Плавленые кварцевые стекла, изготовленные обычно плавлением очищенных природных кварцевых кристаллических порошков, широко используются в оптической, оптико-волоконной и полупроводниковой промышленности благодаря своим оптическим свойствам, химической устойчивости, термической стабильности или другим свойствам.
В некоторых критических способах использования примеси или неоднородности, возникающие в результате использования природного кристаллического сырья, могут быть неприемлемыми, и тогда становится необходимым заменить его синтетически полученным материалом. Иногда он может представлять собой синтетически изготовленный порошок, но более широко продукты наивысшего сорта из прозрачного кварцевого стекла получают осаждением паров. Таким образом, испаренное исходное соединение кремния подают в пламя синтеза, где его окисляют или гидролизуют, чтобы получить поток кремнеземного дыма или поток микрочастиц кремнезема, которые осаждают либо в виде массы пористых кремнеземных ультрадисперсных частиц, которая может быть дегидрирована или допирована нагреванием в подходящей атмосфере и затем спечена со стеклом, не содержащим поры, или альтернативно осаждают при такой температуре, что осаждаемый кремнезем спекается непосредственно с прозрачным стеклом.
Последний способ, часто называемый способом прямого осаждения, дает стекло с относительно высоким содержанием ОН (содержанием гидроксилов), типично 800-1200 ppm по весу, но это приемлемо для многих способов использования, для оптических компонентов, таких, как призмы, линзы и т.д., для более крупных изделий, таких как окна печей или космических кораблей и т.д., для зеркал и для производства фотомасок, т.е. пластин, которые несут на себе изображение, которое необходимо напечатать способом фотолитографии на тонкой кристаллической пластине кремния в течение изготовления микросхем.
Способ прямого осаждения может работать в любом из двух режимов. В первом режиме, показанном на фиг.1 сопровождающих чертежей, горелка 11 дает пламя синтеза 12, обычно кислородно-водородное пламя, и в нее подают посредством центральной трубки 11а поток исходного материала. Исходный материал может представлять собой один или более газообразный хлорсилан (например, тетрахлорид кремния), но в последнее время было установлено, что более предпочтительны несодержащие хлор исходные материалы. Соединение кремния окисляют или гидролизуют, чтобы получить поток кремнеземного дыма или поток микрочастиц кремнезема, который направляют на подложку, образующую выпуклый конец 13а вращающегося цилиндрического слитка 13, поддерживаемого внутри конструкции печи 14. Значительная часть генерируемого в пламени кремнезема осаждается на подложку, которую медленно вытягивают (в направлении Z) из печи, предпочтительно поддерживая по существу постоянное расстояние от горелки до подложки. Кремнезем осаждают на подложку при такой температуре, что он непосредственно спекается с прозрачным, не содержащим поры стеклом. Слиток может вращаться вокруг горизонтальной, вертикальной или другой оси и может подвергаться колебательному движению вдоль той или другой оси или обеих осей (X и/или Y) перпендикулярно движению вращения, чтобы распределить термическую нагрузку на конце слитка 13а и, таким образом, увеличить гомогенность осаждаемого стекла или контролировать форму поперечного сечения слитка.
