Настоящее изобретение относится к способу изготовления металлического сотового элемента, состоящего из по меньшей мере частично профилированных листов фольги, образующих проточные каналы прежде всего для прохода отработавших газов (ОГ), образующихся при работе двигателя внутреннего сгорания (ДВС). Такой металлический сотовый элемент также имеет по меньшей мере одно проходящее в его внутреннюю часть гнездо под датчик.
Подобные сотовые элементы с датчиками применяются прежде всего в качестве компонента "встроенной системы диагностирования" (ВСД), назначение которой состоит в контроле за правильностью работы каталитических нейтрализаторов, например, в системе выпуска ОГ автомобиля. Такие каталитические нейтрализаторы служат для превращения содержащихся в ОГ вредных веществ (таких как оксиды азота, ненасыщенные углеводороды, моноксид углерода) в вещества, выброс которых в атмосферу допустим в соответствии с действующими законодательными нормами. Учитывая тот факт, что прямое измерение концентрации, например, токсичных углеводородов с помощью датчика в настоящее время не представляется возможным, на сегодняшний день существует два метода, которые используются для контроля за работоспособностью каталитических нейтрализаторов.
Первый метод основан на определении количества накапливаемого в каталитическом нейтрализаторе кислорода. С этой целью перед каталитическим нейтрализатором и за ним устанавливают по кислородному датчику, которые определяют содержание кислорода в ОГ. На основе полученных с помощью этих датчиков результатов измерений можно получить информацию об аккумулирующей способности нейтрализатора, соответственно о степени его старения.
Второй метод предусматривает использование двух термочувствительных элементов, которые установлены непосредственно перед и за каталитическим нейтрализатором и с помощью которых определяют изменение температуры ОГ. Подобное изменение температуры ОГ обусловлено термическими процессами, протекающими внутри каталитического нейтрализатора, и прежде всего экзотермическими реакциями при взаимодействии каталитически активного покрытия нейтрализатора с ОГ.
Наряду с подобными системами с двумя датчиками, один из которых размещают перед каталитическим нейтрализатором, а другой - за ним, из описания к полезной модели DE 8816154 U известен носитель каталитического нейтрализатора ОГ, выполненный в виде цельного сотового элемента из металлических гофрированных полос. На этом носителе каталитического нейтрализатора установлен датчик, который проходит внутрь металлического сотового элемента. Необходимое для установки такого датчика отверстие предлагается далее выполнять электронно-лучевой или лазерной резкой, электроэрозионной обработкой или высокоскоростным фрезерованием и шлифованием. При этом было установлено, что выполнение подобного отверстия после изготовления металлического сотового элемента является технологически сложной операцией.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача предложить такой способ изготовления металлического сотового элемента, который обладал бы высокой надежностью и позволял бы использовать его в серийном производстве.
Указанная задача решается с помощью способа, представленного в п.1 формулы изобретения. Предпочтительные варианты осуществления этого способа приведены в зависимых пунктах формулы.
Способ изготовления металлического сотового элемента, состоящего из по меньшей мере частично структурированных или профилированных листов фольги, образующих проточные каналы прежде всего для прохода отработавших газов, образующихся при работе двигателя внутреннего сгорания, и имеющего по меньшей мере одно проходящее в его внутреннюю часть гнездо под датчик, заключается согласно изобретению в том, что по меньшей мере в одном листе фольги выполняют вырезы, листы фольги набирают в пакет и/или свертывают в рулон с образованием сотовой структуры, располагая при этом по меньшей мере один лист фольги таким образом, что образуется по меньшей мере одно проходящее во внутреннюю часть сотового элемента гнездо, листы фольги помещают в трубчатый кожух с отверстием, которое при этом по меньшей мере частично совмещают по меньшей мере с одним гнездом, и листы фольги по сборочной технологии соединяют между собой и/или с трубчатым кожухом в единую конструкцию.
