Настоящее изобретение относится к способу торцевого неразъемного соединения, помещенного в трубчатый кожух и состоящего из набранных в пакет и/или свернутых в рулон по меньшей мере частично структурированных или профилированных листов фольги носителя матричного или каркасного типа для сотового элемента, прежде всего корпуса-носителя для каталитического нейтрализатора, а также к соответствующему устройству, предназначенному для осуществления прежде всего указанного способа.
Известные сотовые элементы, прежде всего металлические корпуса-носители каталитических нейтрализаторов, состоят из носителя матричного или каркасного типа, образованного, например, из спирально скрученных исключительно тонких гладких и/или гофрированных листов фольги, которые неразъемно соединены между собой в трубчатом кожухе, имеющем форму цилиндра круглого или же овального сечения, сваркой, пайкой, спеканием, склеиванием или иными аналогичными методами.
Для повышения стойкости такого сотового элемента к циклическим знакопеременным термическим нагрузкам листы, из которых состоит носитель матричного типа, как известно, неразъемно соединяют между собой и при необходимости с трубчатым кожухом лишь на заданных отдельных участках, например на торце, что обеспечивает возможность беспрепятственного растяжения трубчатого кожуха и носителя матричного типа под действием термической нагрузки и позволяет тем самым избежать циклической знакопеременной пластической деформации ячеек носителя матричного типа и, как следствие, его повреждения и расслаивания.
Существующие в настоящее время традиционные методы торцевого неразъемного соединения, помещенного в трубчатый кожух и состоящего из набранных в пакет и/или свернутых в рулон по меньшей мере частично структурированных или профилированных листов фольги носителя матричного типа для сотового элемента, прежде всего корпуса-носителя для каталитического нейтрализатора, состоят главным образом в проведении соответствующего периодического процесса, длящегося несколько часов, в высокотемпературной печи. При этом отдельные сотовые элементы помещают в печь партиями. Во избежание нежелательных химических реакций, например кристаллизации или окисления прежде всего на поверхности листов фольги, процесс по получению неразъемных соединений проводят в печи в содержащей, например, аргон и/или водяные пары атмосфере защитного газа либо в вакууме, что связано прежде всего с достаточно высокими затратами на технические средства и соответствующими издержками.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать более совершенный и прежде всего менее продолжительный в осуществлении способ торцевого неразъемного соединения, помещенного в трубчатый кожух и состоящего из набранных в пакет и/или свернутых в рулон по меньшей мере частично структурированных или профилированных листов фольги носителя матричного или каркасного типа для сотового элемента, прежде всего корпуса-носителя для каталитического нейтрализатора. Еще одна задача изобретения состояла в разработке соответствующего устройства, предназначенного для осуществления прежде всего такого способа.
Эта задача решается с помощью способа, указанного в п.1 формулы изобретения, а также с помощью устройства, указанного в п.10 формулы. Предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы.
Основная идея изобретения состоит в том, чтобы для торцевого неразъемного соединения, помещенного в трубчатый кожух и состоящего из набранных в пакет и/или свернутых в рулон по меньшей мере частично структурированных или профилированных листов фольги носителя матричного типа для сотового элемента, прежде всего корпуса-носителя для каталитического нейтрализатора, нагревать по меньшей мере один торец сотового элемента по меньшей мере на отдельных участках с помощью поверхностного индуктора с соответствующим образом расположенными индуктивными катушками таким образом, чтобы обеспечить соединение листов фольги между собой по меньшей мере в отдельных точках, прежде всего на имеющих форму пятен участках.
Как отмечается, например, в ЕР 0245737 В1, применение индукционных средств для неразъемного соединения состоящего из набранных в пакет и/или свернутых в рулон металлических листов носителя матричного типа для сотового элемента до настоящего времени практически не рассматривалось, поскольку предполагалось, что сотовая конструкция в отличие от трубчатого кожуха исключительно плохо поддается прогреву при ее нагревании извне как с помощью индуктивных катушек, так и с помощью теплового излучения до температуры, достаточно высокой для получения неразъемного соединения.
