Изобретение относится к технологии машиностроения, в частности к способам снижения остаточных напряжений в деталях, имеющих кристаллическую структуру.
Оно может быть использовано в машиностроении для деталей и узлов машин из любого материала и любой конфигурации после сварки изделий, закалки, наплавки износостойких покрытий из твердого сплава, изготовления режущего инструмента после термомеханической обработки его, металлов, их сплавов, керамики и других материалов, работающих в агрессивных средах.
Уровень техники
В известном способе обработки деталей [1], включающем вибрацию деталей при резонансных частотах отдельных частей деталей, в процессе вибрации производят намагничивание деталей до величины, соответствующей 0,65-1,0 магнитного насыщения материала деталей.
Недостатками способа являются длительность режима обработки (0,6 ч), ограничение возможностей: деталь должна быть только из материалов, обладающих способностью к намагничиванию и быть магнитно-насыщенными, способ реализуется в результате плотного контакта детали с вибратором и магнитной катушкой, что не всегда возможно осуществлять, обработка только частично снимает остаточные напряжения.
Известен способ [2] обработки деталей для снятия остаточных напряжений. Деталь преимущественно состоит из нескольких звеньев разной жесткости. Снятие остаточных напряжений происходит путем изменения собственной частоты колебаний каждого звена и резонансного воздействия на звенья возмущающими силами. Для этого одновременно вводят в резонанс все звенья с частотой, равной наименьшему общему кратному собственных частот отдельных звеньев детали.
Недостатками способа являются длительность процесса обработки (25 мин), недостаточен уровень снижения остаточных напряжений (~50%), необходимость закрепления детали и плотной связи детали с вибратором.
Известен способ обработки деталей [3] из стали, включающий воздействие одиночного импульса электрического тока (воздействуют импульсом длительностью 5× 10-4 с при плотности тока 3200 Н/см2, напряжении 700 В).
Способ позволяет полностью снять остаточные напряжения только в закаленной стали ХВГ. Способ реализуется только при плотном контакте изделия с установкой, что усложняет применение его. Использование огромной плотности тока (3200 А/см2) при большем напряжении (700 В) на деталь возможно при обработке малого участка детали или применении сложной громоздкой установки и измерительной техники, которые дороги и труднодоступны. Способ обладает ограниченными возможностями использования - обрабатываются образцы малых размеров или небольшие детали, обладающие хорошей электропроводностью (керамика и материалы с плохой электропроводностью не обрабатываются).
Наиболее близким к предлагаемому изобретению по технической сущности и положительному эффекту является способ снятия остаточных напряжений в деталях [4]. Способ обрабатывает закаленные стали путем возбуждения упругих механических резонансных колебаний собственной частоты детали, которые проводят в два этапа: сначала на собственной частоте детали, затем на собственной частоте структурных составляющих материала закаленной стали.
Недостатками способа являются ограничение возможности - снятие остаточных напряжений в закаленных сталях, длительность процесса (~ 20 мин), усложнен двухэтапностью обработки и необходимостью использования двух генераторов, а также микроструктурными исследованиями, составлением графиков зависимости собственных частот зерен мартенсита от размера этих зерен. Способ реализуется только в контакте детали с магнитостриктором, что усложняет способ и не для всех деталей возможно осуществить.
Сущность изобретения
Задачей изобретения является возможность полного снятия остаточных напряжений в деталях, имеющих кристаллическую структуру материала, упрощение способа, повышение работоспособности деталей.
Задача изобретения достигается тем, что по способу обработки деталей путем возбуждения упругих резонансных колебаний на собственной частоте структурных составляющих, согласно изобретению возбуждают фононы в кристаллической решетке материала детали импульсом фотонов инфракрасного излучения в диапазоне длин волн дальней области дискретного спектра, импульс энергии инфракрасного излучения равен в основном максимальному пороговому уровню энергии материала обрабатываемой детали, зависящему от наличия дислокации в кристаллической решетке, атомы поверхностных слоев кристаллической решетки обрабатываемого материала поглощают энергию фотонов и переизлучают в нижележащие слои атомов, усиливая воздействие излучения на частоте собственных колебаний фононов.
