Изобретение относится к области судоремонта, а именно к технологии исправления дефектов на рабочих шейках валов валопровода механической обработкой в условиях судна.
Известен способ ремонта промежуточных и упорных валов (см. Н.М.Кохан, В.И.Друт “Ремонт валопроводов морских судов”. - М.: Транспорт, 1980, с.94-95), при котором снимают крышку упорного подшипника, освобождают шейку вала от его деталей, подводят шлифовальный круг к обрабатываемой поверхности, вращают вал и осуществляют его обработку за счет перемещения шлифовального круга параллельно оси вала. Этот способ является наиболее близким к заявляемому техническому решению, поэтому принят в качестве прототипа.
Недостатком прототипа является то, что он не обеспечивает достаточной точности обработки за счет возможной деформации и смещения вала в районе обработки, поэтому используется для устранения незначительных дефектов рабочих шеек.
Технический результат заявляемого изобретения заключается в том, что в известном способе, при котором снимают крышку упорного подшипника, освобождают шейку вала от его деталей, для обработки рабочих шеек валов в условиях судна используют переносной шлифовальный станок, который жестко закрепляют на корпусе упорного подшипника, и компенсаторы местных деформаций и смещений, которые устанавливают в зоне обработки, при этом шлифовальному кругу станка сообщают вращение, вертикальную подачу и перемещение параллельно оси вала, а вращение последнего осуществляют со скоростью, выбираемой из диапазона значений до образования масляного клина, в направлении, противоположном направлению вращения шлифовального круга.
Сравнительный анализ заявляемого технического решения и прототипа показал, что заявляемое техническое решение обладает признаками, не совпадающими с прототипом, а именно: для обработки рабочих шеек валов в условиях судна используют переносной шлифовальный станок, который жестко закрепляют на корпусе упорного подшипника, и компенсаторы местных деформаций и смещений, которые устанавливают в зоне обработки, при этом шлифовальному кругу станка сообщают вращение, вертикальную подачу и перемещение параллельно оси вала, а вращение последнего осуществляют со скоростью, выбираемой из диапазона значений до образования масляного клина, в направлении, противоположном направлению вращения шлифовального круга.
Таким образом можно сделать вывод о соответствии заявляемого технического решения критерию “НОВИЗНА”.
Сравнительный анализ заявляемого способа и других технических решений показал, что только совокупность признаков, а именно: установка компенсаторов местных деформаций и смещений, вращение вала со скоростью, выбираемой из диапазона значении до образования масляного клина, в направлении, противоположном направлению вращения шлифовального круга, и подача шлифовального круга по вертикали гарантируют высокую точность и качество обработки рабочих шеек валов валопровода в условиях судна, не уступающую обработке в условиях судоремонтного цеха.
Закрепление обрабатывающего станка на корпусе упорного подшипника позволяет вписаться в габариты свободного пространства, а выбор вращения шлифовального круга в направлении, противоположном вращению вала, уменьшает усилие, приводящее к смещению вала.
Таким образом, можно сделать вывод о соответствии заявляемого технического решения критерию “ИЗОБРЕТАТЕЛЬСКИЙ УРОВЕНЬ”.
