Область изобретения
Настоящее изобретение относится к установке для сборки компонентов трубы, таких как корпус, поясок или насадка. Более конкретно оно относится к системе перемещения корпусов для закрепления на них поясков.
Уровень техники
Обычно установки для сборки труб включают первый блок, который готовит корпуса из пластикового листа. Затем корпуса передаются на линейный конвейер и достигают системы перемещения, которая изменяет их ориентацию, причем возможно изменение их ориентации до 90°. Как только это действие выполняется, пояски закрепляются на одном из концов корпусов.
В патенте ЕР 0175642 описывается система перемещения, в которой изменение ориентации выполняется коническим зубчатым колесом, которое захватывает корпуса. Колесо установлено таким образом, что при его вращении происходит изменение ориентации корпуса, которое может составлять 90°.
Установки предшествующего уровня техники, кроме их относительно большого размера, не позволяют обрабатывать большое количество труб в единицу времени, например 300 труб в минуту. Это особенно является результатом того, что ориентация корпусов должна быть изменена прежде, чем к корпусам могут быть прикреплены пояски.
Сущность изобретения
Настоящее изобретение направлено, в частности, на устранение вышеупомянутых проблем.
Согласно изобретению установка для сборки компонентов трубы, в особенности, корпусов с поясками, включает следующие элементы, установленные последовательно: линейный корпусной конвейер, систему перемещения, предназначенную для изменения ориентации корпусов приблизительно на 90°, сборочный блок для крепления поясков к корпусам, причем система перемещения состоит из устройства для захвата корпусов и устройства для изменения ориентации корпусов, устройство изменения ориентации включает поворотный конвейер типа конвейерной ленты, который установлен под прямым углом к направлению движения линейного конвейера, при этом поворотный конвейер включает конвейерную ленту, угол установки которой составляет приблизительно 45° относительно направления движения линейного конвейера, и конвейерная лента включает элементы для удерживания корпусов, конфигурация которых является такой, что вначале корпуса захватываются с одной из сторон поворотного конвейера параллельно направлению движения линейного конвейера, и их ориентация меняется на 90° при перемещении на другую сторону поворотного конвейера.
Элементы для удерживания корпусов имеют по существу форму параллелепипеда, лицевая удерживающая сторона которого является выпуклой и включает, по меньшей мере, одно отверстие, связанное с системой всасывания, причем, кривизна лицевой удерживающей стороны является по существу такой же, как и кривизна внешней поверхности корпусов, и элементы для удерживания корпусов ориентированы в направлении, которое составляет угол приблизительно 45° с поверхностью конвейерной ленты. Причем упомянутое отверстие также связано с системой продувки.
Предпочтительно, для того, чтобы получить высокую скорость обработки, поворотный конвейер содержит две конвейерные ленты, установленные параллельно, причем каждая конвейерная лента включает группу элементов для удерживания корпусов, а поворотный конвейер выполнен так, чтобы упомянутые группы находились в противофазе.
Устройство для захвата корпусов согласно изобретению включает колесо, снабженное множеством захватывающих элементов, линейный конвейер, установленный по касательной к колесу, таким образом определена область, в который корпуса захватываются захватывающими элементами, установленными параллельно направлению движения линейного конвейера. Предпочтительно захватывающие элементы включают множество присосок, связанных с системой всасывания. Причем присоски также связаны с системой продувки.
Устройство изменения ориентации согласно изобретению включает поворотный конвейер типа конвейерной ленты, который установлен под прямым углом к направлению движения линейного конвейера, при этом поворотный конвейер включает конвейерную ленту, угол установки которой составляет приблизительно 45° относительно направления движения линейного конвейера и конвейерная лента включает элементы для удерживания корпусов, конфигурация которых является такой, что вначале корпуса захватываются с одной из сторон поворотного конвейера параллельно направлению движения линейного конвейера, и их ориентация меняется на 90° при перемещении на другую сторону поворотного конвейера.
Также создан способ управления установкой для сборки компонентов трубы, выполненной согласно изобретению, в котором скорость перемещения линейного конвейера приблизительно равна окружной скорости колеса.