Причинно-следственная связь
Сопоставление с прототипом показали, что предлагаемое изобретение отличается новым, впервые используемым режимом и видом обработки деталей: на деталь воздействуют импульсом инфракрасного излучения, используют дальнюю область дисперсного спектра (в диапазоне длин волн от 0,1 до 2 мм), фотоны, образующиеся в процессе излучения, возбуждают фононы кристаллической решетки в детали дискретно, в зависимости от наличия дислокации кристаллической решетки в материале детали, фононы поверхностных слоев поглощают фотоны и переизлучают энергию в нижележащие слои детали на частоте собственных колебаний фононов, при этом энергия фотонов инфракрасного излучения равна в основном максимальному пороговому уровню фононов для данной структуры материала обрабатываемой детали.
В отличие от прототипа способ обработки импульсом инфракрасного излучения позволяет в кратчайшие сроки полностью снять остаточные напряжения в детали. Прототип только частично снимает напряжения, изменяя при этом структурное состояние детали (закаленной стали), затрачивая на процесс длительное время. Импульс же в способе предлагаемом длится доли секунд. Используя при излучении дальнюю область спектра в диапазоне от 0,1 до 2 мм длин волн, получаем возможность, как показали экспериментальные данные, воздействовать избирательно на заданный дискретный спектр собственных частот колебаний атомов в решетке, который определяется наличием дислокаций, характерных для данной структуры материала обрабатываемой детали, и может быть рассчитан для любого материала, обладающего кристаллическим строением (металл, керамика, сплавы, композиционные материалы). Способ предлагаемый, в отличие от прототипа, не требует закрепления обрабатываемой детали и не требует контакта детали с устройством. Воздействие на деталь инфракрасным излучением предполагает бесконтактный процесс на удобном для детали и устройства расстоянии. Использование инфракрасного излучения дальней области спектра позволяет с малыми затратами энергии, не требуя, как в прототипе, повышения температуры, усиливающей возбуждение фононов, осуществить резкое повышение амплитуды атомных колебаний i - моды.
Этот эффект связан с тем, что инфракрасное излучение дальней области спектра обладает спектром, который способен интенсифицировать возбуждение фотонов при низких температурах. Воздействуя на кристаллическую решетку, в которой находятся дислокации, отвечающие за уровень остаточных напряжений в детали, дают импульс энергии кристаллу, равной величине W1=hυ i (где W1 - пороговый уровень энергии, h - постоянная Планка, υ - частота колебаний i-моды в дискретном спектре). Эта энергия избирательно поглотится фононами кристаллической решетки, что и приведет к повышению амплитуды колебаний i-моды. В каждом кристаллическом материале - металле, сплаве, керамике и т.д. имеется несколько пороговых значений энергии Wi [4].
Эксперименты показали, что величина остаточных напряжений снижается в детали, если подействовать импульсом энергии в предлагаемых пределах длин волн (0,1-2 мм) и снимается полностью, если энергия фотонов инфракрасного излучения равна преимущественно максимальному пороговому уровню энергии фотонов дефектной кристаллической решетки. В дефектной кристаллической решетке обрабатываемой детали увеличивается амплитуда колебаний атомов, что в конечном счете приводит к полному снятию остаточных напряжений в этой зоне и в детали в целом, в отличие от способа обработки в прототипе, основанном на тепловом эффекте, созданном в результате высокочастотного воздействия на молекулы материала, обрабатываемой стали и фазового превращения аустенита в мартенсит. В результате предлагаемым способом осуществляют бесконтактную с деталями обработку, значительно упрощая получение конечной цели - полного снятия остаточных напряжений и, как следствие, достигают повышение работоспособности деталей за счет повышения несущей способности, износостойкости, коррозионной стойкости и уменьшение коэффициента трения, т.е. эксплуатационных свойств.
