Изобретение относится к ремонтному производству, в частности, к демонтажу шестерен с вала тяговых электродвигателей локомотивов.
Известен способ распрессовки деталей, соединенных при сборке с натягом, требующий поочередного нагрева одной из них и охлаждения другой до образования зазора (авт. свид. СССР №1752525, Способ подготовки к демонтажу прессовых соединений, В 23 Р 19/02).
За прототип принято “Устройство для распрессовки шестерен тяговых двигателей” (авт. свид. СССР №1761429, В 23 Р 19/02). Устройство содержит неподвижное основание, на направляющих которого размещена тележка, несущая гидроцилиндр с платформой, на которой установлен механизм распрессовки и захват. Механизм распрессовки имеет гидроцилиндры, соединенные трубопроводами с распределителем. Кроме того, между неподвижным основанием и платформой шарнирно закреплены двуполостные реверсивные приводы.
Недостатком известных решений является повышенный расход энергии либо на перепад температур, либо на разрывающие механические усилия.
Задачей изобретения является сохранение размеров и качества поверхностей для повторного сопряжения деталей при снижении энергоемкости на разъединение.
Поставленная задача достигается тем, что известное устройство с несколькими пазами на внешней поверхности, содержащее захват, распределитель, соединенный с многополостным реверсивным приводом, который закреплен шарнирно между неподвижной опорой и силовым цилиндром, обращенным штоком в сторону вала, дополнено игольчатым регулятором, установленным на многополостном реверсивном приводе, выключателем, соединенным с индуктором, на одном из торцов которого поворотно установлен захват, выполненный в виде фасонного кольца, и к другому его торцу закреплен силовой цилиндр, и таймером, который одним управляющим выходом соединен с выключателем индуктора, а другим - с распределителем, который выполнен электроуправляемым, к которому дополнительным трубопроводом присоединен, по крайней мере, один игольчатый регулятор, профилированная игла которого совмещена с жиклером, установленным в межполостном канале прямого и обратного хода многополостного реверсивного привода, который выполнен барабанно-лопастным с поворотными рычагами, закрепленными к взаимно смещаемым элементам, а фасонное кольцо имеет ограничитель в