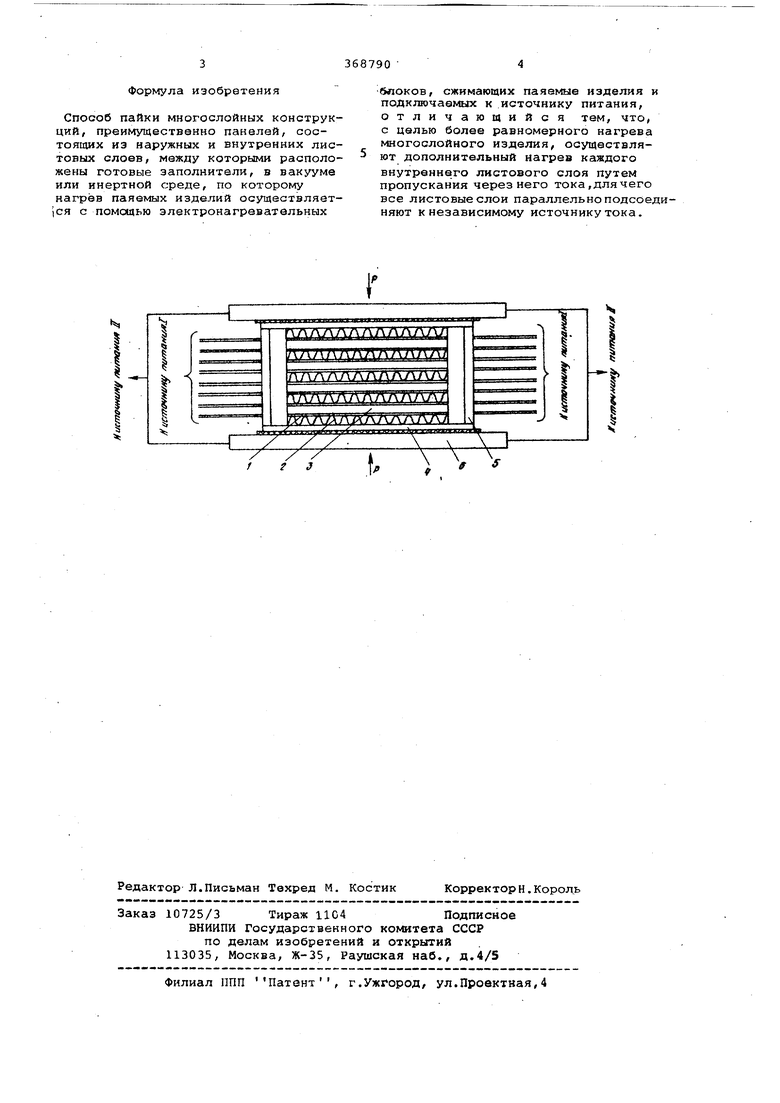
Изобретение относится к области пайки, в частности к способу пайки многослойных конструкций. Известен способ пайки многослойных конструкций, преимущественно панелей, состоящих из наружных и внутренных листовых слоев.между которыми расположены готовые заполнители,в вакууме или инертной среде, по которому нагрев паяемых изделий осуществляют .с помощью электронагревательных блоков, сжимакяцих .паяемые изделия и ; подключаемых к источнику питания. Для бйлее равномерного нагрева многослойного изделия предложено осуществлять дополнительный нагрев каждого внутреннего листового слоя многослойной конструкции путем пропуска ния тока через него, для-чего все листовые слои пара.ш1ельно подсоединяют к независимому источнику тока. Предложенный способ поясняется чертежом. Собранная под пайку с разманенным в соответствующих местах припоем многослойная пластинчатая конструкция которая состоит из внутренних обшивок 1, заполнителя 2, проставок 3, наружных обшивок 4- и элементов присоединительной части 5, устанавливается и сжимается между электрически изолированными от изделия токопроводящими злектри ескими блоками 6. В зависимости от конструктивного выполнения реального изделия для нагрева наружных элементов в конструкции Mory-i быть использованы несколько источников питания. Выступающие за пределы конструкции концы внутренних обшивок подключают к источнику питания , а электрические .блоки 6 - к источнику питания II „ Объем камеры, в которой производится пайка, вакуумируют, а при использовании инертной среды затем заполняют инертным газом. После этого включают, оба источника питания и nponyv кают ток через внутренние обшивки и электрически изолированные от изделия обкладки, поддерживая одинаковую температуру всех элементов конструкции до момента расплавления припоя. Температуру всех элементов конструкции контролируют с помощью термопар.Время равномерного нагрева конструкции до расплавления припоя 1 ч.
Формула изобретения
Способ пайки многослойных конструкций, преимущественно панелей, состоящих из наружных и внутренних листовых слоев, между которыми расположены готовые заполнители, в вакууме или инертной среде, по которому нагрев паяемых изделий осуществляет|Ся с помощью электронагревательных
блоков, сжимающих паяемые изделия и подключаемых к источнику питания, отличающийся тем, что, с целью более равномерного нагрева многослойного изделия, осуществляют дополнительный нагрев каждого внутреннего листового слоя путем пропускания через него тока,длячего все листовые слои параллельно подсоедняют к независимому источнику тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки трубчатой сотовой панели | 1981 |
|
SU1018834A1 |
| СПОСОБ ПАЙКИ СОТОВЫХ ПАНЕЛЕЙ | 2003 |
|
RU2242341C1 |
| Способ изготовления панели сложного профиля | 2002 |
|
RU2220849C2 |
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| Способ индукционной пайки | 1980 |
|
SU998029A1 |
| Способ изготовления многослойной сотовой панели | 1980 |
|
SU935581A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПЛОЩАДОК ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА ВТОРОГО ПОКОЛЕНИЯ И КОМПЛЕКС ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2746654C1 |
| СПОСОБ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПАЙКИ | 2019 |
|
RU2758710C2 |
| Способ контактной пайки изделий | 1977 |
|
SU727350A1 |
| Способ пайки сотовых панелей | 1981 |
|
SU975290A1 |
л/т AA/tTX-VV
ДПттДТМДТДМТДТДТАГДТ
А А А
§
/ /
/ /
г 3