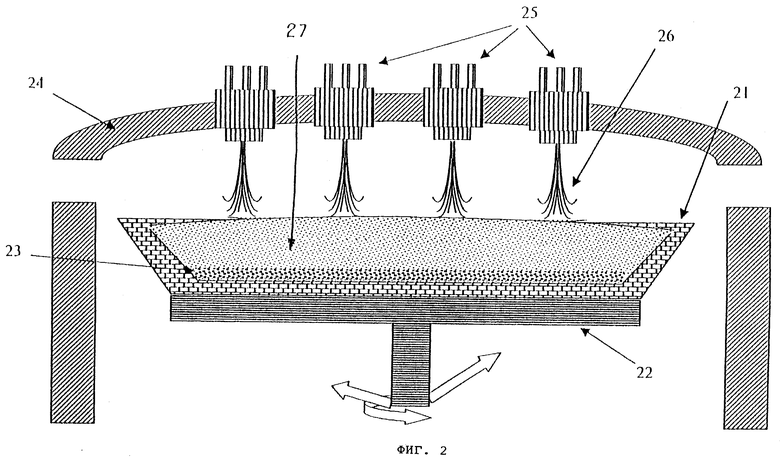
Вторая геометрическая компоновка, используемая для сбора стекла прямым осаждением, показана на фиг.2 сопровождающих чертежей. Она использует вращающийся неглубокий огнеупорный тигель 21, обычно облицованный цирконом или огнеупорными кирпичами на основе двуокиси циркония, смонтированный на поворотной плите 22. Дно неглубокого тигля обычно облицовано первоначально слоем кварца высокой чистоты, или порошком кварцевого стекла 23, или альтернативно измельченным синтетическим прозрачным кварцевым стеклом для максимальной чистоты. Сверху этого тигля смонтирована огнеупорная крышка 24, которая несет на себе одну или больше горелок для синтеза 25. Тигель может иметь от 1 до 2 метров в диаметре и при таких обстоятельствах может использоваться значительное число горелок. Они служат как для нагрева тигля до температуры выше температуры плавления кремнезема, так и в качестве генераторов пламени 26 для синтеза, каждый из которых осаждает поток кремнеземного дыма или ультрадисперсных частиц на поверхность бассейна расплавленного стекла 27, который создается в тигле. После того, как таким образом создана соответствующая толщина стекла, тиглю дают охладиться, удаляют огнеупорные стенки, и слиток стекла в форме диска вынимают, чтобы разрезать, подвергают механической обработке или формуют иным способом в требуемую форму.
Способ по фиг.1 можно использовать для производства цилиндрического (например, кольцеобразного цилиндрического) слитка. Он может быть размера, подходящего для превращения в цилиндрические секции, если это требуется, например, для заготовок линз или зеркал, или может быть превращен дальнейшей термической обработкой в продукт в форме прута или трубы. Однако цилиндрическая форма может быть неудобным исходным материалом для некоторых применений. Таким образом, для определенных целей, где требуются серии квадратных или прямоугольных продуктов, например, для подложек фотомасок, их либо подвергают механической обработке из слитка большего размера с очевидными издержками, или альтернативно изменяют форму цилиндрического слитка, например нагревая до температуры размягчения в графитовой форме соответствующих внутренних размеров и осаживая под собственным весом, или с приложением давления, чтобы заставить размягченный кремнезем принять вид формы. После охлаждения слиток с измененной формой можно разрезать на части желаемых размеров. Эта вторичная операция является дорогой и приводит к потерям материала.
Если такие формы необходимо вырезать из одного из больших слитков в форме диска, изготовленных по способу плавильного тигля фиг.2, это включает дорогие операции разрезания и тоже имеет много издержек. Может быть также необходимо браковать материал неудовлетворительного качества, например, из-за загрязнения от огнеупорных материалов крышки печи или от самого плавильного тигля.
Таким образом, для определенных форм продукта, особенно форм квадратного поперечного сечения, ни один из двух главных способов изготовления не дает слиток, который можно использовать непосредственно и с высокой эффективностью материалов. Более того, ни один из них не допускает непрерывного функционирования, как было бы желательно для более экономичной работы, так как оба являются по существу периодическими процессами.
Таким образом, существует потребность в способе прямого осаждения синтетического прозрачного кварцевого стекла, который может работать непрерывно и который будет давать слиток с предварительно определенными размерами поперечного сечения, т.е. круглого, квадратного, прямоугольного или другого.
Настоящее изобретение стремится удовлетворить эту потребность, предоставляя улучшенный способ получения формованного изделия из синтетического прозрачного кварцевого стекла и улучшенную печь для изготовления такого формованного изделия.
Согласно одному аспекту изобретения способ получения формованного изделия из синтетического прозрачного кварцевого стекла включает стадии генерирования массы синтетического кремнезема в огнеупорной емкости, часть границы которой определяет границы формующего отверстия, и удаления изготовленного синтетического кремнезема из емкости через отверстие в виде формованного слитка.
