1
Изобретение относится к области производства металлов, в частности к нрокатному производству, и может быть использовано для изготовления проволочных колец из стальной малоуглеродистой проволоки, для уборки горячего металла от прокатных станов металлургических заводов, а также в других областях техники, например, для транспортировки труб, бревен и других грузов.
Известно устройство для изготовления проволочных кольцеобразных изделий, содержащее установленные на станине и кинематически связанные между собой правильно-подающий механизм, навивочный механизм с поворотным столом и механизм резки.
Для повышения производительности и расширения технологических возможностей предлагаемое устройство снабжено установленным последовательно за навивочном механизмом механизмом скручивания концов изготовляемых изделий, выполненным в виде имеюших индивидуальный привод и установленных параллельно на станине винтов соответственно с правой и левой резьбой, проходящих через неподвижно закрепленные на станине гайки и несущих размещенные на них спирали с направлением навивки, совпадающим с направлением винта, а также расположенных на концах спиралей, обращенных к навивочному механизму, роликов-укладчиков, при этом на
поворотном столе установлены электромагнитные захваты.
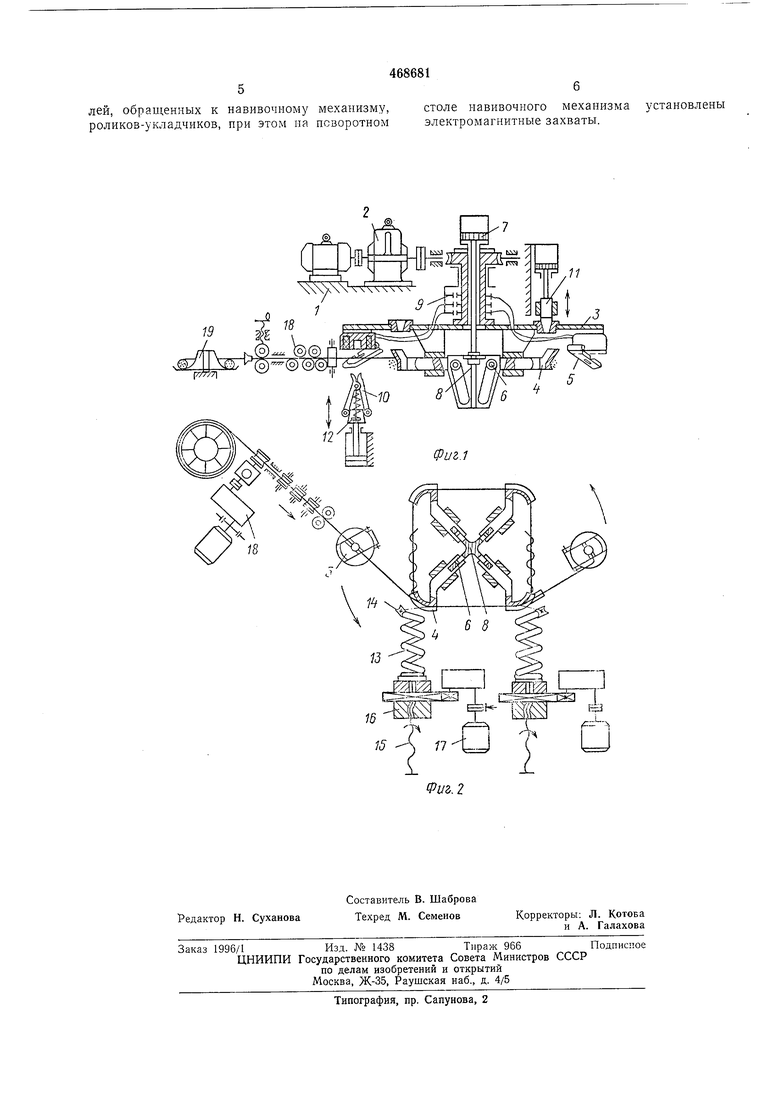
На фиг. 1 показано предлагаемое устройство в поперечном разрезе по горизонтальному столу; на фиг. 2 - вид в плане с разрезом по квадратному барабану (закручивающие спирали в исходном положении).
Устройство для изготовления проволочных колец состоит из Г-образной рамы 1, на которой крепится горизонтальный червячный редуктор 2 с приводом от электродвигателя через понижающий редуктор (фиг. 1).
На выходном полом вертикальном валу червячного редуктора закреплен поворотный горизонтальный стол 3 с квадратным барабаном 4 (квадратная форма необходима для закручивания концов проволоки) и двумя электромагнитными захватами 5. Барабан 4 представляет собой четыре желобчатых лапы для
укладывания проволоки, закрепленных на штоках толкателей 6 с роликами.
Через полый вертикальный вал червячного редуктора пропущен шток пневмоцилиндра 7 для передвижения четырехстороннего клина 8,
которым производится уменьшение размера желобчатого квадратного барабана для сброса готового проволочного кольца.
