Изобретение относится к меканическо .обработке-материалов, а именно к устро ствам цпя закрепления цеталей типа попаток паровык и газовых турбин. Известно устройство цпя установки и закрепления цетапей, соцержащее корпус, поцвоцяшую опору с привоцом и два базовых звена, оцно из которых установлено поцвиншым в осевом направлении LI . Однако данное устройство характеризуется недостаточно высокой точностью обработки, обусловленной отсутствием возможности регулирования усилия поцжима детали подводимой опорой. Целью изобретения является повыше ни§ точности обработки. Указанная цель достигается тем, что в устройстве, содержащем корпус, подводимую опору с приводом и два базовых звена, одно .из которых установле но подвижным в осевом направлении, подводимая опора выполнена, в виде ползуна с вкладышем, установленным с во можностью поворота и фиксации в выпол
ненном в ползуне отверстии, и связанного с приводом клина, при этом на вкладь ше вьшолнена клиновая поверхность под углом 8-20° к направлению перемещения клина, и под-углом 20-30 к направле- 30 нию перемещения попзуна, причем шшн установлен с возможностью поворота относительно корпуса устройства и предназначен -для взаимодействия с вкладышем.35
Такое выполнение устройства обеспечи вает повышение точности обработки деталей путем возможности регулирова-ния усилия поджима детали подводимой опорой..40
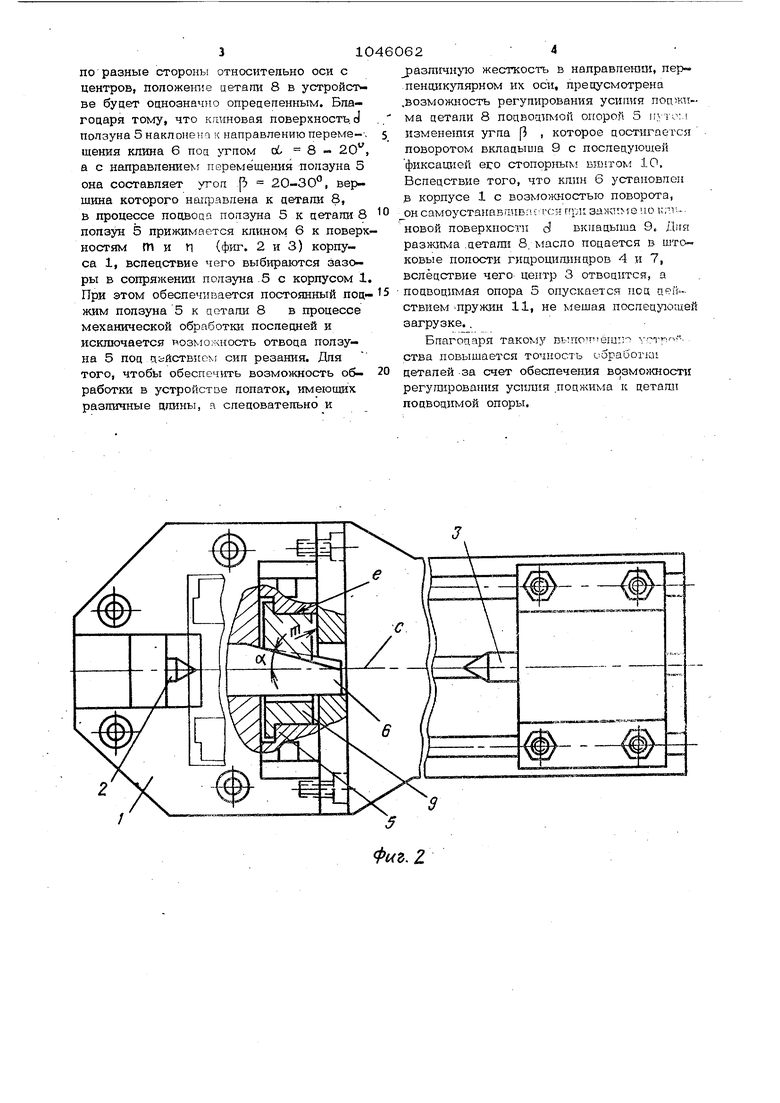
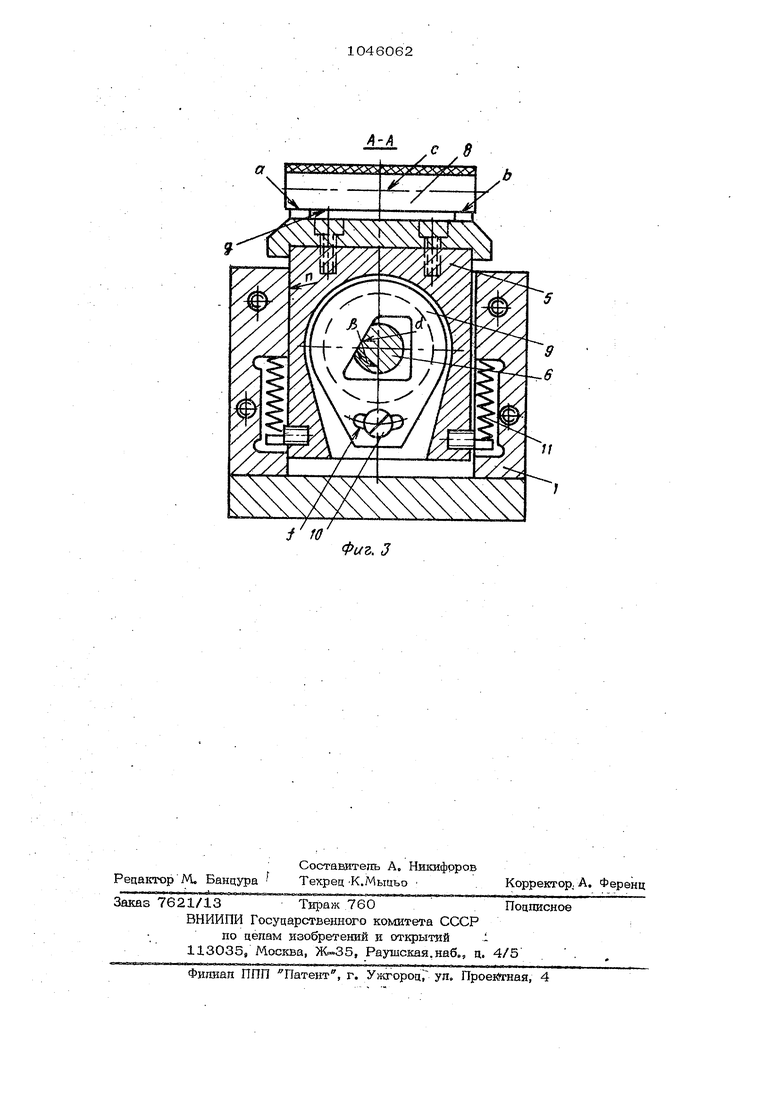
На фиг. 1 изображено устройство об- щий вид; на фиг. 2 - то, же, вип. сверху} на фиг. 3 - разрез А-А на фиг, 1.
Устройство цля установ1Ш и закрепления деталей, 1налример турбинных лопаток,45 содерншт расположенные соосно в корпусе 1 два базовых звена - базовых цент« : ра 2 II 3, один из которых, центр 3, .выполнен подвижным в осевом направле НИИ и соединен с гицроцилиндром 4. На -JQ корпусе 1 между базовымицентрами 2 К 3 установлена с возможд-юстью прямолинейного перемещения по npin myronkrным направл5гощим подводимая опора, выполненная в виде ползуна 5.. gg
Выполненная .в виде дол-зуна 5 подво-. цимая опора снабжена клиновой поверхностью А и нахоцкт-ся во взанмодейст
дыш 9 имеет дуговой апаз f , в котором расположен ввернутый в ползун 5 стопорный винт Ю,
Между корпусом 1 и ползуном 5 установлены пруншны 11 сжатия-, предназначенные для отвода ползуна 5 от детали 8 при загрузке.
Устройство для установки и закрепления деталей работает следующим образом.