В другом варианте способа управления установкой для сборки компонентов трубы, выполненной согласно изобретению, захватывающие элементы и элементы для удерживания корпусов синхронизируют так, чтобы, когда корпуса перемещаются между колесом и поворотным конвейером, захватывающие элементы продувают, а элементы для удерживания корпусов всасывают.
В еще одном варианте способа управления установкой для сборки компонентов трубы, выполненной согласно изобретению, скорости различных ее блоков устанавливают так, что установка может обработать, по меньшей мере, 300 труб в минуту.
Естественно, можно использовать большее количество установленных параллельно конвейерных лент, и захватывающие элементы и/или элементы для удерживания включают средства для всасывания и, по необходимости продувки, для обеспечения эффективной фиксации корпусов (всасывание) или высвобождения корпусов (продувка).
Как будет отмечено далее, установка согласно изобретению имеет следующие преимущества, особенно по сравнению с установками предшествующего уровня техники:
- в целом, установка относительно компактна;
- увеличена скорость обработки труб. Согласно конфигурации установки может быть обработано более чем 300 труб в минуту;
- уменьшено количество частей, контактирующих с трубами во время операций по их обработке, следовательно, уменьшен риск поломки или деформирования труб;
- обеспечивается хорошая надежность работы. Нет частичного перемещения под нагрузкой, следовательно, риск заклинивания установки снижен и соответственно снижаются потери;
- трубы не подвергаются никакому случайному изменению угловой ориентации относительно их оси. Это дает возможность точно установить насадку, периметр которой асимметричен (наличие, например, ушка) относительно метки, расположенной на корпусе.
Различные примерные варианты изобретения описаны ниже со ссылкой на приложенные чертежи.
На Фигуре 1 представлен фронтальный вид установки согласно изобретению.
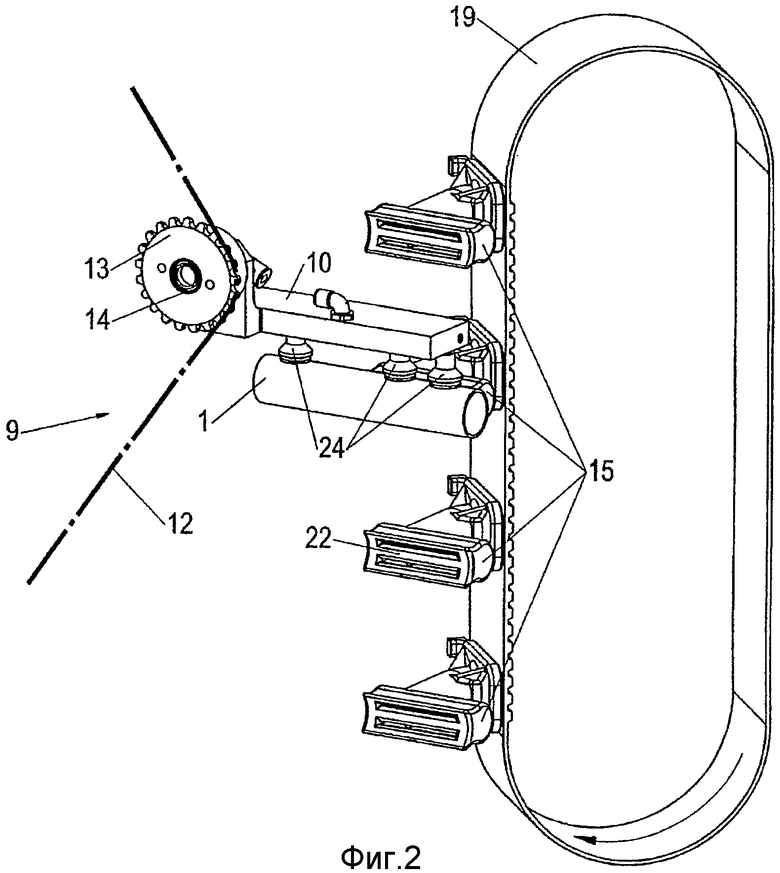
На Фигуре 2 представлено упрощенное изображение перемещения трубы между устройством для захвата и устройством изменения ориентации.