Однако предлагаемое в изобретении решение, как неожиданно было установлено, позволяет эффективно за несколько секунд получить неразъемное соединение по меньшей мере на одном торце носителя матричного типа для сотового элемента. При этом создается возможность в принципе отказаться от применения инертных сред, поскольку благодаря исключительно быстротечному протеканию процесса образования соединений химические реакции, по меньшей мере медленно протекающие равновесные реакции, не успевают завершиться.
Согласно настоящему изобретению при его применении прежде всего для изготовления особо упругих корпусов-носителей для каталитических нейтрализаторов предпочтительно предусмотреть возможность получения соединений на торце сотового элемента в местах с локально целенаправленным варьированием их положения и/или варьированием занимаемой ими площади. С этой целью предлагается использовать поверхностный индуктор, с помощью которого можно эффективно варьировать место расположения и/или размер создаваемых с его помощью точек соединения и/или имеющих форму пятен участков соединения, т.е. у которого можно регулировать положение и/или размер рабочих зон.
При использовании для осуществлении настоящего изобретения прежде всего одного из уже существующих устройств индукционного нагрева, предназначенного главным образом для неразъемного соединения по крайней мере на отдельных участках концов листов фольги с трубчатым кожухом, предлагается, например, выполнять индуктивные катушки таким образом, чтобы при нагреве с их помощью торца сотового элемента исключить соединение листов фольги с трубчатым кожухом.
Вместе с тем в другом варианте осуществления настоящего изобретения предлагается, например, выполнять по меньшей мере часть индуктивных катушек таким образом, чтобы при нагреве с их помощью торца сотового элемента одновременно обеспечить соединение листов фольги с трубчатым кожухом.
Согласно еще одному варианту осуществления изобретения индуктивным катушкам предпочтительно придавать такую форму, при которой торец носителя матричного типа для сотового элемента нагревается, предпочтительно равномерно, практически по всей площади. Эту задачу можно решить и/или упростить ее решение в том числе, например, и за счет приведения поверхностного индуктора и/или сотового элемента в относительное движение, прежде всего во вращение друг относительно друга.
Альтернативно или дополнительно к этому существует также возможность соответствующего конструктивного исполнения поверхностного индуктора, предпочтительно с сегментной конструкцией индуктивных катушек или в виде спирального индуктора.
Как показали проведенные опыты, на индуктивные катушки предлагаемого в изобретении устройства нет необходимости подавать переменное напряжение высокой частоты, составляющей примерно 3 МГц, как этого следовало бы ожидать исходя из теоретических соображений, а вполне достаточно согласно одному из предпочтительных вариантов подавать переменное напряжение существенно меньшей частоты, которая составляет примерно от 130 до 170 кГц, прежде всего примерно от 140 до 160 кГц, предпочтительно примерно 150 кГц, и при которой в листах фольги обеспечивается генерирование такого количества энергии, которого достаточного, например, для получения описанного ниже неразъемного соединения.
Настоящее изобретение пригодно прежде всего для получения неразъемных соединений такими методами, как пайка или спекание, и может эффективно использоваться в непрерывном производственном процессе для изготовления корпусов-носителей каталитических нейтрализаторов при продолжительности процесса соединения, не превышающей продолжительность тактов остальных стадий технологического процесса.
В завершение следует также отметить, что рассмотренные выше отличительные особенности допускают их комбинирование не только между собой, но и с известными методами получения неразъемных соединений. Так, в частности, преимущества настоящего изобретения можно объединить с преимуществами изготовления корпусов-носителей каталитических нейтрализаторов в атмосфере защитного газа или в иной атмосфере приемлемого для обработки поверхностей состава, защищая сотовый элемент полностью или частично в процессе получения соединений созданием атмосферы защитного газа.