Известен способ облучения [5], в котором воздействуют на углеродистую сталь облучением после ее закалки. Но источником воздействия служат частицы высоких энергий или жесткие гамма-кванты. В результате воздействия на углеродистую закаленную сталь ядерных излучений появляется повышенная концентрация точечных дефектов в кристаллической решетке мартенсита, которая стимулирует переходы атомов внедрения с одних позиций на другие, энергетически более выгодные. Но после облучения при комнатной температуре в мартенсите вновь протекают процессы - восстановления структуры закаленной стали. И для того, чтобы снять остаточные напряжения, необходимо охладить сталь в жидком азоте. Таким образом, использование в качестве источника воздействия на закаленную сталь частиц высоких энергий снижает величину упругих деформаций в микрообластях и одновременно повышает пластичность стали. Состояние кристаллической структуры после облучения нестабильно и является обратимым в меняющихся условиях эксплуатации изделия из этой стали.
Таким образом, заявленное изобретение обладает “новизной”, ”существенными отличиями” и промышленно применимо, т.к. проверено на сварочных швах, алюминиевых сплавах, медных сплавах, керамике, сплавах на железной основе, тугоплавких сплавах (ВК-8), в ООО “БИТТЕХНИКА”, показав надежность способа по снятию остаточных напряжений в полном объеме.
Способ осуществляется следующим образом.
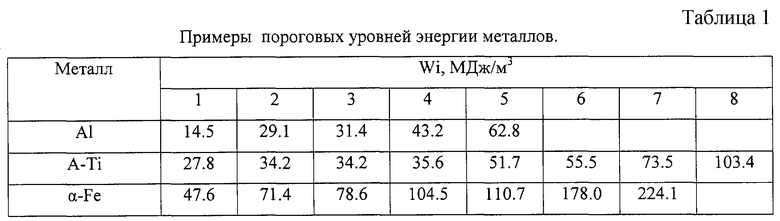
Предварительно определяют пороговые уровни энергии материала обрабатываемой детали. Wi по известной методике [6]. Каждый кристаллический материал имеет спектральные излучения, лежащие в области длин волн 0,1-2 мм. Так алюминий и его сплавы имеют 5 пороговых уровней энергии, Ti-8 уровней, Fe-7 уровней, и т.д. (табл.1). Вычисляют максимальный пороговый уровень энергии (на единицу объема) для обрабатываемого материала, т.к. неупорядоченность кристаллической решетки означает наличие дислокации в ней, ответственных за максимальный пороговый уровень энергии в материале детали и максимальное поглощение фотонов дальней области спектра инфракрасного излучения.
Исследования показали, что материалы с кристаллической структурой (металлы, сплавы, керамика и т.д.) излучают фононы с длиной волны дальней области спектра в диапазоне 0,1-2 мм. Следовательно, воздействия импульсом инфракрасного излучения в режиме резонанса частот и величин порогового уровня энергии, присущим фононам в неупорядоченной области кристаллической решетки, остаточные напряжения в обрабатываемой детали полностью снимаются. Так берут керамику (например, 50% ВаТiO3 и 50% TiO2, или на основе SiO2, или на основе MgO), излучают фотоны с длиной волны λ , равной 1 мм), для ферритов (например, 10СЧ6 или НЦ-7 или 11-В) излучают фотоны длиной волны λ , равной 0,8 мм. Для обработки деталей используют излучение ламп обратной волны (ЛОВ) [7], которое получают с плавной электронной перестройкой всего диапазона волн от 0,1 до 2 мм при мощности излучения 0,1-10 мВт, стабильности частоты δ υ /υ =10-4÷10-5 и нестабильности мощности не менее 0,5%.
Детали, имеющие остаточные напряжения, подвергают импульсной обработке инфракрасным излучением, воздействия на них длинами волн дальней области спектра (0,1-2 мм), в зависимости от излучаемого диапазона длин волн кристаллической решетки материала детали, импульсом энергий в основном максимального порогового уровня, за который ответственны дислокации табл. 1. Их наличие увеличивает поглощение излучаемых длин волн в детали. Поглощение происходит на частотах, совпадающих с дискретным спектром собственных частот колебаний фононов в кристаллической решетке.
Результаты обработки деталей из различных материалов представлены в табл. 2 и 3.
Для упрощения способа обработки деталей импульсом инфракрасного излучения необходимо использовать все пороговые уровни энергии, присущие обрабатываемому материалу деталей, т.к. процесс определения пороговых уровней трудоемкий. Используя сумму энергий добиваемся обработки детали с гарантированным результатом. Максимальный пороговый уровень энергии это основной параметр, обеспечивающий максимальный эффект - полное снятие остаточных напряжений.