Основная отличительная особенность предлагаемого в изобретении способа состоит прежде всего в том, что наиболее важные технологические операции, связанные с выполнением гнезда под датчик, выполняют еще до набора листов фольги в пакет и/или их свертывания в рулон с образованием сотовой структуры. При выполнении вырезов по такой технологии соответствующая нагрузка прикладывается только к непосредственно примыкающим к ним участкам по меньшей мере одного листа фольги. В отличие от этого при выполнении гнезда под датчик обычным известным методом деформации подвергались несколько соседних листов фольги, поскольку они располагались в уже готовой сотовой структуре достаточно близко друг к другу. Подобная деформация листов фольги приводила прежде всего к закупориванию ими каналов, что, например, отрицательно сказывалось на эффективности каталитического нейтрализатора или вызывало недопустимую потерю давления в нем. Предлагаемый в изобретении способ позволяет избежать подобного рода проблем, при этом каждый лист фольги предпочтительно подвергать соответствующей обработке, в ходе которой в нем выполняют вырезы, отдельно от других листов фольги.
Согласно одному из вариантов гнездо под датчик предлагается выполнять в виде глухого отверстия. В соответствии с этим вариантом вырезы по меньшей мере в одном листе фольги следует выполнять с таким расчетом, чтобы они после набора листов фольги в пакет и/или их свертывания в рулон образовывали гнездо под датчик, проходящее от периферии сотовой структуры внутрь нее. При этом размеры такого глухого отверстия должны быть лишь ненамного больше размеров датчика, выступающего внутрь сотового элемента. Тем самым несмотря на размещение датчика внутри сотового элемента обеспечивается наличие достаточно большого количества каналов, ограниченных сплошными по всей их длине стенками, которые имеют необходимую для эффективного каталитического превращения содержащихся в ОГ вредных веществ площадь поверхности.
Согласно еще одному варианту для формирования металлического сотового элемента предлагается использовать листы фольги толщиной менее 0,03 мм. Учитывая особую сложность последующей обработки столь тонких листов фольги (после их набора в пакет и/или свертывания в рулон) предлагаемый в изобретении способ пригоден для изготовления металлических сотовых элементов прежде всего из подобных листов фольги.
В соответствии еще с одним вариантом осуществления предлагаемого в изобретении способа вырезы в листах фольги изготавливают еще перед приданием им профильной структуры, т.е. перед их профилированием или структурированием. Обычно металлические сотовые элементы выполняют из гладких и гофрированных листов фольги. Гофрированные листы фольги изготавливают путем прокатки гладких листов фольги. Преимущество, связанное с выполнением вырезов в листах фольги до их профилирования, состоит в возможности использовать для этой цели сравнительно простые в осуществлении технологические методы. Так, в частности, появляется возможность выполнять вырезы в листах фольги вырубкой или пробивкой. Тем самым исключается повреждение профильной структуры листов фольги.
Согласно еще одному варианту листы фольги предлагается сначала по меньшей мере частично структурировать или профилировать, а затем набирать в пакет по меньшей мере те листы фольги, в которых предусмотрено выполнять гнездо под датчик, причем в этом случае вырезы в листах фольги выполняют с помощью высокоэнергетического луча или высокоэнергетической струи жидкости. При этом имеются в виду прежде всего методы лазерной резки, плазменной резки, а также методы резания струей воды с абразивом. Количество набираемых в пакет листов фольги, которые обрабатывают одновременно, предпочтительно ограничивать 20-ю, прежде всего 10-ю или 5-ю, листами фольги.
В соответствии со следующим вариантом осуществления предлагаемого в изобретении способа листы фольги сначала набирают в пакет, а затем S-образно свертывают в рулон или придают им изогнутую по проходящей изнутри наружу к трубчатому кожуху эвольвенте форму. В этом случае вырезы в листах фольги предпочтительно выполнять перед их набором в пакет. В сотовом элементе, образованном S-образно свернутыми в рулон листами фольги, соответственно свернутыми в рулон по эвольвенте листами фольги, каждый из таких листов фольги доходит до внешнего контура сотового элемента, соответственно до трубчатого кожуха, в который он помещен. Связанное с этим преимущество состоит в возможности выполнения соответствующего гнезда под датчик особо простыми в осуществлении методами. Для образования гнезда под датчик при этом вполне достаточно выполнить вырезы в задаваемом в зависимости от размеров датчика количестве расположенных по сечению сотового элемента рядом друг с другом листов фольги. Подобные вырезы непосредственно образуют необходимое для размещения датчика гнездо. В отличие от этого при выполнении вырезов в свернутых в рулон по спирали листах фольги постоянно приходится учитывать изменение длины периметра с каждым следующим витком спирали по мере удаления от центра сотового элемента, чтобы обеспечить совмещение выреза в сворачиваемом в рулон слое из листа фольги с вырезом в предыдущем слое из листа фольги.