Огнеупорная емкость (например, плавильный тигель) желательно содержится внутри корпуса огнеупорной печи. Температура кремнезема внутри емкости может поддерживаться выше температуры спекания одной или более горелками, которые могут удобно поддерживаться крышкой корпуса печи так, что пламя каждой горелки направлено непосредственно вниз по направлению к плавильному тиглю. Предпочтительно, синтетический кремнезем производят осаждением паров, в этом случае по крайней мере одна из горелок должна быть горелкой синтеза. Альтернативно, предварительно синтезированный кремнезем можно подавать в тигель, например, в форме порошка, кристаллических или аморфных гранул.
Удобно, когда формующее отверстие расположено в самой нижней части массы в тигле и удаление включает постепенный отвод слитка снизу, предпочтительно при скорости, сходной со скоростью, при которой синтетический кремнезем добавляют к массе.
Предпочтительно, что горелка(и) служит(ат) как для генерирования синтетического кремнезема в форме макрочастиц, так и для нагревания расплава так, чтобы кремнезем непосредственно спекался со стеклом в массе. При необходимости дополнительное количество тепла может передаваться дополнительным нагревательным средством.
Согласно дальнейшему аспекту изобретение предоставляет печь для изготовления слитков из синтетического прозрачного кварцевого стекла, причем эта печь содержит корпус с размещенной в нем огнеупорной емкостью, причем эта емкость способна выдерживать расплав синтетического прозрачного кварцевого стекла; одну или более горелок, направленных внутрь корпуса печи и способных в процессе работы поддерживать температуру прозрачного кварцевого стекла внутри указанной емкости при или выше его температуры спекания; экструзионную головку, расположенную внутри стенки указанной емкости, причем экструзионная головка имеет отверстие, через которое экструдируют слиток стекла; и систему подвижных зажимов ниже отверстия, приспособленных для поддержки экструдируемого слитка.
Предпочтительно, по крайней мере одна горелка представляет собой горелку синтеза, адаптированную как для осаждения синтетического прозрачного кварцевого стекла в огнеупорную емкость (например, тигель), так и для помощи в поддержании температуры такого кремнезема выше его температуры спекания. При таком расположении аппарат также содержит средство для подачи кислорода, топлива и кремнийсодержащего исходного материала к каждой горелке для синтеза.
По выбору тигель с его головкой для экструзии, слиток и устройство зажимов могут синхронно вращаться, чтобы обеспечить осажденное стекло улучшенной гомогенности.
И, также по выбору, тигель с его головкой для экструзии, слиток и система зажимов могут перемещаться возвратно-поступательно горизонтально в направлении X, или альтернативно в ортогонально расположенных направлениях Х и Y для растекания осаждаемого стекла от одной или более горелок.
Альтернативно растекание осажденного кремнезема может быть достигнуто подобным перемещением комплекта горелок и корпуса печи.
Изобретение далее будет более полно описано с помощью примера с ссылкой к фиг.3 и 4.
В одном варианте осуществления изобретения, как иллюстрируется на фиг.3, аппарат содержит корпус печи 31, облицованный огнеупорным кирпичом, и несущую крышку 32, также сделанную из подходящего огнеупорного материала. Одна или более горелка 33 выступает через эту крышку. Эти горелки можно сделать из металла или кварцевого стекла, и в них подают горючий газ (например, водород и/или природный газ и т.д.), кислород и пары соответствующего соединения кремния, которое при окислении или гидролизе дает поток микрочастиц кремнеземного дыма, каковой поток направляют к поверхности массы 34 расплава стекла, содержащегося в огнеупорной емкости или плавильном тигле 35.
Исходный материал может представлять собой тетрахлорид кремния или другой галосилан, в этом случае газообразные продукты содержат ядовитые и коррозионные побочные продукты, хлористо-водородную кислоту и хлор. С ними надо обращаться с осторожностью и чистить на соответствующем оборудовании для очистки газов перед выбросом в атмосферу. Альтернативно, если исходный материал представляет собой не содержащее хлор соединение кремния, такое как силоксан или алкоксисилан, тогда газообразные продукты содержат только диоксид углерода, пары воды и несобранный кремнеземный дым, и обработка отходов значительно упрощается.