виде утолщения по периферии с круговой проточкой изнутри, которая сопряжена с кольцевым упором, выполненным на внешнем магнитопроводе индуктора, и центральные отверстия в них имеют размеры соответственные внешней поверхности и обратны по форме снимаемой втулке, при этом полюса внешнего магнитопровода обращены к центру, совмещены с торцами снимаемой втулки и между ними размещен соленоид.
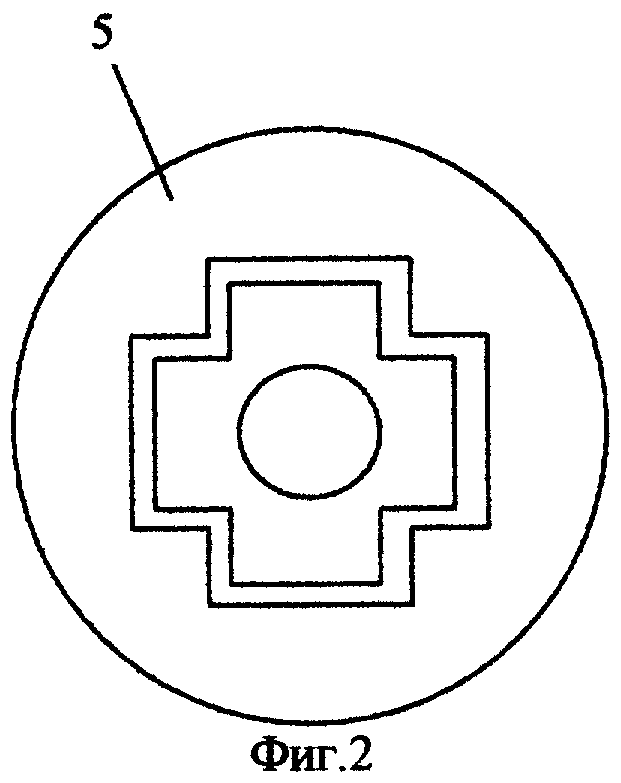
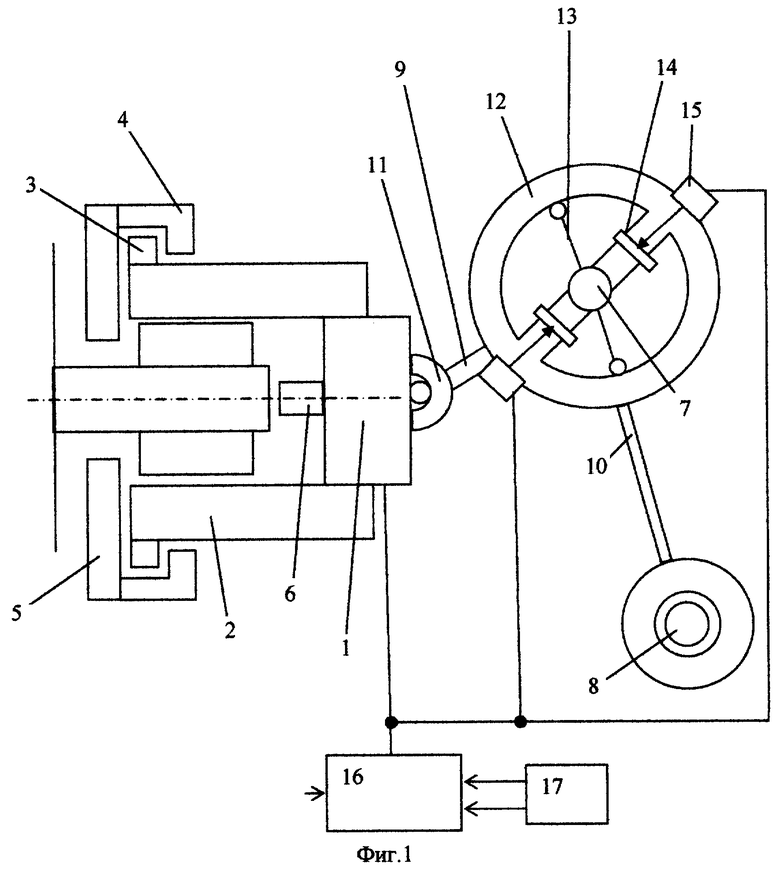
На фиг.1 изображена схема устройства для распрессовки узлов типа вал - втулка. На фиг.2 изображена схема установки устройства для распрессовки на снимаемую с вала втулку. Конструкция устройства для распрессовки предусмотрена для втулок, имеющих многогранную внешнюю поверхность с продольными пазами и выступами, например, для шестерен.
Устройства для распрессовки имеет силовой цилиндр 1, жестко соединенный с торцом индуктора 2.
Другой торец индуктора 2 имеет на внешнем магнитопроводе кольцевой упор 3 и охватывающий его ограничитель 4, который выполнен заодно с фасонным кольцом 5.
Индуктор 2 имеет внешний магнитопровод, во внутренней полости которого между полюсами размещен соленоид, и подключен к силовому электроисточнику через выключатель (условно не показаны).
Полюса внешнего магнитопровода обращены в центр к разным торцам снимаемой втулки и имеют ходовой зазор относительно нее.
Соединение индуктора 2 и захвата, представленного фасонным кольцом 5, при посредстве ограничителя 4 и кольцевого упора 3 выполнено подвижным с возможностью поворота их между собой вокруг общей оси.
Ограничитель 4 выполнен в виде имеющегося на периферии фасонного кольца 5 утолщения, в котором изнутри выполнена круговая проточка.
Фасонное кольцо 5 и внешний магнитопровод имеют центральные отверстия, соответствующие размерам и обратны по форме внешней поверхности снимаемой втулки, то есть выступы по размерам пазов и наоборот.
Силовой цилиндр 1 обращен штоком 6 в сторону вала, на котором запрессована снимаемая втулка, то есть внутрь индуктора 2 и внешняя часть его шарнирно соединена через многополостной реверсивный привод 7 с неподвижной опорой 8.
Многополостной реверсивный привод 7 выполнен, например, барабанно-лопастного типа (двуполостным или четырехлопастным) и снабжен поворотными рычагами 9 и 10.