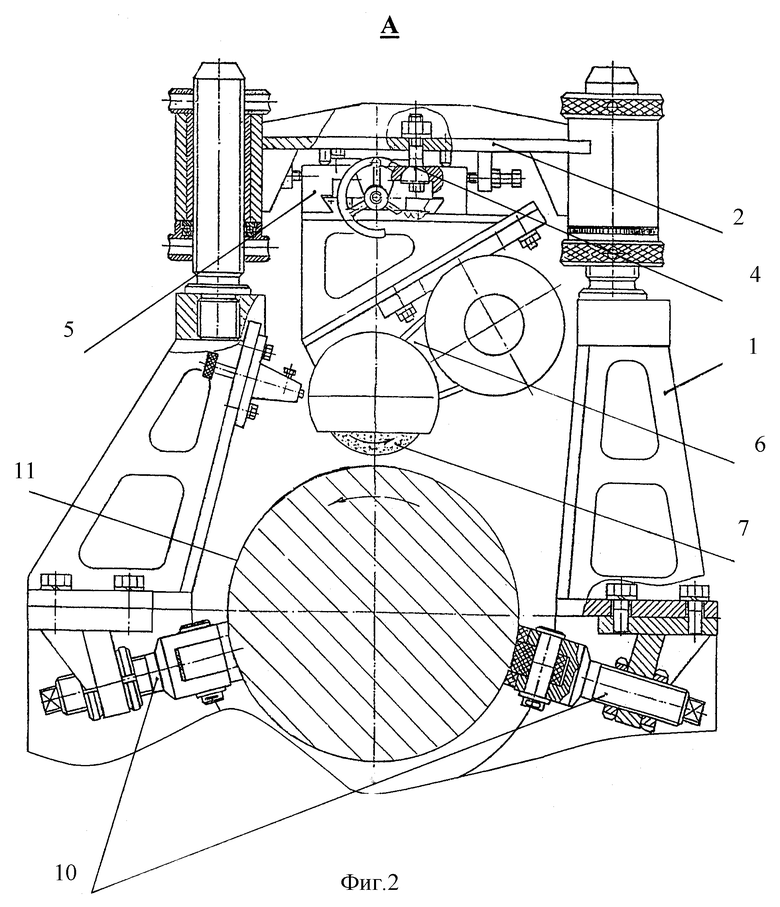
На фиг.1 изображено устройство для осуществления способа обработки рабочих шеек (общий вид).
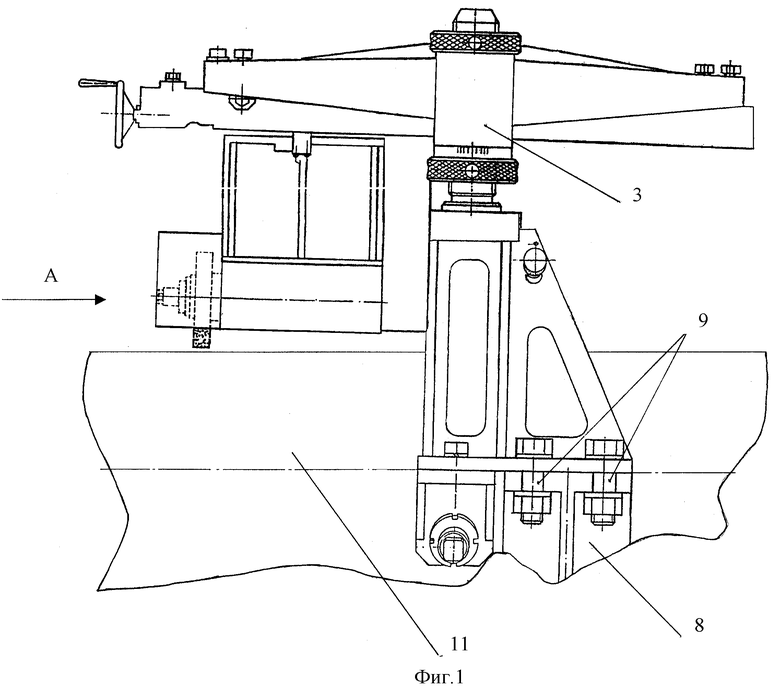
На фиг.2 изображено устройство для осуществления способа обработки рабочих шеек (вид А).
Устройство состоит из основания, состоящего из двух опор 1, на которых установлена траверса 2 с механизмом вертикальной подачи 3. На траверсе 2 с помощью центровочного узла 4 крепится ползун 5. На ползуне 5 установлен привод 6 со шлифовальным кругом 7. Опоры 1 основания закреплены на корпусе упорного подшипника 8 болтами 9. В нижней части конструкции опор 1 установлены компенсаторы местных деформаций и смещений 10 обрабатываемой шейки вала 11.
Способ осуществляется следующим образом.
Освобождают обрабатываемую рабочую шейку вала от деталей упорного подшипники. (Корпус подшипника 8 остается закрепленным на судовом фундаменте.)
На корпусе подшипника 8 закрепляют с помощью болтов 9 шлифовальный станок, привод 6 которого с помощью узла центровки 4 устанавливают так, чтобы шлифовальный круг 7 располагался сверху обрабатываемой шейки вала 11, а ползун 5 обеспечивал перемещение привода параллельно оси вала.