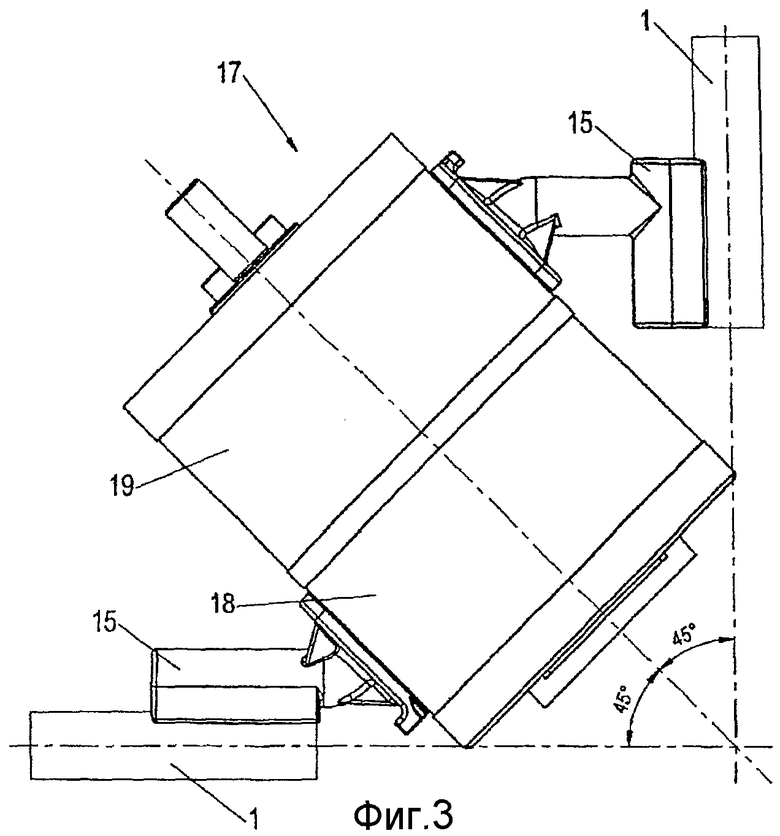
На Фигуре 3 представлен вид сверху устройства изменения ориентации в частном положении.
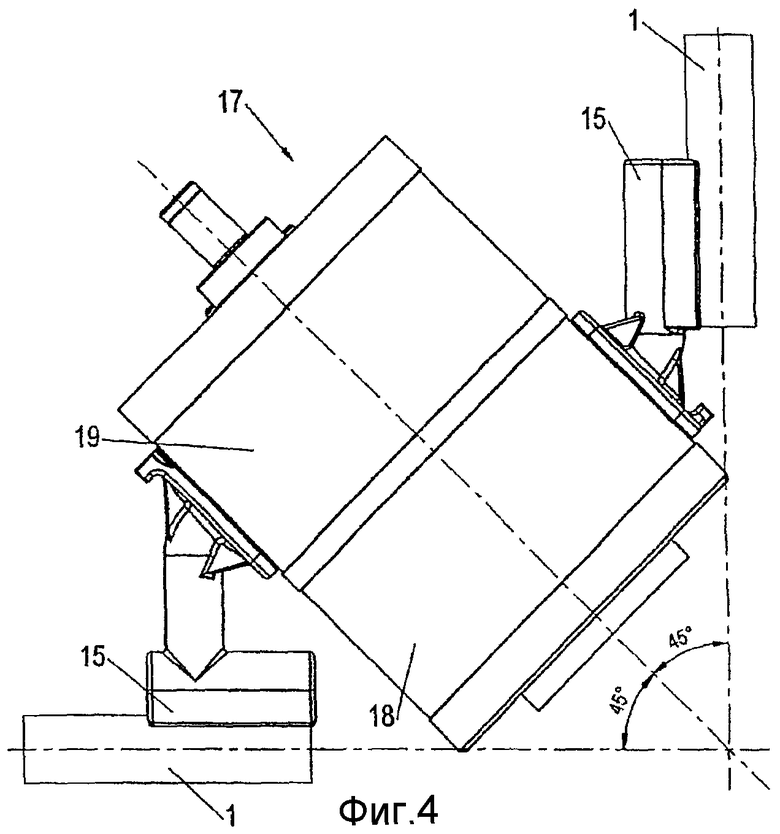
На Фигуре 4 представлен вид сверху устройства изменения ориентации в другом частном положении.