Поворотный рычаг 9 соединен с шарниром 11, закрепленным на внешней части силового цилиндра 1, и другим концом закреплен к одному из взаимно подвижных (поворотных) элементов многополостного реверсивного привода 7, например, барабану 12. Поворотный рычаг 10 одним концом соединен шарнирно с неподвижной опорой 8 и другим - жестко со вторым взаимно подвижным (поворотным) элементом многополостного реверсивного привода 7, например, лопастями 13. Многополостной реверсивный привод дополнен жиклерами 14 и игольчатым регулятором 15 с профилированными иглами.
Жиклеры 14 установлены в межполостных каналах прямого и обратного хода на внутренней перегородке барабана 12, которая делит его на полости.
Силовой цилиндр 1 и полости многополостного реверсивного привода 7 соединены трубопроводами с нагнетателем через электроуправляемый распределитель 16.
Электроуправляемый распределитель 16 соединен с управляющим выходом таймера 17, к первому управляющему выходу которого присоединен выключатель индуктора.
Устройство для распрессовки узлов типа вал - втулка работает следующим образом.
Пазы центральных отверстий фасонного кольца 5 и индуктора 2 совмещают с выступами на снимаемой втулке. Индуктор 2 с фасонным кольцом 5 и силовым цилиндром 1 надевают на снимаемую втулку.
При подаче давления в полости прямого хода многополостного реверсивного привода 7 и отсутствии перетекания жидкости через жиклеры 14 происходит осевое смещение индуктора 2 с фасонным диском 5 и силовым цилиндром 1 относительно неподвижной опоры 8, что позволяет установить их на снимаемой втулке.
Взаимно согласованные размеры пазов и выступов на снимаемой втулке и фасонном кольце 5 позволяют разместить снимаемую втулку в полости индуктора 2.
Затем фасонное кольцо 5 поворачивают вокруг силового цилиндра 1 до совмещения выступов на фасонном кольце 5 и снимаемой втулке. При повороте захвата, которым является фасонное кольцо 5, силовой цилиндр 1 остается неподвижным, так как кольцевой упор 3 и ограничитель 4 не препятствуют совмещению пазов или выступов.
При выполнении многополостного реверсивного привода 7 барабанно-лопастным и наличии у него поворотных рычагов 9 и 10 с упомянутыми шарнирами отпадает необходимость в точной установке снимаемой втулки относительно силового цилиндра 1 и неподвижной опоры 8 в горизонтальной плоскости. Совмещение в вертикальной плоскости определяется высотой неподвижной опоры 8.
На этом заканчивается подготовка к распрессовке.
Этап распрессовки снимаемой втулки с вала начинается с запуска таймера, который на заданное время включает электроэнергию на индуктор и подает жидкость под давлением через электроуправляемый распределитель 16 в силовой цилиндр 1.
Давление жидкости подается одновременно в один или несколько игольчатых регуляторов 15, которые профилированными иглами частично закрывают жиклеры 14.
Шток 6 силового цилиндра 1 создает усилие на вал, на котором удерживается снимаемая втулка. Чем больше давление в гидроцилиндре 1, тем меньшие отверстия остаются в жиклерах.
Индуктор 2 создает вихревые токи в массиве снимаемой втулки за счет действия магнитного поля между полюсами и прогревает, в том числе, поверхности посадки вала и снимаемой втулки.
Усилие, создаваемое на вал для распрессовки, определяется сложной зависимостью от линейного теплового расширения отверстия в снимаемой втулке и созданного ранее натяга при их сборке и рядом других факторов.
Практически при массе снимаемой втулки (шестерни) около десятка килограмм температура на поверхности посадки составляет 150-190°С и давление в гидроцилиндре 1 примерно равно 30 т.
Нагрев до температуры ослабления посадки необходимо обеспечить в пределах одной минуты так, чтобы вал еще не расширился. Без нагрева снимаемой втулки (шестерни) она остается неподвижной при усилиях, больших на порядок.
Момент съема возникает как результат двух причин и сопровождается мощной звуковой волной и резкими перемещениями. Резкое перемещение воспринимается многополостным реверсивным приводом 7, между полостями которого медленно перетекает жидкость через жиклеры 14, перекрытые профилированными иглами.