После выставления привода 6 устанавливают компенсаторы местных деформаций и смещений 10 до их плотного прилегания к поверхности вала, включают привод 6, придают вращение валопроводу, установленному по штатному в остальных опорах, со скоростью, выбираемой из диапазона значений до образования масляного клина, в направлении, противоположном направлению вращения шлифовального круга, подводят шлифовальный круг 7 к обрабатываемой шейке 11 и выполняют шлифовку по заданным параметрам, перемещая шлифовальный круг параллельно оси вала.
Таким образом заявляемый способ позволяет качественно обрабатывать рабочие шейки валов валопровода с высокой точностью в условиях судна, что исключает большой объем сопутствующих работ по демонтажу и доставке валов в судоремонтный цех.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Устройство для обработки шатунных шеек коленчатых валов | 1990 |
|
SU1745404A1 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОРЕННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2002 |
|
RU2303510C2 |
| СТАНОК РЕЛЬСОШЛИФОВАЛЬНЫЙ | 2005 |
|
RU2287633C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| ПРЕДВАРИТЕЛЬНОЕ И ОКОНЧАТЕЛЬНОЕ ШЛИФОВАНИЕ КОЛЕНЧАТОГО ВАЛА ЗА ОДНО ЗАКРЕПЛЕНИЕ | 2000 |
|
RU2240218C2 |
| ШЛИФОВАЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК И СПОСОБ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ МНОЖЕСТВА ШЕЕК КОЛЕНЧАТОГО ВАЛА | 2008 |
|
RU2470758C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2050249C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
Изобретение относится к области судоремонта, к исправлению дефектов на рабочих шейках валов валопровода механической обработкой в условиях судна. Способ включает снятие крышки упорного подшипника и освобождение обрабатываемой шейки вала от его деталей. При этом для обработки рабочих шеек валов в условиях судна используют переносной шлифовальный станок, который жестко закрепляют на корпусе упорного подшипника, и компенсаторы местных деформаций и смещений, которые устанавливают в зоне обработки, при этом шлифовальному кругу станка сообщают вращение, вертикальную подачу и перемещение параллельно оси вала, а вращение последнего осуществляют со скоростью, выбираемой из диапазона значений до образования масляного клина, в направлении, противоположном направлению вращения шлифовального круга. Использование изобретения обеспечивает высокое качество и точность обработки рабочих шеек валов валопровода в условиях судна, не уступающие обработке в условиях судоремонтного цеха. 2 ил.
Способ обработки рабочих шеек валов валопровода, включающий снятие крышки упорного подшипника и освобождение обрабатываемой шейки вала от его деталей, отличающийся тем, что для обработки рабочих шеек валов в условиях судна используют переносной шлифовальный станок, который жестко закрепляют на корпусе упорного подшипника, и компенсаторы местных деформаций и смещений, которые устанавливают в зоне обработки, при этом шлифовальному кругу станка сообщают вращение, вертикальную подачу и перемещение параллельно оси вала, а вращение последнего осуществляют со скоростью, выбираемой из диапазона значений до образования масляного клина, в направлении, противоположном направлению вращения шлифовального круга.
| КОХАН Н.М | |||
| и др | |||
| Ремонт валопроводов морских судов | |||
| - М.: Транспорт, 1980, с.94-95 | |||
| БАБОТ М.Н | |||
| Организация и технология судоремонта | |||
| - Л.: Судостроение, 1985 | |||
| Приспособление для механической шлифовки коренных (рамовых) шеек коленчатых валов | 1953 |
|
SU97901A1 |
| БЛИНОВ И.С | |||
| Справочник технолога механо-сборочного цеха судоремонтного завода | |||
| - М.: Морской транспорт, 1960 | |||
| Электрический быстродействующий затвор для аппарата, передающего изображения на расстояние | 1921 |
|
SU529A1 |
| RU 94009411 А1, 10.12.1995 | |||
| Демпферное устройство | 1991 |
|
SU1796804A1 |
| СПОСОБ МОНТАЖА СУДОВОГО ВАЛОПРОВОДА | 1994 |
|
RU2092380C1 |