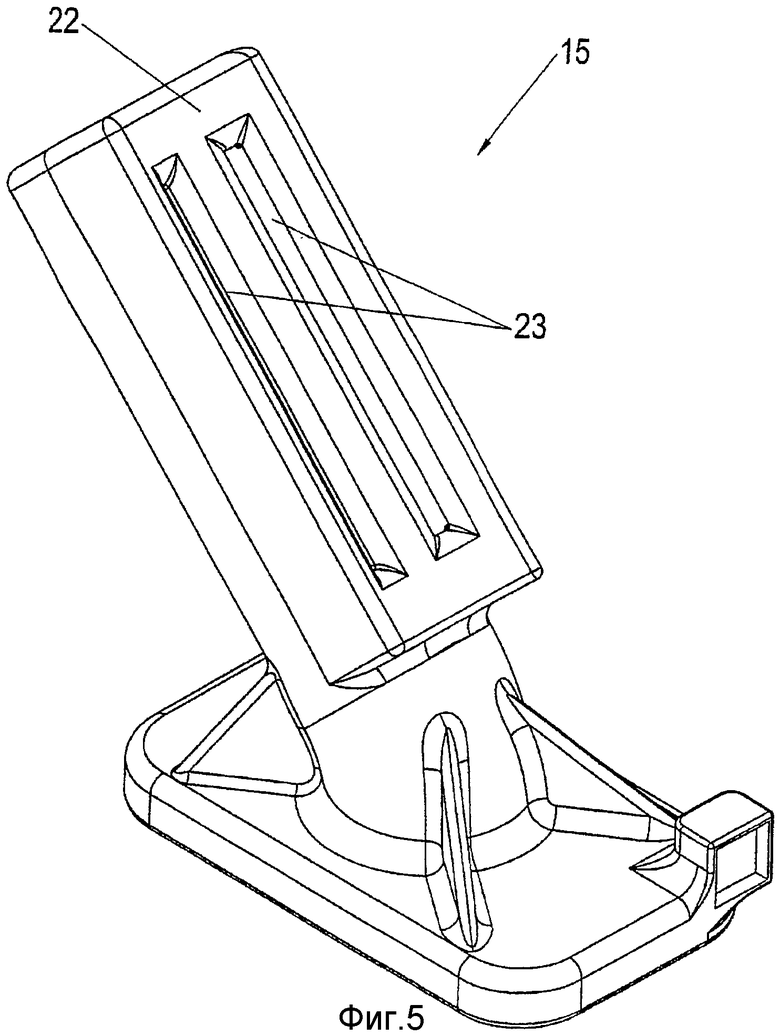
На Фигуре 5 представлен захватывающий элемент.
Элементы, описанные в примерах, имеют следующие номера позиций:
1. Корпус
2. Бесконечная труба
3. Вращающиеся ножницы
4. Линейный корпусной конвейер
5. Расстояние между двумя корпусами на линейном конвейере
6. Машина для изготовления корпусов (изготовитель корпусов)
7. Система перемещения
8. Сборочный блок
9. Устройство для захвата корпусов
10. Захватывающий элемент
11. Закрепленная центральная звездочка
12. Цепь
13. Звездочка
14. Роликовый подшипник
15. Элемент для удерживания корпусов
16. Позиция загрузки труб
17. Поворотный конвейер
18. 1-ая конвейерная лента
19. 2-ая конвейерная лента
20. Отверстия в поворотном конвейере
21. Область перемещения между линейным конвейером и устройством для захвата
22. Лицевая удерживающая сторона
23. Отверстие на лицевой удерживающей стороне
24. Присоска
25. Вращающийся многоугольник
Корпуса 1 сформированы из полосы пластмассы, в большинстве случаев многослойной, сматываемой с бобины. Бесконечная труба 2 получена постепенным формированием в раструбе с внутренней оправкой и боковой сваркой (см. Фигуру 1). Этот метод представляет собой непрерывный процесс: пластмассовую ленту протягивают через разные технологические позиции посредством конвейерных лент, которые прилипают к внешней поверхности бесконечной трубы 2, в то время как последняя окружает внутреннюю оправку. Дисковые ножницы 3 разрезают бесконечную трубу 2 и, таким образом формируются корпуса 1.
Далее корпуса перемещаются линейным горизонтальным конвейером 4 с постоянной скоростью, большей, чем скорость перемещения бесконечной трубы 2, позволяя корпусам 1 отстоять друг от друга на расстояние 5 при перемещении по конвейеру 4. Машина 6, которая изготавливает трубы, использующая этот принцип, известна как корпусная машина или изготовитель корпусов.
Далее система 7 перемещения, описанная ниже, передает корпуса 1 в сборочный блок 8. В отличие от линейного конвейера 4, который работает непрерывно, сборочный блок 8 работает с индексируемыми перерывами. При каждом такте индексации элементы, которые составляют трубу, последовательно собираются на автоматизированных рабочих местах, распределенных по вращающемуся многоугольнику 25. Сборочная машина, схематично изображенная на Фигуре 1, выполняет операции в следующей последовательности:
А. Загрузка пояска
В. Загрузка корпуса
С. Предварительный нагрев пояска
D. Приваривание пояска к корпусу
Е. Приваривание мембраны, которая закрывает отверстие в пояске
F. Подгонка насадки
Г. Затяжка насадки
H. Выгрузка готовой трубы
Проходя через систему 7 перемещения, ось корпусов 1 подвергается изменению ориентации на 90°. На линейном конвейере 4 корпуса 1 перемещаются параллельно направлению движения линейного конвейера 4, в то время когда корпуса находятся в сборочном блоке 8, они перемещаются под прямым углом к направлению движения линейного конвейера.
В результате этого установка, а особенно система 7 перемещения, должна удовлетворять следующим требованиям.
Трубы должны перемещаться с постоянной скоростью, поступая через одинаковые промежутки времени, одна за другой в систему обработки (сборочный блок 8), которая обрабатывает трубы в группах, по четыре трубы в группе, как приведено в нашем примере, и делают это после изменения ориентации корпусов 1 на 90°, что дает возможность прикрепить пояски. Согласно этому требованию можно, в частности, сделать вывод, что скорость сборочного блока 8 для одновременной обработки четырех трубок должна быть в четыре раза ниже, чем скорость поступления корпусов 1 в систему 7 перемещения с линейного конвейера 4. Другим результатом является то, что в этом случае сборочный блок 8 должен выполнить множество циклов, частота которых в четыре раза ниже, чем частота, с которой корпуса 1 достигают системы 7 перемещения.
Требования, описанные выше, удовлетворяются посредством следующей конфигурации: система перемещения включает колесо 9 с числом «n» захватывающих элементов 10, закрепленных таким образом, чтобы они всегда сохраняли направление, параллельное направлению движения линейного конвейера, поскольку они вращаются на колесе 9. Каждый захватывающий элемент 10 состоит из продольной части, оборудованной группой присосок 24, которые связаны с системой всасывания и с системой продувки. Элементы 15 для удерживания корпусов удерживаются в горизонтальном положении при одновременном вращении по круговой траектории посредством закрепленной центральной звездочки 11, цепи 12 и звездочки 13, размещенных на роликовых подшипниках 14, причем захватывающие элементы установлены на звездочках 13. Чтобы гарантировать надлежащее снятие корпуса 1 захватывающими элементами 10, окружная скорость колеса 9, особенно в местах расположения захватывающих элементов, должна быть равна линейной скорости корпусов 1, перемещающихся по линейному конвейеру 4. Корпуса 1 снимаются в 6-часовом положении (колесо 9 рассматривается как циферблат). В 3-часовом положении (см. Фиг.2) корпуса 1 захватываются элементами 15 для удерживания, установленными на конвейерных лентах 18, 19 поворотного конвейера 17, последний действует как устройство для изменения ориентации, что будет пояснено в дальнейшем. Точно также как окружная скорость колеса 9 и скорость линейного конвейера 4, в этой точке, скорость перемещения конвейерных лент 18, 19 такая же, как окружная скорость колеса 9. Два устройства для захвата, колеса 9 и поворотного конвейера 17, синхронизируются вакуум-насосами через реверсивные клапаны всасывания/продувки. Перемещение корпуса 1 от одного устройства для захвата до следующего и перемещение корпуса 1 с поворотного конвейера 17 на сборочный блок 8 оптимизированы очень точной сменой режимов работы всасывания или продувки, которые меняются от одного устройства для захвата к другому. Фактически, когда указанные два устройства для захвата геометрически накладываются в 3-часовом положении, их мгновенные перемещения очень незначительны в малом временном интервале, при этом происходит смена режима работы от всасывания к продувке в одном устройстве для захвата и наоборот в другом. Конечно, конфигурация двух устройств для захвата должна быть такой, что каждый раз захватывающий элемент 10 проходит через 3-часовую область, а элемент 15 для удерживания должен находиться напротив него.
Поворотный конвейер 17, установленный под прямым углом к направлению, определяемому линейным конвейером 4, передает корпуса 1 в сборочный блок 8. Две конвейерные ленты 18, 19 поворотного конвейера 17 установлены под углом, составляющим 45° относительно направления движения линейного конвейера 4.
Каждая конвейерная лента 18, 19 оборудована группой из четырех элементов 15 для удерживания, установленных близко друг к другу. Эти две конвейерные ленты 18, 19, как видно из Фигур 3 и 4, сменяют друг друга так, чтобы группы элементов 15 находились в противофазе, то есть так, чтобы, когда одна из конвейерных лент 18 или 19 с ее четырьмя элементами 15 стационарна, находится со стороны сборочного блока 8 и позволяет загрузить корпуса 1 на оправки сборочного блока 8, другая конвейерная лента 19 или 18 находится на позиции сборки корпусов, начинающейся с колеса 9.
Важно подчеркнуть значение ориентации поворотного конвейера 17, особенно направление, в котором установлены конвейерные ленты 18, 19. Вышеупомянутые углы установки 45° позволяют изменять ориентацию корпусов 1 на 90°.
На Фиг.5 изображен элемент 15 для удерживания корпусов. Его форма напоминает прямоугольный параллелепипед, лицевая удерживающая сторона 22 которого является выпуклой. Его кривизна приблизительно такая же, как и наружная кривизна корпусов 1, поскольку эти соответствующие две поверхности находятся в близком контакте. Лицевая удерживающая сторона 22 имеет два отверстия 23, которые связаны с системой всасывания и продувки через конвейерные ленты 18, 19, перфорированные в месте крепления элементов 15 для удерживания. Когда корпуса 1 должны быть закреплены в элементах 15 для удерживания, через отверстия 23 создается вакуум, или когда корпуса 1 должны быть освобождены от элементов 15 для удерживания, осуществляется продувка отверстий 23, в поворотном конвейере 17 есть два герметизированных отделения, каждое из которых связано с конвейерными лентами 18, 19, то есть с группой элементов 15 для удерживания, отделения связаны с системой всасывания и с системой продувки через отверстия 20, выполненные на сторонах поворотного конвейера 17.
Таким образом, когда одна группа элементов 15 для удерживания захватывает корпуса 1, вакуум создается в каждом элементе 15 для удерживания. В то же самое время, другая группа элементов 15 для удерживания высвобождает корпус 1, продувка выполняется в каждом элементе 15 для удерживания.
Само собой разумеется, что изобретение не ограничивается примером, описанным выше. Например, нет необходимости использовать всасывающие системы захвата.
Аналогично, колесо может быть заменено любым другим устройством для захвата, позволяющим перемещать корпуса к элементам для удерживания конвейерных лент.
Сами конвейерные ленты могут быть заменены системой цепей, к которой будут крепиться элементы для удерживания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ СБОРКИ И СОБИРАНИЯ НЕЗАПОЛНЕННЫХ ПАКЕТОВ С ВЫЛИВНЫМИ НОСИКАМИ | 2013 |
|
RU2628915C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПЕРЕДВИЖЕНИЯ ПРЕДМЕТОВ С СИММЕТРИЕЙ ВРАЩЕНИЯ, ПРИМЕНЯЕМОЕ ДЛЯ ВИЗУАЛЬНОГО ОСМОТРА И ПРОВЕРКИ | 2001 |
|
RU2285652C2 |
| МАШИНА И СПОСОБ ТЕРМООТДЕЛКИ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2709427C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ НЕПРЕРЫВНОГО УДЛИНЕННОГО ЭЛЕМЕНТА, ВЫПОЛНЕННОГО ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА, ВО ВРЕМЯ СБОРКИ ШИН | 2013 |
|
RU2636493C2 |
| МОДУЛЬНЫЙ БЛОК ДЛЯ МЕХАНИЧЕСКИХ ЧАСОВ С ФУНКЦИОНАЛЬНЫМИ МОДУЛЯМИ | 2012 |
|
RU2603576C2 |
| УСТРОЙСТВО ДЛЯ ВЫДАЧИ КЛЕЯ И КРЕПЛЕНИЯ ЗАГОТОВКИ | 2022 |
|
RU2815905C1 |
| КОНВЕЙЕР ДЛЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК В ПРЕССЕ | 2004 |
|
RU2355579C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НЕВУЛКАНИЗИРОВАННЫХ ШИН | 2003 |
|
RU2302341C2 |
| Установка для сварки автомобильных корпусов | 1989 |
|
SU1831417A3 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ КОНТЕЙНЕРОВ (ВАРИАНТЫ) | 2000 |
|
RU2240271C2 |
Изобретение относится к установке для сборки компонентов трубы, в частности корпусов с поясками. Установка включает последовательно установленные линейный корпусной конвейер, систему перемещения и сборочный блок для крепления поясков к корпусам. Система перемещения предназначена для изменения ориентации корпусов приблизительно на 90°. Система перемещения состоит из устройства для захвата корпусов и устройства для изменения ориентации корпусов. Устройство для изменения ориентации включает поворотный конвейер, который установлен под прямым углом к направлению движения линейного конвейера. Поворотный конвейер включает конвейерную ленту, угол установки которой составляет приблизительно 45° относительно направления движения линейного конвейера. Конвейерная лента включает элементы для удерживания корпусов. Конфигурация этих элементов является такой, что вначале корпуса захватываются с одной из сторон поворотного конвейера параллельно направлению движения линейного конвейера. При перемещении на другую сторону поворотного конвейера их ориентация меняется на 90°. Описан также способ управления установкой для сборки компонентов трубы. Изобретение позволяет увеличить скорость обработки труб, повысить надежность работы установки. 6 н. и 8 з.п. ф-лы, 5 ил.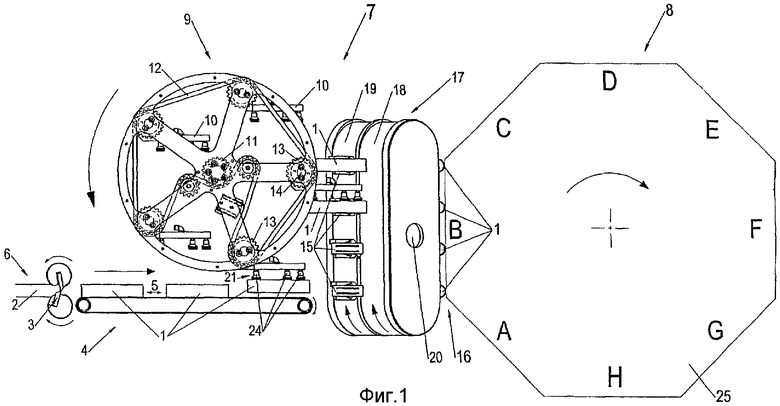
| ПРИСПОСОБЛЕНИЕ К ПРЕССАМ ДЛЯ УДАЛЕНИЯ ОБЛОЯ | 0 |
|
SU175642A1 |
| ЕР 1048595 A1, 02.11.2000 | |||
| US 3563377 A, 16.02.1971 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СБОРОЧНАЯ МАШИНА ДЛЯ УСТАНОВКИ ГОЛОВОК НА БЛОКИ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 0 |
|
SU251360A1 |