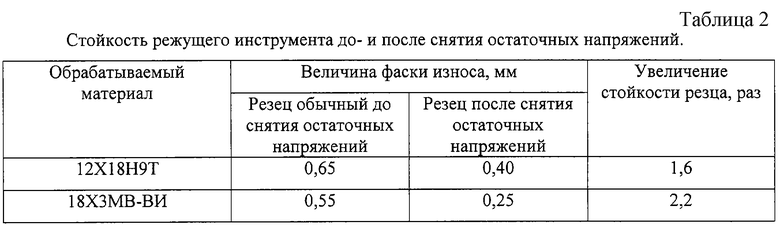
При испытании стойкости режущего инструмента, направленного на подложку из жаропрочных сталей, использовали твердосплавные пластины из сплава ВК8. Жаропрочные стали - стали марок 12ХН18Н9Т и 18ХЗМВ-ВИ (табл.2). Стойкость определяли по величине фаски износа, которая измерялась по задней грани с помощью микроскопа МИМ-8. Результаты испытания показаны в табл.2. Стойкость резцов увеличилась после обработки в 1,6-2,2 раза.
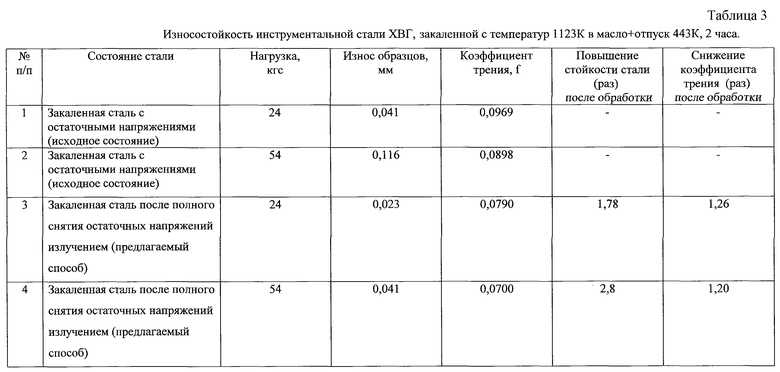
Была исследована износостойкость инструментальной стали ХВГ (табл.3), термообработанной на твердость 61HRC. Испытания проводили на машине трения по схеме “плоская колодка - диск” при нагрузке на узел трения до 54 кгс, скорости скольжения 1 м/с; температура рабочей среды - топлива ТС-1-333К и продолжительности опыта 3 часа.
Испытывались 4 партии образцов колодок (10× 8× 30 см) по 10 штук в каждой. В качестве контртела использовались образцы - диски диаметром 40 см из стали Х12М с твердостью 63 HRC. Критерием оценки износостойкости был выбран износ на образце-колодке. В процессе испытания осуществлялась автоматическая запись момента трения, что позволило оценить и коэффициент трения f. Из табл. 3 видно, что обработка детали предлагаемым способом (воздействуют импульсом инфракрасного излучения дальней области спектра в диапазоне длин волн 0,8-1,2 мм с пороговым уровнем энергии, равным Wi, в диапазоне от 47,6 до 224,1 МДж/м3, соответствующим энергии неупорядоченной части кристаллической решетки (в дислокациях). Именно этот пороговый уровень энергии определяет энергоемкость разрушения материала детали (стали ХВГ) при наличии остаточных напряжений в ней и тот основной пороговый уровень энергии, который необходимо дать импульсом к детали при облучении, чтобы полностью снять имеющиеся в нем остаточные напряжения. Из табл. 2 и 3 видно, что в зависимости от марки стали и степени дефектности материала после обработки предлагаемым способом детали повысили эксплуатационные характеристики в 1,78-2,8 раза.
Штанги подвергались воздействию инфракрасного излучения по предложенному способу в месте сварки. Циклические испытания показали, что предел выносливости штанг после обработки импульсом инфракрасного излучения в диапазоне длин волн 0,8 мм полностью восстанавливается до уровня сходных значений.