Существует широкий диапазон потенциальных силоксанов, которые можно использовать в горелках 33, но предпочтительные силоксаны представляют собой полиметилсилоксаны, включая линейный полиметилсилоксан гексаметилдисилоксан, и циклические полиметилсилоксаны октаметилциклотетрасилоксан (OMCTS) и декаметилциклопентасилоксан (DMCPS). Из разнообразного количества алкоксисиланов, которые альтернативно могут использоваться, одно из предпочтительных исходных соединений представляет собой метилтриметоксисилан (MTMS).
В качестве альтернативы синтетическое прозрачное кварцевое стекло (например, производимое из одного из вышеуказанных исходных материалов) может непосредственно подаваться в плавильный тигель в форме порошка, кристаллических или аморфных гранул, а не осаждаться там с помощью горелки для синтеза.
Газообразные продукты отводятся из печи посредством вытяжных каналов 36, 37, причем их потоки контролируются с помощью клапанов 38, 39.
Как было отмечено, огнеупорное ограждение 35 служит как тигель, чтобы содержать расплав стекла, и в основании этого тигля есть отверстие 40, которое может быть ограничено кирпичами экструзионной головки, или другой сборкой головки 40а, сконструированное для получения выхода, который служит в качестве непрерывной насадки для литья, через которую расплавленное стекло постепенно продвигается в ходе процесса. Эта экструзионная головка из кирпича или сборка головки может быть сделана из огнеупорного материала, сходного с тем, что использован для облицовки емкости 35, или может быть изготовлена из другого огнеупорного материала, выбранного из-за улучшенной устойчивости к разрушению, или даже может быть изготовлена из огнеупорного металла, необязательно защищенного керамическим покрытием (например, молибдена, покрытого дисилицидом молибдена). При использовании отверстия металлической экструзионной головки предпочтительно окружить подвергающийся воздействию металл (например, нижнюю часть краев головки) восстанавливающим газом, таким как газовая смесь водорода с азотом.
Тигель 35 поддерживается посредством соответствующих изолирующих кирпичей 41 на фиксированной опорной плите 42.
Ниже отверстия 40 находится стеклянный слиток 43, поддерживаемый серией подвижных зажимов 44, которые в течение нормальной работы предназначены постепенно перемещаться вниз, поддерживая отвод расплава из тигля 35 при выбранной скорости (например, соответствующей скорости, при которой синтетическое кремнеземное стекло осаждается сверху набором горелок 34). Время от времени захват любого из этих зажимов может быть отцеплен от слитка, и зажим независимо от других зажимов может быть перемещен вверх к верхней границе своего движения, прежде чем будет установлен снова для захвата опускающегося слитка. Таким образом зажимы циклически перемещаются вверх и медленно вниз, и поддерживается постоянное движение слитка стекла вниз. При обеспечении постоянного захватывания слитка по меньшей мере двумя зажимами слиток поддерживается совершенно прямо.
От нижней части стеклянного слитка 43 может быть с промежутками отрезан кусок, например, в точке 45, доступной с уровня среднего яруса 46, и затем опущен на уровень первого яруса 47, где его освобождают и удаляют для дальнейшей обработки.
Таким образом, выбирая размеры отверстия 40, можно непрерывно получать слиток синтетического прозрачного кварцевого стекла с предварительно заданными поперечным сечением и размерами. Таким образом, можно изготовить цилиндрический слиток или слиток квадратного или прямоугольного сечения и даже экструдировать прямоугольник с высоким соотношением сторон, т.е. пластину. В то время как для простоты основание плавильного тигля 35 показано на фиг.3 по существу как плоское, для некоторых применений может быть предпочтительным иметь альтернативные формы, например усеченно-коническую, для облегчения продвижения потока стекла к отверстию 40, чтобы обеспечить надлежащее распределение температуры у стенок емкости и чтобы свести к минимуму расстекловывание у стенок или вокруг отверстия, что может в противном случае влиять на размеры экструдированного слитка.