Другие преимущества, отличительные особенности и возможности применения настоящего изобретения более подробно рассмотрены ниже на примере состоящего из свернутых в противоположных направлениях листов фольги корпуса-носителя каталитического нейтрализатора, которым, однако, не ограничивается объем настоящего изобретения, со ссылкой на прилагаемые чертежи, на которых показано:
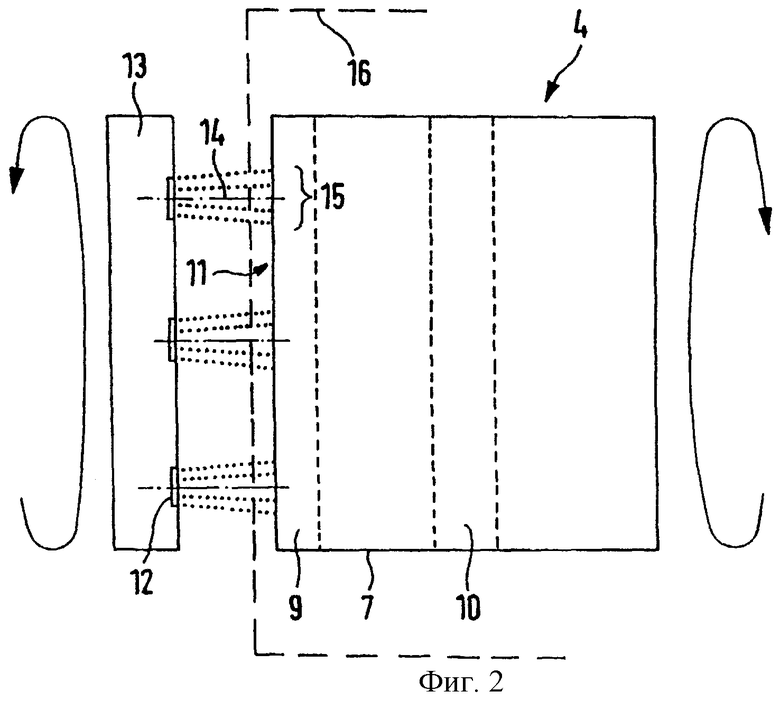
на фиг.1 - вид в перспективе корпуса-носителя каталитического нейтрализатора, образованного свернутыми в противоположных направлениях листами фольги,
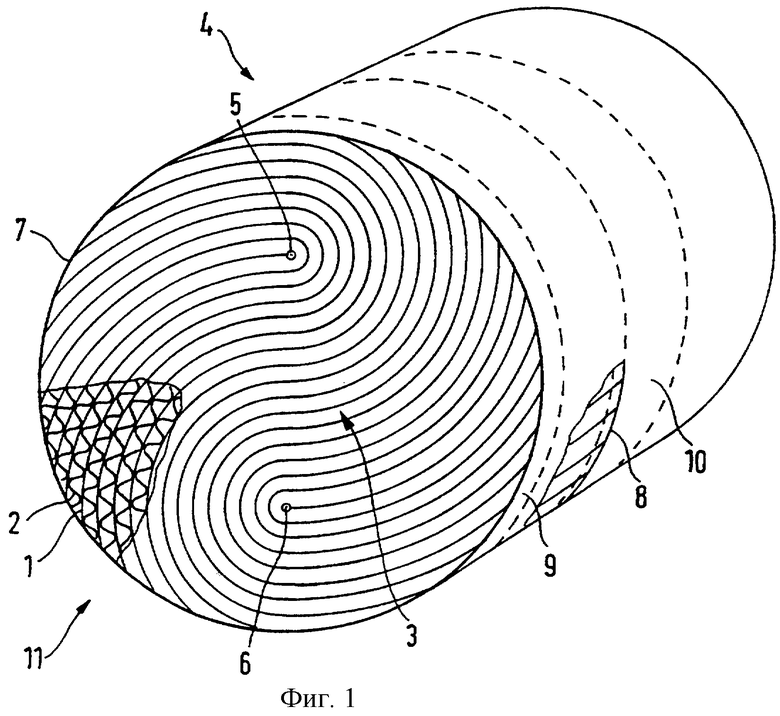
на фиг.2 - вид сбоку корпуса-носителя каталитического нейтрализатора по фиг.1 с поверхностным индуктором и
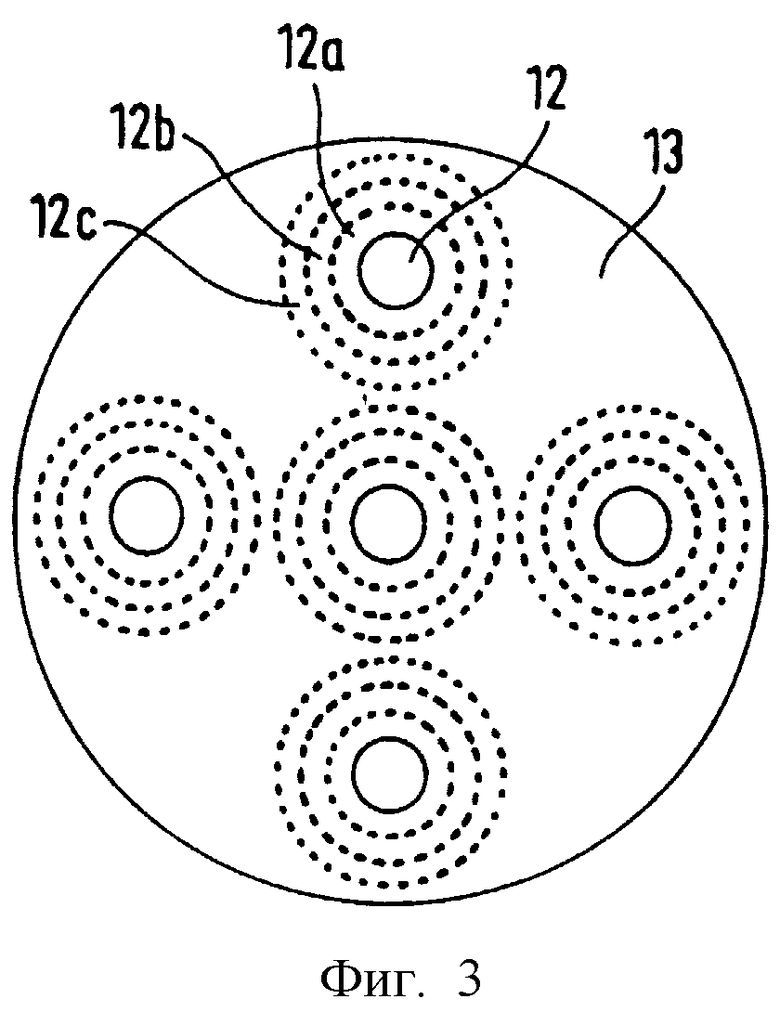
на фиг.3 - вид спереди поверхностного индуктора по фиг.2.
На фиг.1 схематично показан носитель 3 матричного или каркасного типа для сотового элемента 4, прежде всего корпуса-носителя для каталитического нейтрализатора, состоящий из попеременно чередующихся слоев гладких 1 и профилированных (структурированных), например гофрированных 2 листов фольги, набранных в пакет и/или свернутых в рулон, в данном варианте скрученных в противоположных направлениях вокруг фиксированных точек 5, 6. С целью обеспечить возможность беспрепятственного растяжения трубчатого кожуха 7 и носителя 3 матричного