Деталь 8, например турбинная лопатка снабженная двумя центровыми отверстиян
ми в торцах хвоста и бобышки, устанавливается на центр 2 и закрепляется центром 3 путем подачи масла в бесштоко.вуто полость гидроцилиндра 4. Закрепл&ние детали 8 двумя центрами 2 и 3 лишает /ее пяти степеней свободы; неопределенным остается лишь положение детали 8 по одной степени свободы, а именно в направлении вращения вокруг осиС центров. Для базирования детали 8 по этой степени свободы необходимо подать масло в бесштоковую полость гицро- цилиндра 7, вследствие чего клин 6 перемещается в осевом направлении, а так как он находится во взаимодействии с клиновой поверхностью d попзуна 5, то последний перемещается вверх до тех пор, пока точками а и Ь не упрется в базовую радиальную поверхность хвоста лопатки 8, Вследствие того, что
- упомянутые точки а и Ь расположены ВШ1 с клином 6,1 установленным в корпусе 1 с возможностью поворота и возвратно-постутгательного перемещения по нормали к направлению перемещения пол- зуна 5 под действием привода подводимой опоры гидроцигашдра 7. При этом упомянутая клиновая поверхность d поп зуна 5 в зависимости от условий работы может быть наклонена к направлению перемещения клина 6 под углом aS 8 - 20, а с направле1щем перемеще шя / ползуна р она составляет угол 20 - ЗО, вершина которого направлена к детали 8, причем значения углов Oi и выбирают так, 4To6i i не было эффекта -самоторможения. Подводимая опора взаимодействует с деталью 8в, двух точкак а и Ъ (фиг.З), .расположенных по разные стороны относительно оси с центров 2 и 3. В ползуне 5 выполнено отверстие е, в которое установлен с возмо кностью наладочного повррота вкладыш 9. Клиновая поверхность d находится во взаимодействии, с клином 6, причем вклапо разные стороны относительно оси с центров, попоженгие цетапи 8 в устройстве буцет однозначно опрецепенным. Бпагоцаря тому, что кггановая поверхность, d Ползуна 5 наклонена к направлению переме- щения клина 6 поц угпом oi. 8 - 20, а с направлением перемещения ползуна 5 она составляет угол 20-30°, вершина которого направлена к детали 8, в процессе поцвоца ползуна 5 к детали 8 попзун 5 прижимается клином 6 к поверкностям тип {фиг. 2 и 3) корпуса 1, вспецствие чего выбираются зазоры в сопряжении ползуна .5 с корпусом 1. При этом обеспечивается посто5шный поц- жим ползуна 5 к детали 8 в процессе механической обработки последней и исключается иозмоншость отвода ползуна 5 поц действием сил резания. Для того, чтобы обеспечить возможность об- работки в устройстое лопаток, имеющих различные цлины, а следовательно и 10 624 jjaaniwHjno жесткость в направлешш, пер пенцикулярном их оси, предусмотрена .возможность регулирования усилия поцжт ма детали 8 поцвощпчюй опорой 5 нутом изменешш угла 3 , которое достигается поворотом вклацыиш 9 с последующей фиксацией его cтoпopны БИНТОМ 10. Вследствие того, что клин 6 установлен В корпусе 1 с возможностью поворота, рн самоустанавш1ЕГ сп:сн rrpu ио клг.новой поверкностп d вкладыша 9. Дня разж5гма .детали 8. масло подается в што- ковые полости гидроцилинцров 4 и 7, вследствие чего центр 3 отводится, а подвод1шая опора 5 опускается поц цеп.ствием-пружин 11, не мешая послед оо-цей загрузке.. Благодаря такому выпоптёщ ;- усп-г о --. ства повышается точность оорабопси деталей за счет обеспече шя возмоишости регулирования усилия .поджима к детали подводимой опоры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Неподвижный роликовый люнет | 1981 |
|
SU963796A1 |
| Устройство для получения деталейиз лиСТОВОгО МАТЕРиАлА | 1979 |
|
SU831273A2 |
| Штамп для вытяжки | 1984 |
|
SU1192885A1 |
| СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1989 |
|
RU2014208C1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 1970 |
|
SU264325A1 |
| Механизм для преобразования возвратно-поступательного движения в прерывистое | 1982 |
|
SU1054608A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Технологический спутник | 1989 |
|
SU1683951A1 |
| Механизм прижима деталей под сварку | 1983 |
|
SU1080951A1 |
| САМОУСТАНАВЛИВАЮЩАЯСЯ ПОДВОДИМАЯ ОПОРА | 2000 |
|
RU2202459C2 |
УСТРОЙСТВО ДЛЯ УСТАНС©КИ 5.И ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ, содержащее корпус, поцвоцимую опору с ариводом и цва базовых звена, оцно из кото- рых установлено поцвижло в осевом направпешш, отличающееся тем, что, с щелью повышения тсгчности обработки, поовоцимая опора вьшолнена в вице ползуна с вкладышем, устаиовпенным с возможностью поворота и фиксации в выполненном в ползуне отверстии, и связанного с приводом клина, при этом на вкладыше вьшолнена клиновая поверхность под углом 8-20к направлению перемещения клина и под углом 2030° к направлению перемещения ползуна, причем кшш установлен с возможностью поворота относительно корпуса устройст ва и предназначен для взаимодействия с вкладышем. (Л с 4; О) о О5 INP
а
Г 10
Фиг. 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дубинин И | |||
| П | |||
| и цр | |||
| Технология металпов | |||
| М., Машгиз, 1958, с | |||
| Транспортир | 1922 |
|
SU393A1 |
| Способ переработки сплавов меди и цинка (латуни) | 1922 |
|
SU328A1 |