Изображенный на фиг.3 способ можно начинать следующим образом. Плавильный тигель 35 собирают на опорной плите 41 и вставляют узел экструзионной головки 40а. Предварительно изготовленный слиток поднимают посредством зажимов 44 в отверстие 40. Этот слиток можно механически обработать, если это необходимо, чтобы он точно соответствовал отверстию экструзионной головки, и он служит в качестве затравки. Основание тигля покрывают изготовленным ранее синтетическим прозрачным кварцевым стеклом (например, в форме кусков стекла). Печь доводят до температурной границы, нагревая комплектом горелок, вызывая плавление начальной загрузки печи и слияние с верхним краем выступающей затравки. Затем в горелки подают исходный материал и, как только начинает происходить осаждение стекла, уровень расплава в тигле 35 увеличивается. Когда достигается желательная глубина расплава, начинается отвод слитка постепенным движением книзу зажимов 42. Затем изготовление слитка продолжается в виде постоянного процесса, с отводом слитка, по меньшей мере, по существу соответствующим скорости осаждения стекла, и с отрезанием секций слитка и удалением при требуемых интервалах (например, постоянных интервалах).
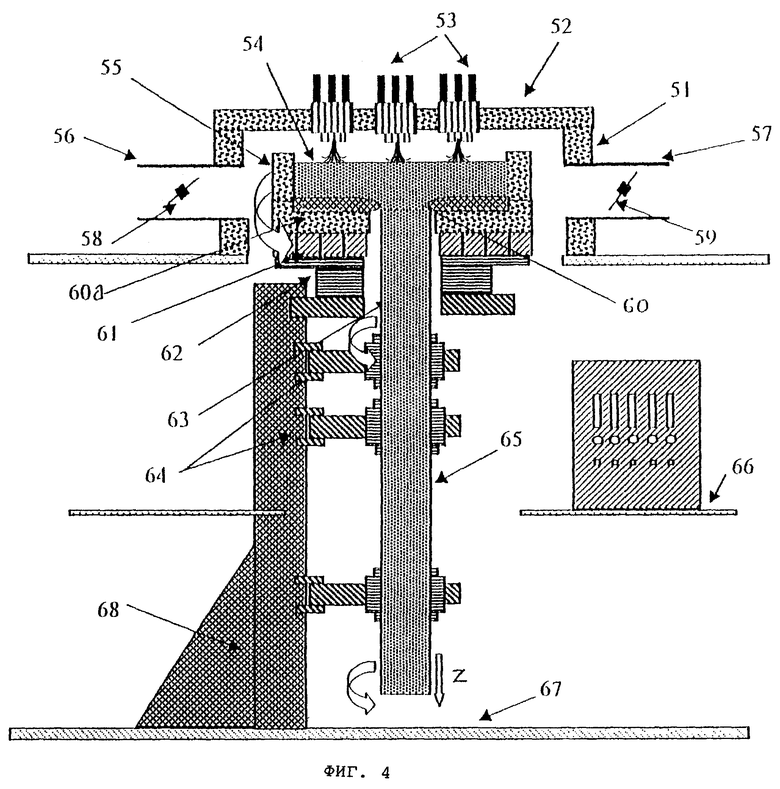
Процесс, изображенный на фиг.3, удобен для многих применений, где требуется стеклянный слиток с высокой чистотой и контролируемыми размерами. Однако, как изображено, тигель 35 является стационарным, и очевидно, что каждая горелка 33 направлена к фиксированной области поверхности расплава. Осаждаемое в этой области стекло, таким образом, имеет слегка отличающийся уровень гидроксилов, чем стекло, осажденное в каком-либо другом месте в более холодных областях. Если используют хлорсодержащий исходный материал, тогда содержание хлора в стекле будет выше в областях воздействия каждого пламени для синтеза. Эти эффекты могут привести к незначительной негомогенности в химических свойствах, а также в показателе преломления стеклянного слитка. По этой причине может оказаться желательным вращать тигель 35 и слиток 43 в ходе процесса, и это достигается посредством усовершенствованного варианта способа, показанного на фиг.4.