Точные время нагрева и давление в силовом цилиндре 1 заранее задать невозможно и съем происходит при разных значениях. Эффективность поглощения разной по величине энергии отдачи регулируется автоматически в прямой зависимости от давления в силовом цилиндре 1.
Таймер 17 выдерживает время, определенное практически до момента распрессовки и если этого не произошло, то переключает электроуправляемый распределитель 16 на подачу повышенного давления в силовой цилиндр 1 и игольчатые регуляторы 15. Игольчатые регуляторы 15 закрывают жиклеры полностью, что способствует лучшему гашению отдачи при возросшем усилии распрессовки.
Процесс распрессовки существенно ускоряется при конических посадочных поверхностях. Создание предварительного усилия вдоль оси автоматически выявляет момент распрессовки по незначительному, но достаточному ослаблению натяга на посадочной поверхности, что предотвращает существенный нагрев вала, который препятствует распрессовке.
Для распрессовки не требуется высокого нагрева до появления люфта в соединении и свободного разъединения, следовательно, электроэнергия расходуется незначительно.
При этом не требуется чрезмерных усилий отрыва деталей в холодном преднапряженном соединении, что так же уменьшает затраты на создание особо высоких давлений жидкости.
Суммарно минимальные нагрев и усилие требуют меньших затрат, чем любой из них отдельно.
Следует учитывать, что большой нагрев изменяет структуру металла, а холодное разъединение оставляет риски и заусенцы на посадочных поверхностях, то есть обособленное применение способов влечет к порче деталей и препятствует повторной сборке соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой и распрессовки соединений типа вал-втулка | 1991 |
|
SU1810269A1 |
| Устройство для намотки электрических катушек из полосы на ребре | 1976 |
|
SU608235A2 |
| Задвижка | 1985 |
|
SU1359540A2 |
| Устройство для демонтажа прессовых соединений | 1983 |
|
SU1172668A1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
| СТАН ДЛЯ ПРОДОЛЬНОГО РАСКАТЫВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200071C2 |
| Стационарное устройство для воздействия низкочастотным магнитным полем на медико-биологические объекты, система управления и формирования импульсов, индуктор магнитного поля и система механического привода стационарного устройства | 2017 |
|
RU2653628C1 |
| МИКРОАВТОБУС (ВАРИАНТЫ) | 2006 |
|
RU2349485C2 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА ПОЛИВА | 1992 |
|
RU2044470C1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1794623A1 |
Изобретение относится к ремонтному производству, в частности, к демонтажу шестерен с вала тяговых электродвигателей локомотивов. Устройство для распрессовки узлов типа вал-втулка дополнено игольчатым регулятором, установленным на многополостном реверсивном приводе, выключателем, соединенным с индуктором, на одном из торцов которого поворотно установлен захват, выполненный в виде фасонного кольца, и к другому его торцу закреплен силовой цилиндр, и таймером, который одним управляющим выходом соединен с выключателем индуктора, а другим - с распределителем, который выполнен электроуправляемым, к которому дополнительным трубопроводом присоединен игольчатый регулятор, профилированная игла которого совмещена с жиклером, установленным в межполостном канале прямого и обратного хода многополостного реверсивного привода, который выполнен барабанно-лопастным с поворотными рычагами, закрепленными к взаимно смещаемым элементам. Фасонное кольцо имеет ограничитель в виде утолщения по периферии с круговой проточкой изнутри, которая сопряжена с кольцевым упором, выполненным на внешнем магнитопроводе индуктора, и центральные отверстия в них имеют размеры, соответственные внешней поверхности и обратны по форме снимаемой втулке, при этом полюса внешнего магнитопровода обращены к центру, совмещены с торцами снимаемой втулки и между ними размещен соленоид. Обеспечивается сохранение размеров и качества поверхностей для повторного сопряжения деталей при снижении энергоемкости на разъединение. 1 з.п.ф-лы, 2 ил.
| Устройство для распрессовки шестерен тяговых двигателей | 1990 |
|
SU1761429A1 |
| УСТАНОВКА ДЛЯ ХОЛОДНОЙ РАСПРЕССОВКИ УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 1999 |
|
RU2151040C1 |
| Устройство для запрессовки и распрессовки изделий типа вал-втулка | 1986 |
|
SU1335398A1 |
| US 5167057 А, 01.12.1992. | |||