Электромагниты захватов получают питание через кольцевой токоподвод 9 и имеют откидные прижимы с пазами для захвата проволоки и отверстиями в центре для прохода отрезающих проволоку пневматических ножницкусачек 10, а также имеют углубления в центре сердечников для входа губок ножниц. Поворотный горизонтальный стол с квадратным желобчатым барабаном и двумя электромагнитными захватами имеет управляемый соленоидом или пневмоцилиндром конусный стопор 11 для фиксации такого положения стола, при котором один из электрозахватов с прижатой проволокой останавливается над отсекающими пневматическими ножницами, а концы проволочного кольца - против закручивающих механизмов. Пневматические ножницы рычажного типа закреплены пружинно на двух вертикальных направляющих на штоке пневмоцилиндра. Шток имеет форму клина 12, который передает и увеличивает усилие на рычагах кусачек при резке проволоки после подъема ножниц к электрозахвату при использовании всего хода пневмоцилиндра. Закручивающий механизм состоит из двух спиралей 13 правой и левой навивки, выполненных из сортового проката круглого или квадратного сечения и имеющих на концах по одному направляющему ролику укладчику 14 (фиг. 2). Спирали закреплены на двух рабочих винтах 15, имеющих многозаходную резьбу с шагом и направлением аналогичным своей спирали. Каждый винт проходит через неподвижную гайку 16. Вращательно-поступательное движение закручивающих спиралей сообщается через винты от привода 17, винты имеют пазы для скользящих шпонок. Правка и подача проволоки в устройство производится правильно-подающим устройством 18, имеющим два приводных тянущих и пять холостых правящих роликов. Необходимое натяжение подаваемой проволоки обеспечивается регулировкой числа оборотов электродвигателя на подающем устройстве. Перед подающим устройством установлена вращающаяся вьюшка 1У для удержания бухты проволоки, которая укладывается горизонтально на вьюшку. На подающем устройстве включается электродвигатель, и свободный конец проволоки подается через правильно-подающее устройство и направляющую воронку до остановленного напротив одного из электромагнитных захватов 5, на котором он прижимается после его включения. Второй свободный электрозахват также включен. Затем одновременно включаются привод вращения стола 3 и привод подающего устройства. Производится одновременная подача и заматывание проволоки на лапы желобчатого квадратного барабана 4 с определенным натяжением проволоки. Поверхности электрозахватов 5 вращаются горизонтально выше плоскости намотки проволоки, что обеспечивает перенос переднего конца проволоки через подаваемую проволоку. После наматывания определенного числа витков проволоки на квадратный секционный бара-бан за половину оборота до остановки стола отключается свободный электрозахват и захватывает подаваемую проволоку, а поворотный стол останавливается и фиксируется ..-j-....v,..jyj 4,lV,/i стопором 11 так, чтобы центр этого электро/тп/ ГТ/ 1Т /-Ч I гзахвата находился над отсекающими пневмоножницами 10. При включении этого электрозахвата проволока прижимается к его плите, а расположенные снизу пневмоножницы поднимаются и разрезают проволоку на сердечнике электрозахвата. Оба конца проволочного кольца находятся в двух электромагнитных захватах напротив закручивающих механизмов. При подаче вперед обеих закручивающих спиралей 13 по осям противоположных сторон квадратного кольца катушки электромагнитных захватов получают питание малым током, и направляющие роликиукладчики 14 на обеих спиралях попадают на концы проволочного кольца, так как последние зафиксированы в электрозахватах, а поворотный стол застопорен. Закручивающие спирали вырывают концы проволочного кольца из-под электрозахватов и закручивают концы проволоки вокруг витков кольца, после чего отводятся в исходное положение. Вертикальным пневмоцилиндром 7 через полый вал стола 3 поднимается четырехсторонний клин 8, толкатели 6 с роликами, перемещаясь по пазам клина, сходятся и уменьшают размер квадратного желобчатого барабана 4. Производится сброс кольца. После разрезки проволоки пневмоцилиндром в одном из электромагнитных захватов остается прижатым передний конец проволоки, идущий из бухты. Свободный электрозахват также включен. Машина готова для изготовления следующих проволочных колец с закруткой концов при наличии проволоки в бухте на задающем устройстве. Готовые кольца убираются из-под машины транспортером или складируются на выкатной тележке и убираются при окончании проволоки. Предмет изобретения Устройство для изготовления проволочных кольцеобразных изделий, содержащее установленные на станине и кинематически связанные между собой правильно-подающий механизм, навивочный механизм с поворотным стоом и механизм резки, отличающееся тем, то, с целью повышения производительности и асширения технологических возможностей, но снабжено установленным последовательно а навивочным механизмом механизмом скруивания концов изготовляемых изделий, выолненным в виде имеющих индивидуальный ривод и установленных параллельно на стаине винтов соответственно с правой и левой езьбой, взаимодействующих с ними неподижно закрепленных на станине гаек и размеенных на винтах спиралей с направлением авивки, совпадающим с направлением вина, а также расположенных на концах спирав 5 лей, обращенных к навивочному механизму, роликов-укладчиков, при этом на нозоротном 6 столе навивочного механизма установлены электромагнитные захваты.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU268571A1 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СПИРАЛЕЙ КОНВЕЙЕРНОЙ ЛЕНТЫ И ДЛЯ ПЛЕТЕНИЯ СЕТОК | 2000 |
|
RU2183527C2 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| Станок для намотки однозаходных проволочных спиралей на трубы | 1959 |
|
SU127988A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| Станок для изготовления монтажных колец из проволоки | 1989 |
|
SU1696068A1 |
| Цепевязальный автомат и способ вязки цепи цепевязальным автоматом | 2023 |
|
RU2827820C1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
(fm
19