Предлагаемый способ обработки позволяет повысить и коррозионную стойкость деталей. Для этого образцы размером 2× 10× 70 мм сплава A1-3,7, Mn-4, Zn закаливали в воде до температуры 673К. Образцы после закалки имели остаточные напряжения в пределах 300-400 МПа, уровень остаточных напряжений определяли рентгеновским “sin2ψ” методом по стандартной методике. В качестве коррозионной среды использовали 3% раствор NaСl. После воздействия импульсом инфракрасного излучения части образцов (10 образцов - после импульсного воздействия инфракрасного излучения) все образцы погружались в раствор поваренной соли (3% NaCl). Образцы после закалки корродировали через 10 часов. Образцы после обработки предложенным способом и после выдержки в течение 500 часов остались в исходном состоянии.
Технико-экономический эффект
Использование предлагаемого способа обработки деталей обеспечивает по сравнению с соответствующими способами следующие преимущества.
1. Способ позволяет обработать детали любой конфигурации и на любом расстоянии от поверхности ее в связи с особенностями излучения.
2. Способ позволяет обрабатывать детали из материала, имеющего кристаллическую структуру, и воздействовать эффективно в режиме резонанса энергий и частот излучателя и приемника (детали).
3. Способ обеспечивает полное снятие внутренних напряжений по всему объему изделия без изменения их прочностных характеристик и с минимальными затратами энергии и времени.
4. Наличие остаточных напряжений в деталях приводит к преждевременному разрушению детали и узлов машин в процессе их эксплуатации, возможного возникновения объемного напряженного состояния, облегчающего процесс трещинообразования, а также диффузионных процессов, протекающих в материале детали в условиях эксплуатации при повышенных температурах. Следовательно, способ позволят снять полностью остаточные напряжения в деталях, способствует значительному повышению несущей способности сварных деталей и узлов машин, износостойкости режущего наплавленного инструмента, трещиностойкости и коррозионной стойкости обрабатываемых деталей (см. табл.2, 3 и другие примеры).
5. В способе обработки деталей для снятия остаточных напряжений в них, к тому же без фазовых изменений в структуре материала, впервые использовано в качестве источника излучения электромагнитных волнинфракрасное излучение дальней области спектра. Ранее инфракрасное излучение применялось в основном для сушки изделий [8], активизации процесса полимеризации, для сварки полимерных материалов, в инфракрасной фотографии для контроля за качеством ткани, в спектроскопии - определение структуры веществ, в полиграфии - анализ воска, спиртов, чернил, краски, в измерительной технике [8]. Но для снятия остаточных напряжений, впервые, благодаря случайному обнаружению эффекта исчезновения остаточного напряжения после подачи на образцы различных материалов (металла-Al, сплава - твердого сплава ВК8 и керамики) импульса энергии, соответствующего максимальному пороговому уровню энергии излучения фотонов в кристаллической решетке.
Источники информации
1. А.С. №1035074, МКИ С 21 Д 1/30 от 25.01.82 г. (аналог).
2. А.С. № 899678, МКИ С 21 Д 1/30 от 03.01.80 г. (аналог).
3. Патент №1719444, МКИ С 21 Д 9/30 от 21.06.89 г. (аналог).
4. А.С. №670620, МКИ С 21 Д/30 от 05.07.76 г. (прототип).
5. Конюшая Ю.П. Открытие советских ученых, изд-во Московского университета, ч.2, 3-е издание, 1988 г., с 83.
6. Ragozin Y.S. Phonon conception of metal and alloy fracture.
In: Proc. 8 th Eur. Conf. Frakt (ECF8) Torino, 1990, EMAS.v.2, p.1150-1156 (аналог).
7. Физические методы исследования неорганических материалов. Сб. “Наука”, 1981г., с.195-197 (аналог).
8. Гукетлев Ю. Излучение в технике (серия 2), М.: Знание, 1970 г., с 21-27 (аналог).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СИНТЕЗА МАТЕРИАЛА, В ЧАСТНОСТИ АЛМАЗА, ПОСРЕДСТВОМ ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ПАРОВОЙ ФАЗЫ, А ТАКЖЕ УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ЭТОГО СПОСОБА | 2011 |
|
RU2572652C2 |
| АУТЕНТИФИКАЦИЯ ИЗДЕЛИЙ | 2000 |
|
RU2261479C2 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТЕЙ МЕТАЛЛОВ ИЛИ ГЕТЕРОГЕННЫХ СТРУКТУР ПОЛУПРОВОДНИКОВ | 2011 |
|
RU2502153C2 |
| Однофотонный квантовый болометр | 2023 |
|
RU2825716C1 |
| СПОСОБ ПРОГНОЗА ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛА ДИАГНОСТИРУЕМОГО ОБЪЕКТА (ВАРИАНТЫ) | 2004 |
|
RU2267121C1 |
| ПРЕОБРАЗОВАТЕЛЬ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ НА ОСНОВЕ КВАНТОВОЙ МОЛЕКУЛЫ ВО ВНЕШНЕМ ЭЛЕКТРИЧЕСКОМ ПОЛЕ | 2022 |
|
RU2786350C1 |
| СПОСОБ СОЗДАНИЯ РЕШЕТКИ ДИЭЛЕКТРИЧЕСКОЙ ПРОНИЦАЕМОСТИ | 2004 |
|
RU2278402C2 |
| СПОСОБ ФОРМИРОВАНИЯ СЛОЯ ОДНОФАЗНОГО ОКСИДА (Fe, Cr)O С РОМБОЭДРИЧЕСКОЙ СТРУКТУРОЙ НА ПОДЛОЖКЕ ИЗ СТАЛИ ИЛИ ЖАРОПРОЧНОГО СПЛАВА | 2019 |
|
RU2769915C1 |
| СПОСОБ УЛУЧШЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2585909C2 |
| Способ повышения прочности детали с покрытием | 2016 |
|
RU2625619C1 |
Изобретение относится к технологии машиностроения, в частности к способам снижения остаточных напряжений в деталях, имеющих кристаллическую структуру. Оно может быть использовано в машиностроении для деталей и узлов машин любой конфигурации и из любого материала после различных видов обработки, приводящих к появлению остаточных напряжений в них. В кристаллической решетке материала детали возбуждают фононы импульсом фотонов инфракрасного излучения в диапазоне длин волн дальней области дискретного спектра, импульс энергии инфракрасного излучения равен в основном максимальному пороговому уровню энергии материала обрабатываемой детали, зависящему от наличия дислокации в кристаллической решетке, атомы поверхностных слоев кристаллической решетки обрабатываемого материала поглощают энергию фотонов и переизлучают в нижележащие слои атомов, усиливая воздействие излучения на частоте собственных колебаний фононов. Способ позволяет полностью снимать остаточные напряжения в любых изделиях, но имеющих кристаллическую структуру, любой конфигурации и удаленности от источника излучения, без изменения прочностных характеристик, с минимальными затратами энергии и времени. Способ улучшает эксплуатационные характеристики изделия, работоспособность его (повышает несущую способность сварных деталей, износостойкость наплавленного покрытия из твердосплавного материала, трещиностойкость и коррозийную стойкость изделий, снижает коэффициент трения). 3 табл.
Способ обработки деталей путем возбуждения упругих резонансных колебаний на собственной частоте структурных составляющих, отличающийся тем, что возбуждают фононы в кристаллической решетке материала детали импульсом фотонов инфракрасного излучения в диапазоне длин волн дальней области дискретного спектра, импульс энергии инфракрасного излучения равен в основном максимальному пороговому уровню - энергии материала обрабатываемой детали, зависящему от наличия дислокаций в кристаллической решетке, атомы поверхностных слоев кристаллической решетки обрабатываемого материала поглощают энергию фотонов и переизлучают в нижележащие слои атомов, усиливая воздействие излучения на частоте собственных колебаний фононов.
| Способ снятия остаточных напряжений в деталях | 1976 |
|
SU670620A1 |
| Способ снятия внутренних напряженийВ МЕТАлличЕСКиХ издЕлияХ | 1978 |
|
SU827563A1 |
| Способ обработки изделий | 1990 |
|
SU1759947A1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА | 1992 |
|
RU2009210C1 |