типа под действием термической нагрузки скрученные подобным образом и помещенные в трубчатый кожух 7 листы 1, 2 фольги следует неразъемно соединять между собой и при необходимости с трубчатым кожухом 7 лишь на узких участках 9, например на торце. Однако листы 1, 2 фольги можно также соединять с трубчатым кожухом 7 на отдельном узком участке 10, расположенном, например, посередине сотового элемента 4 относительно его продольной протяженности, что позволяет создать более благоприятные условия для беспрепятственного растяжения носителя 3 матричного типа и трубчатого кожуха 7 прежде всего со стороны торца 11 сотового элемента 4, на который (торец) поток горячих отработавших газов набегает в первую очередь. Для повышения стабильности в этом месте отдельные листы 1, 2 фольги можно также неразъемно соединить не только с трубчатым кожухом 7, но и дополнительно между собой на предпочтительно кольцевом концевом участке 8. Благодаря этому удается получить стабильную структуру и в том случае, когда отдельные слои из-за отклонений их размеров по длине не должны соприкасаться с трубчатым кожухом 7. В принципе трубчатый кожух может иметь не только форму цилиндра круглого сечения, как это имеет место в рассматриваемом варианте выполнения, но и иную форму, прежде всего форму цилиндра овального сечения, и/или может состоять из нескольких сегментов.