В этом случае аппарат включает в себя корпус печи 51, облицованной огнеупорным кирпичом, и несущую крышку 52, также изготовленную из подходящего огнеупорного материала. Одна или более горелка 53 выступает через эту крышку. Эти горелки могут быть изготовлены из металла или кварцевого стекла, и в них подают горючие газы, кислород и исходное парообразное вещество, как описано выше.
Газообразные продукты отводят из печи посредством вытяжных каналов 56, 57, причем их поток контролируют с помощью клапанов 58, 59.
Стеклообразные продукты также собирают в огнеупорную емкость или узел плавильного тигля 55, в основании которого расположено формующее отверстие 60, ограниченное огнеупорной головкой для экструзии, сделанной из одного или более кирпичей, или альтернативно огнеупорной металлической плитой, как описано выше. Узел плавильного тигля 55 также опирается на изолирующие кирпичи 61 и на опорную плиту 62, включающую в себя в этом случае поворотную плиту, которую поддерживают на постоянной высоте, но которая способна вращаться вокруг вертикальной оси.
Под формующим отверстием 60 находится стеклянный слиток 63, поддерживаемый серией вращающихся зажимов 64, которые выполнены с возможностью синхронного вращения с узлом плавильного тигля 55 и поворотной плитой 62, но также способны постепенно продвигаться вперед в нижнем направлении, причем все зажимы движутся с равной скоростью, таким образом давая возможность отводить расплав из узла плавильного тигля 55 при выбранной скорости (предпочтительно постоянной скорости, соответствующей скорости, при которой синтетическое кварцевое стекло осаждается комплектом расположенных выше горелок).
Как и в предыдущем варианте, захват любого из этих зажимов 64 может быть отцеплен от слитка 63, и зажим может быть затем независимо от других зажимов поднят вверх к верхнему пределу своего движения, прежде чем будет установлен снова для захвата опускающегося слитка. Таким образом, зажимы 64 циклически перемещаются вверх и медленно вниз, в то же время вращаясь с постоянной скоростью, и поддерживают постоянное вращение и стабильное движение стеклянного слитка вниз. Используя двухкулачковые зажимы 64, можно удерживать слиток совершенно прямо.
От стеклянного слитка может быть с промежутками отрезан кусок, например в точке 65, на уровне среднего яруса 66 и затем этот кусок опущен к уровню первого яруса 67, где его отсоединяют и удаляют для дальнейшей обработки.
Снова, выбирая размеры формующего отверстия 60, является возможным непрерывно получать слиток синтетического прозрачного кварцевого стекла с предварительно определенными поперечным сечением и размерами. Таким образом, можно изготовить круглый цилиндрический слиток или слиток квадратного или прямоугольного сечения и даже экструдировать слиток с поперечным сечением, представляющим собой прямоугольник с высоким соотношением сторон, т.е. пластину. В то время как для простоты основание узла тигля 55 на фиг.4 показано по существу как плоское, для некоторых применений может быть предпочтительным иметь альтернативную форму, например усеченно-коническую, для облегчения продвижения потока стекла к формующему отверстию 60, чтобы обеспечить соответствующее распределение температуры у стенок сосуда и для уменьшения до минимума расстекловывания у стенок или вокруг отверстия 60, что в противном случае может влиять на размеры экструдированного слитка.
Из-за вращения узла плавильного тигля 55 горелки 53 осуществляют осаждение на непрерывно движущуюся поверхность, и это дает возможность избежать перегрева какой-либо локализованной области на поверхности стекла, увеличивает эффективность осаждения и позволяет достичь значительного увеличения гомогенности стекла, осаждаемого в тигле. Кроме того, постепенное движение стекла через узел тигля к отверстию 60 позволяет протекать процессам смешения и диффузии, которые дополнительно увеличивают гомогенность продукта из стекла.
Устройство, включающее в себя поворотную плиту 62 и движущиеся зажимы 64, может рассматриваться как большой вертикально расположенный токарный станок, основание которого включает в себя узел опоры 68. Для достижения максимальной гомогенности можно привести поддерживающую опору 68 в горизонтальное возвратно-поступательное движение в X-направлении или даже в обоих Х- и Y-направлениях, причем эти направления находятся под прямым углом друг к другу и под прямым углом к направлению Z выталкивания слитка, но это не является необходимым для большинства способов получения продукта, представляющего собой стеклянный слиток. Альтернативно в принципе можно привести узел крышка печи/горелка в медленное колебание в Х-направлении и потенциально в Х- и Y-направлениях, чтобы осуществить такой же процесс гомогенизации.