Вырезам, выполняемым в листах фольги, предпочтительно придавать U-образную в плане форму и выполнять их различной длины прежде всего в соседних листах фольги. Придание вырезам в листах фольги U-образной в плане формы позволяет прежде всего использовать стержневидные датчики. Предусмотренное в предпочтительном варианте небольшое варьирование длины вырезов в соседних листах фольги позволяет учесть слегка изогнутую форму листов фольги вблизи трубчатого кожуха, при этом обеспечивается также, например, встраивание в сотовый элемент стержневидных датчиков без их соприкосновения с листами фольги.
Согласно следующему предпочтительному варианту осуществления предлагаемого в изобретении способа гнездо под датчик выполняют таким образом, что оно по меньшей мере на отдельных участках повторяет форму листов фольги. В этом случае вырезы требуется предусматривать лишь в сравнительно небольшом количестве соседних листов фольги. Форму датчика, вставляемого в образованное этими вырезами гнездо, предпочтительно согласовывать с формой листов фольги, которую они имеют в готовом сотовом элементе. Благодаря этому удается исключить повреждение листов фольги и свести к минимуму влияние датчика на функциональные возможности сотовой структуры.
Другие предпочтительные и наиболее предпочтительные варианты осуществления изобретения более подробно рассмотрены ниже со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схематичное изображение в перспективе металлического сотового элемента с датчиком,
на фиг.2 - схематичное изображение в перспективе набранных в пакет листов фольги с вырезами,
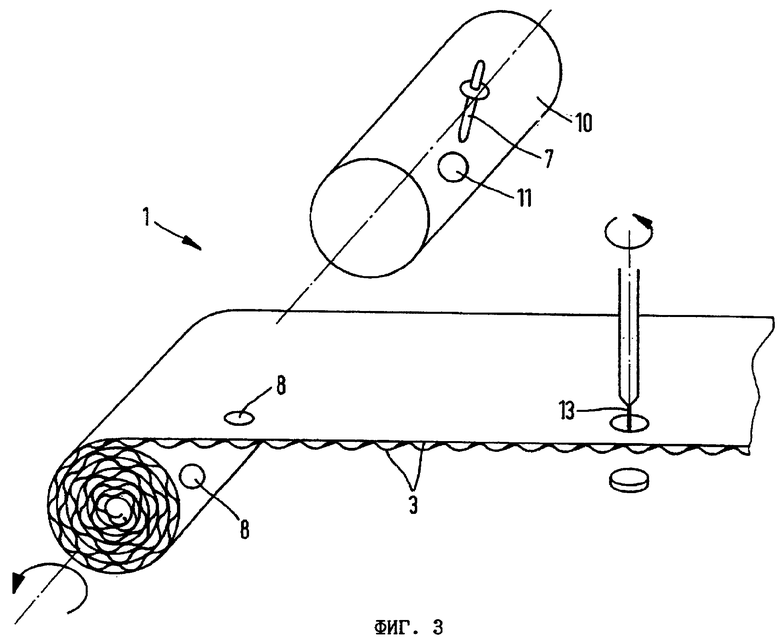
на фиг.3 - схема, иллюстрирующая процесс изготовления показанного в перспективе сотового элемента предлагаемым в изобретении способом,
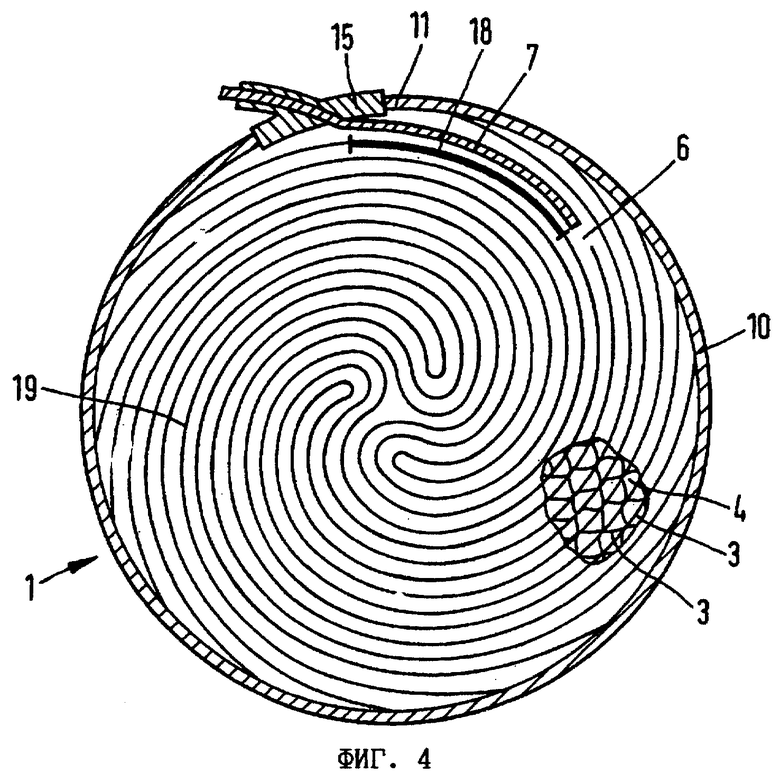
на фиг.4 - схематичное изображение в поперечном сечении выполненного по одному из вариантов металлического сотового элемента, образованного проходящими по эвольвенте листами фольги,
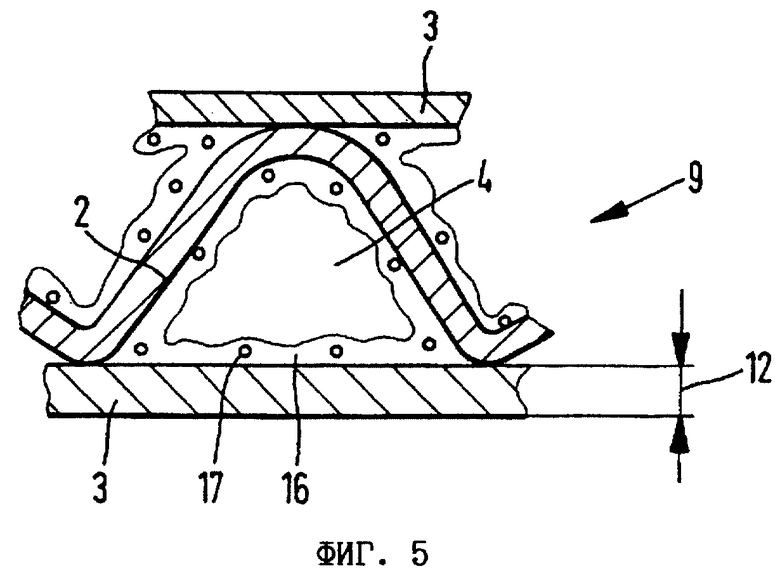
на фиг.5 - схематичное детальное изображение фрагмента сотовой структуры с покрытием.
На фиг.1 показан металлический сотовый элемент 1, состоящий из листов фольги 3, которые по меньшей мере частично снабжены профильными структурами 2, образующими каналы 4. Подобный металлический сотовый элемент 1 используется прежде всего для нейтрализации отработавших газов (ОГ) ДВС, поток которых проходит через указанные каналы 4 в сотовом элементе 1. Сотовый элемент 1 имеет проходящее в его внутреннюю часть 5 гнездо 6, в котором расположен датчик 7. Это гнездо 6 под датчик образовано несколькими вырезами 8, выполненными в соответствующем количестве листов фольги 3. Сами листы фольги при этом 3 S-образно скручены в рулон и заключены в трубчатый кожух 10.
На фиг.2 показан пакет из гладких и гофрированных листов фольги, которые совместно образуют сотовую структуру 9. Толщина 12 листов фольги 3 предпочтительно составляет менее 0,03 мм. Подобный набранный из листов фольги пакет затем, например, S-образно скручивают в рулон. При этом для получения, например, показанного на фиг.1 гнезда 6 в некоторых листах фольги предусмотрены вырезы 8, которые имеют заданную длину 14, измеряемую от прилегающих в последующем к трубчатому кожуху 10 краев листов фольги. При этом вырезы 8 в соседних листах фольги 3 предпочтительно выполнять различной длины 14. Такие вырезы различной длины предпочтительно при этом выполнять резанием отдельно в каждом листе фольги.
На фиг.3 показана схема, иллюстрирующая процесс изготовления металлического сотового элемента 1, образующие который листы фольги 3 спирально свертывают в рулон. При этом гладкий и профилированный листы фольги 3 накладывают один на другой и с помощью высокоэнергетического луча или высокоэнергетической (подаваемой под высоким давлением) струи 13 жидкости выполняют в них вырезы 8. Для выполнения, например, круглых вырезов 8 методом резания струей воды с абразивом над листами фольги 3 по траектории (обозначена стрелкой), которая соответствует требуемой форме выреза 8, перемещают, например, сопло. При этом интервал между двумя соседними вырезами 8 задают с таким расчетом, чтобы при свертывании обработанных таким путем листов фольги 3 в рулон с образованием сотовой структуры эти вырезы 8 всегда совмещались друг с другом. По достижении заданного диаметра образующего сотовую структуру рулона свернутые в него листы фольги 3 отрезают от остальной их подаваемой на свертывание в рулон части и полученную сотовую структуру помещают в трубчатый кожух 10. В трубчатом кожухе 10 имеется отверстие 11, которое при помещении сотовой структуры в этот трубчатый кожух по меньшей мере частично совмещают с вырезами 8. Таким путем получают гнездо 6 (не показано), в которое в последующем можно установить датчик 7.
На фиг.4 в поперечном сечении схематично показан выполненный по одному из вариантов металлический сотовый элемент 1, состоящий из листов фольги 3, при этом на чертеже не показана профильная структура 2, которую имеет часть листов фольги. В этом случае листы фольги 3 в свернутом в рулон состоянии имеют изогнутую в поперечном сечении по эвольвенте форму 19 и заключены в трубчатый кожух 10. При этом образованное вырезами в листах фольги 3 гнездо 6, равно как и установленный в нем и имеющий соответствующую форму датчик 7 на участке 18 повторяют изогнутую по эвольвенте форму 19, которую в свернутом в рулон состоянии имеют листы фольги. Датчик 7 при этом держателем 15 зафиксирован в отверстии 11 трубчатого кожуха 10. Датчик 7 с целью облегчить его введение в гнездо 6 по меньшей мере частично выполнен упругим, соответственно деформируемым. Тем самым количество листов фольги 3, в которых выполнены вырезы 8 (не показаны), ограничено величиной, составляющей менее 20, предпочтительно менее 10.
На фиг.5 в увеличенном масштабе более подробно схематично показан фрагмент сотовой структуры 9, снабженной покрытием. В этой сотовой структуре 9 ее каналы 4 образованы и ограничены листами фольги 3 за счет того, что в свернутом в рулон состоянии лист фольги 3 с профильной структурой 2 попеременно чередуется с гладким листом фольги 3. В данном случае толщина 12 листов фольги составляет менее 0,03 мм. Показанная на чертеже сотовая структура 9 с учетом предпочтительного применения подобных сотовых элементов 1 в качестве носителей каталитического нейтрализатора ОГ имеет каталитически активное покрытие 16. В процессе нейтрализации отработавших газов их проходящий через каналы 4 поток контактирует с этим покрытием 16, содержащиеся в котором благородные металлы 17 обеспечивают превращение вредных веществ в безвредные.
Изготовление сотового элемента предлагаемым в изобретении способом позволяет предотвратить обусловленное технологическими факторами повреждение каналов при последующем выполнении гнезд под датчики и обеспечивает тем самым, например, наиболее эффективную нейтрализацию ОГ.

Изобретение может быть использовано в системе выпуска отработавших газов автомобиля. Способ изготовления металлического сотового элемента, состоящего из по меньшей мере частично профилированных листов фольги, образующих проточные каналы прежде всего для прохода отработавших газов, образующихся при работе двигателя внутреннего сгорания, и имеющего по меньшей мере одно проходящее в его внутреннюю часть гнездо под датчик, заключается в том, что по меньшей мере в одном листе фольги выполняют вырезы, листы фольги набирают в пакет и/или свертывают в рулон с образованием сотовой структуры, располагая при этом по меньшей мере один лист фольги таким образом, что образуется по меньшей мере одно проходящее во внутреннюю часть сотового элемента гнездо, листы фольги помещают в трубчатый кожух с отверстием, которое при этом по меньшей мере частично совмещают по меньшей мере с одним гнездом, и листы фольги по сборочной технологии соединяют между собой и/или с трубчатым кожухом в единую конструкцию. Изготовление сотового элемента предлагаемым в изобретении способом позволяет предотвратить обусловленное технологическими факторами повреждение каналов при последующем выполнении гнезд под датчики и обеспечивает тем самым, например, наиболее эффективную нейтрализацию отработанных газов. 1 н. и 7 з.п. ф-лы, 5 ил.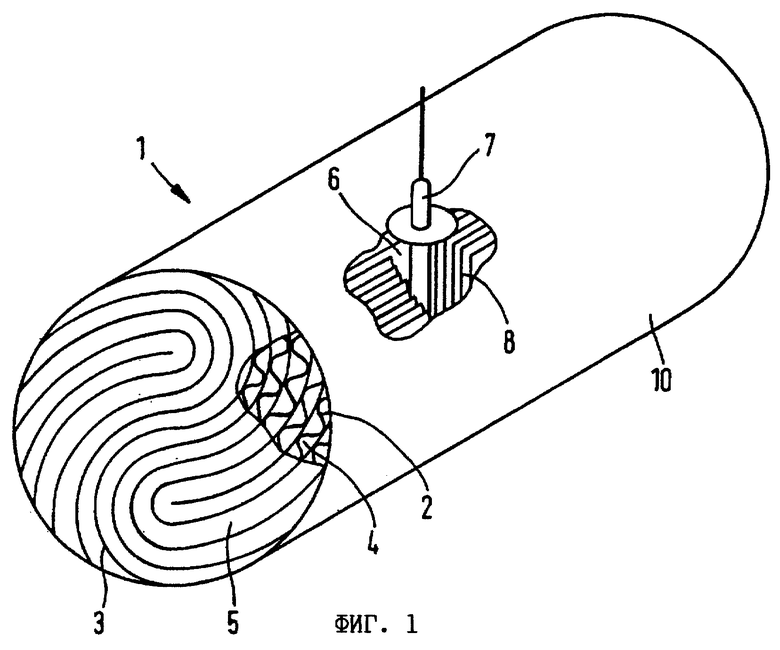
| Устройство для измерения углов наклона | 1981 |
|
SU1012018A1 |
| DE 19921263 A1, 16.11.2000 | |||
| Огнетушитель | 0 |
|
SU91A1 |
| ЭЛЕМЕНТ С СОТОВОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ НЕЙТРАЛИЗАЦИИ ОТРАБОТАВШИХ ГАЗОВ, ИМЕЮЩЕЕ ЭЛЕМЕНТ С СОТОВОЙ СТРУКТУРОЙ | 1996 |
|
RU2153083C2 |
| СПОСОБ КОНТРОЛЯ ЗА КАТАЛИТИЧЕСКОЙ АКТИВНОСТЬЮ КАТАЛИЗАТОРА В СИСТЕМЕ ВЫХЛОПА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) | 1991 |
|
RU2076930C1 |