Для получения неразъемного соединения на торце 11, помещенного в трубчатый кожух 7 и состоящего из набранных в пакет и/или свернутых в рулон по меньшей мере частично структурированных или профилированных листов 1, 2 фольги носителя 3 матричного типа для сотового элемента 4, прежде всего корпуса-носителя для каталитического нейтрализатора, согласно изобретению используют, как это схематично показано на фиг.2 и 3, поверхностный индуктор с индуктивными катушками 12, которые при соответствующем их расположении нагревают торец 11 сотового элемента 4 по меньшей мере на отдельных участках таким образом, чтобы листы 1, 2 фольги соединялись между собой по крайней мере в отдельных точках 14, прежде всего на отдельных участках 15, имеющих форму пятен.
С целью - в максимальной степени расширить возможности применения предлагаемого в изобретении решения, прежде всего для изготовления разнотипных корпусов-носителей каталитических нейтрализаторов, предпочтительно предусмотреть возможность локально целенаправленного создания точек 14 соединения на торце 11 сотового элемента 4.
Предпочтительно, чтобы каждая такая точка 14 соединения имела форму пятна, т.е. форму плоской фигуры. При этом предпочтительно предусмотреть возможность получения подобных имеющих форму пятен участков 15 соединений с гибким варьированием занимаемой ими на торце площади. С этой целью предлагается использовать поверхностный индуктор 13, с помощью которого можно эффективно варьировать место расположения и/или размер создаваемых с его помощью точек 14 соединения и/или имеющих форму пятен участков 15 соединения, т.е. у которого можно изменять положение и/или размер рабочих зон 14, 15. Для этого можно предусмотреть, например, схематично показанные на фиг.3 дополнительные сегменты 12а, 12b, 12с с индуктивными катушками, которые можно подключать в зависимости от требуемого размера получаемого имеющего форму пятна участка 15 соединения. Наиболее предпочтительно разбивать весь поверхностный индуктор на сегменты, что позволяет получать соединения в любом месте на торце сотового элемента и любых размеров по занимаемой ими площади.
В соответствии с рассматриваемым вариантом индуктивные катушки 12 поверхностного индуктора 13 предпочтительно выполнять таким образом, чтобы при нагреве торца 11 сотового элемента 4 листы 1, 2 фольги не соединялись с трубчатым кожухом 7, т.е. чтобы не образовывались соединения между листами 1, 2 фольги и трубчатым кожухом 7. Преимущество подобного подхода состоит в возможности неразъемно соединять концы листов 1, 2 фольги с трубчатым кожухом 7 в другом месте, а не на торце 11 сотового элемента 4, прежде всего на центральном участке 10 соединения сотового элемента 4 с обеспечением возможности беспрепятственного растяжения, при этом для соединения концов листов 1, 2 фольги с трубчатым кожухом 7 можно, в свою очередь, прежде всего использовать индуктивные или иные средства.
При необходимости же тем не менее соединить на торце концы листов фольги с трубчатым кожухом торец сотового элемента можно нагревать при соответствующем выполнении по меньшей мере части индуктивных катушек поверхностного индуктора таким образом, чтобы одновременно обеспечивалось соединение листов фольги с трубчатым кожухом. С этой целью предпочтительно использовать поверхностные индукторы, у которых по крайней мере на отдельных участках в краевой зоне предусмотрены индуктивные катушки, на которые в отличие от расположенных на других участках катушек подают переменное напряжение более высокой частоты.