Очевидно, что выбор огнеупорных материалов является важным для успешного функционирования процесса этого типа. В общем, огнеупорные материалы из циркона высокого качества оказались отвечающими требованиям, но необходима их высокая чистота, чтобы свести к минимуму загрязнения, особенно при использовании не содержащих хлор исходных веществ. Однако более значительное сопротивление эрозии достигается при использовании огнеупорных материалов из двуокиси циркония, стабилизированной иттрием, дополнительные издержки на которые оправдываются увеличенной долговечностью компонентов печи и эффективностью способа, предоставляющего возможность производить на непрерывной основе слитки требуемого поперечного сечения и размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки кварцевого стекла | 2019 |
|
RU2731764C1 |
| Способ получения кварцевого стекла | 1977 |
|
SU716995A1 |
| СПОСОБ ПОДГОТОВКИ ШИХТОВЫХ МАТЕРИАЛОВ ДЛЯ ВАРКИ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2266259C2 |
| СПОСОБ ПЕРЕРАБОТКИ РАДИОКТИВНЫХ ОТХОДОВ, ОБРАЗУЮЩИХСЯ В ПРОЦЕССЕ РАЗРУШЕНИЯ ОБЛУЧЕННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ, МЕТОДОМ ИНДУКЦИОННОГО ШЛАКОВОГО ПЕРЕПЛАВА В ХОЛОДНОМ ТИГЛЕ | 2018 |
|
RU2765028C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОГО КВАРЦЕВОГО СТЕКЛА | 2015 |
|
RU2594184C1 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| СПОСОБ МЕТАЛЛОТЕРМИЧЕСКОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2406767C1 |
| УСТРОЙСТВО ДЛЯ ПЛАВКИ В ВАКУУМЕ ТУГОПЛАВКИХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ | 2014 |
|
RU2660784C2 |
| Способ легирования отливок | 2015 |
|
RU2630990C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ СЛИТКОВ | 2012 |
|
RU2598020C2 |

Изобретение относится к технологии синтетического прозрачного кварцевого стекла для оптической, оптико-волоконной и полупроводниковой промышленности. Печь для непрерывного изготовления слитков синтетического прозрачного кварцевого стекла содержит корпус печи с размещенной в нем огнеупорной емкостью, выполненной с возможностью выдерживать расплав синтетического прозрачного кварцевого стекла; одну или более горелку(ок), выполненную с возможностью поддерживать температуру указанного расплава синтетического, прозрачного кварцевого стекла в указанной огнеупорной емкости выше температуры его спекания. По меньшей мере, одна указанная горелка является горелкой синтеза, имеющей соответствующие средства для подачи исходного вещества кремнезема и горючих газов, и выполнена с возможностью осаждать из паровой фазы синтетическое прозрачное кварцевое стекло на поверхность расплава. Экструзионная головка расположена в стенке или в основании емкости и выполнена с отверстием, через которое происходит экструдирование стеклянного слитка. Находящееся после указанного отверстия средство, состоящее из подвижных зажимов или зажимных патронов, выполнено с возможностью обеспечения и облегчения выведения слитка, причем указанное средство выполнено с возможностью обеспечения непрерывного выведения синтетического прозрачного кварцевого стекла в виде слитка с заданными размерами поперечного сечения, определяемыми размерами отверстия экструзионной головки, со скоростью, по существу равной скорости осаждения кремнезема горелками синтеза. Охарактеризован способ изготовления слитков синтетического прозрачного кварцевого стекла. Технический результат: получение слитка из синтетического прозрачного кварцевого стекла с предварительно заданными размерами при непрерывном методе производства. 2 с. и 11 з.п. ф-лы, 4 ил.

| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| RU 2051867 C1, 10.01.1996 | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |

