A1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038913C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2001 |
|
RU2215059C2 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2535831C1 |
| СПОСОБ ОБРАТНОГО ВИНТОВОГО ПРЕССОВАНИЯ (ОВП) И ВСЕСТОРОННЕГО ВИНТОВОГО ПРЕССОВАНИЯ (ВВП) | 2013 |
|
RU2638473C2 |
Использование: изобретение относится к области производства заготовок методами литья и последующего прессования и может быть использовано для получения полых изделий с деформированной структурой из малопластичных сплавов, в частности, жаропрочных хромоникелевых суперсплавов. Сущность: в способе получения полых изделий с деформированной структурой из малопластичных сплавов, включающем нагрев передней и задней технологических шайб до регламентированной температуры ниже температуры нагрева заготовки, последовательную подачу шайб и заготовки на иглу, выпрессовку трубы, заготовку получают методом центробежного литья с механическим удалением литейной корки, с площадью поперечного сечения, равной от 0,85 до 0,93 от площади поперечного сечения полости, образованной оправкой и боковой стенкой контейнера, а затем дополнительно распрессовывают внутри контейнера. Изобретение обеспечивает получение однородной мелкозернистой структуры материала во всем объеме изделия, улучшение пластических свойств материала для обеспечения возможности дальнейшей обработки металла давлением и повышение возможностей универсального прессового оборудования. 1 табл.
Способ получения полых изделий с деформированной структурой из малопластичных сплавов, включающий нагрев передней и задней технологических шайб до регламентированной температуры ниже температуры нагрева заготовки, последовательную подачу шайб и заготовки на иглу, выпрессовку трубы, отличающийся тем, что заготовку получают методом центробежного литья с механическим удалением литейной корки с площадью поперечного сечения, равной 0,85-0,93 площади поперечного сечения полости, образованной оправкой и боковой стенкой контейнера, а затем дополнительно распрессовывают внутри контейнера.
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 2000 |
|
RU2184633C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1998 |
|
RU2155648C2 |
| US 5052469 А, 01.10.1991 | |||
| JP 8150435 А, 11.06.1996 | |||
| JP 63030143 А, 08.02.1988. | |||