С целью повысить стабильность носителя 3 матричного типа для сотового элемента 4 в торцевой части для изготовления прежде всего сотовых элементов 4 с раздельными участками 9 и 10 соединений индуктивным катушкам 12 предпочтительно придавать такую форму, при которой обеспечивается нагрев, прежде всего равномерный, практически всего торца 11 носителя 3 матричного типа для сотового элемента 4. Эту задачу можно решить и/или упростить ее решение в том числе, например, и за счет приведения поверхностного индуктора 13 и/или сотового элемента 4 в относительное движение, прежде всего во вращение друг относительно друга, как это условно показано стрелками на фиг.2.
Альтернативно или дополнительно к этому существует также возможность другого конструктивного исполнения поверхностного индуктора, который наряду с уже рассмотренной выше сегментной конструкцией индуктивных катушек можно выполнить, например, в виде спирального индуктора.
Как показали проведенные опыты, на индуктивные катушки 12 предлагаемого в изобретении устройства нет необходимости подавать переменное напряжение высокой частоты, составляющей примерно 3 МГц, как это имеет место, например, при использовании известных, работающих по принципу индукционного нагрева устройств для неразъемного соединения концов листов фольги с трубчатым кожухом, а вполне достаточно подавать переменное напряжение существенно меньшей частоты, которая составляет примерно от 130 до 170 кГц, прежде всего примерно от 140 до 160 кГц, предпочтительно примерно 150 кГц, и при которой в листах 1, 2 фольги, соответственно в носителе 3 матричного типа обеспечивается генерирование такого количества энергии, которого достаточно для получения соединений в требуемых точках 14, соответственно на имеющих форму пятен участках 15.
В заключение следует еще раз отметить, что в отличие от приведенного на фиг.2 схематичного изображения на практике поверхностный индуктор 13 находится не на столь большом удалении от торца 11 сотового элемента 4, а располагается практически вплотную к этому торцу. Как показано на фиг.2, сотовый элемент 4 или же все устройство можно также разместить в корпусе 16, что позволяет проводить нагрев в атмосфере защитного газа. Предлагаемое в изобретении решение пригодно прежде всего для получения неразъемных соединений такими методами, как пайка или спекание, и может эффективно использоваться в непрерывном производственном процессе для изготовления корпусов-носителей каталитических нейтрализаторов.
Изобретение может быть использовано для получения сотового элемента носителя матричного или каркасного типа, в частности корпуса-носителя для каталитического нейтрализатора, состоящего из набранных в пакет и/или свернутых в рулон, по меньшей мере, частично профилированных листов фольги, помещенных в трубчатый кожух. Нагрев торца сотового элемента проводят по меньшей мере на отдельных участках, имеющих форму пятен, с помощью поверхностного индуктора с соответственно расположенными индуктивными катушками. В процессе нагрева индуктор и/или сотовый элемент приводят в относительное движение, прежде всего во вращение друг относительно друга. Предусмотрена возможность получения соединений спеканием или пайкой с гибким варьированием занимаемой ими на торце площади. Поверхностный индуктор позволяет эффективно варьировать место расположения и/или размер создаваемых с его помощью точек соединения и/или имеющих форму пятен участков соединения. Способ получения неразъемного соединения непродолжителен и может эффективно использоваться в непрерывном производственном процессе. 2 н. и 8 з.п. ф-лы, 3 ил.
| JP 08112668 А, 07.05.1996 | |||
| УСТАНОВКА ЗЕМСНАРЯДА ДЛЯ СКВАЖИННОЙ ГИДРОДОБЫЧИ ПОЛЕЗНЫХ ИСКОПАЕМЫХ ИЗ ПРОДУКТИВНЫХ ПЛАСТОВ С НЕУСТОЙЧИВОЙ КРОВЛЕЙ | 1995 |
|
RU2111360C1 |
| СПОСОБ ПАЙКИ МЕТАЛЛИЧЕСКИХ ИЗОГНУТЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2100156C1 |
| Способ пайки многослойных конструкций | 1971 |
|
SU368790A1 |

