Изобретение относится к прокатному производству и может быть использовано при изготовлении сортовых гнутых профилей относительно малых размеров.
Для изготовления гнутых профилей используются специальные станы, содержащие обычно 8-14 двухвалковых клетей. В зависимости от размеров исходной заготовки профилегибочные станы делятся на несколько типов (например, легкие станы используют полосовую заготовку сечением не более 2х150 мм). Привод современных профилегибочных станов содержит двигатель, редуктор, шестеренные клети, муфты и шпиндели [1].
Известен привод многоклетевого профилегибочного стана, преимущественно легкого типа, с верхними и нижними рабочими валами, содержащий двигатель, редуктор, натяжное устройство и бесконечную цепь, огибающую звездочки, смонтированные на концах рабочих валов [2].
Недостатком известного устройства является наличие "полного" привода (т. е. верхнего и нижнего валов) только двух клетей - первой и последней. Это значительно снижает технологические возможности данного стана, так как при профилировании некоторых достаточно сложных профилей возникают пробуксовки формуемых полос, что приводит к обрывам цепи и длительным остановкам стана, в результате чего возрастают трудозатраты на производство.
Технической задачей изобретения является расширение технологических возможностей стана и снижение затрат при профилировании.
Для решения поставленной задачи в известном приводе многоклетевого профилегибочного стана, преимущественно легкого типа, с верхними и нижними рабочими валами, содержащем двигатель, редуктор, натяжное устройство и бесконечную цепь, огибающую звездочки, смонтированные на концах рабочих валов, звездочки попарно установлены на верхних и нижних рабочих валах, причем звездочки верхних валов выполнены с диаметром, превышающим диаметр звездочек нижних валов, бесконечная цепь огибает часть пар звездочек по S-образной кривой, а ветви цепи, огибающие звездочки каждой данной пары, расположены под углом к горизонтальной плоскости, оставшиеся пары звездочек снабжены дополнительными звездочками, диаметр которых меньше диаметра звездочек нижних рабочих валов, установленными перед каждой упомянутой парой звездочек по направлению перемещения цепи в середине межклетевого промежутка, а цепь огибает упомянутые дополнительные звездочки и соответствующие им звездочки нижних валов по V-образной кривой, при этом угол наклона ветвей цепи, огибающих звездочки нижних рабочих валов по V-образной кривой к горизонтальной плоскости по меньшей мере равен углу наклона к горизонтальной плоскости ветвей цепи, огибающей соответствующие звездочки нижних рабочих валов по S-образной кривой, и равен или меньше угла наклона к горизонтальной плоскости ветвей цепи, огибающих звездочки верхних рабочих валов.
Двигатель и редуктор установлены на входе в стан, а натяжное устройство - на его выходе.
Сущность данного технического решения состоит в том, что у стана с цепным приводом необходимая часть верхних валов отключается от привода за счет снятия цепи с их звездочек и замены S-образного огибания цепью обеих звездочек конкретной их пары V-образным огибанием только нижних звездочек. При этом за счет дополнительных звездочек малого диаметра угол охвата нижних звездочек цепью (а следовательно, и количество их зубьев, контактирующих с цепью) остается практически неизменным. Кроме того, конкретизируется местоположение двигателя и натяжного устройства, что также способствует решению поставленной задачи.
На чертеже схематически показан привод многоклетевого профилегибочного стана.
Привод содержит ведущую звездочку 1 (зубчатое колесо), закрепленную на валу редуктора 2, верхние 3 звездочки с диаметром D и нижние 4 с диаметром d(D > d), установленные соответственно на концах верхних и нижних рабочих валов. Расстояние между звездочками равно заданному межклетевому расстоянию стана. На противоположной двигателю 5 стороне стана установлено натяжное устройство со звездочкой 6. Стрелками показано направление движения полосы и цепи.
Бесконечная цепь 7 поочередно огибает либо все звездочки (по S-образной кривой, показанной для двух средних клетей III и IV пунктиром), либо все нижние и часть верхних звездочек (на чертеже - четыре из шести). Для реализации последнего варианта между III и IV, а также IV и V клетями в середине межклетевого промежутка L/2 установлены дополнительные звездочки 8 с диаметром d1 < d таким образом, чтобы угол наклона к горизонтальной плоскости цепи, огибающей эти звездочки, составил α1≤ α ≤ α2 , где α1 и α2- аналогичные углы ветвей цепи, огибающей звездочки 2 и 3, причем α1= α2 или α1≠ α2 в зависимости от конкретного исполнения стана, т.е. от соотношения величины L:H и D:d, на чертеже α1< α2.
Соблюдение вышеприведенного соотношения величин α1, α и α2 обеспечивает максимальный охват звездочек цепью (т.е. ее контакт с наибольшим числом их зубьев), что уменьшает износ цепи и звездочек, а также предотвращает "сброс" цепи при увеличении момента профилирования. При этом длина цепи не увеличивается (не нужна ее замена).
Если требуется, чтобы α1= α, то должны выполняться следующие соотношения:
где
R и r - радиусы звездочек 3 и 2;
h - расстояние по вертикали между осями звездочек 2 и 7.
Опытную проверку найденного технического решения производили на профилегибочном стане 0,3-1,5 х 20-90 АО "Магнитогорский меткомбинат". С этой целью на стане, содержащем 9 клетей (1 - задающая) с консольным расположением рабочих валков в зависимости от конкретного формуемого профиля опробовались различные варианты исполнения привода: с приводом всех валков, всех нижних и одновременно 4 - 6 верхних валков.
Опыты показали, что "дифференцирование" цепного привода для конкретных профилей уменьшает расход валков (за счет продления их рабочей кампании) на 15-35%, сокращает энергозатраты на 12-30% и значительно (в несколько раз) уменьшает количество таких дефектов поверхности металла, как "царапина" и "риска".
Установлено также, что наиболее благоприятным является расположение двигателя и редуктора на входной стороне стана. В этом случае при малом количестве (2-3) "полноприводных" (с приводом обоих валков) клетей улучшается натяжение той ветви цепи, которая огибает звездочки: эта ветвь становится ведущей, а нижняя (свободная) ведомой. При расположении же двигателя на выходе из стана ведущей становится нижняя цепь, что в отдельных случаях вызывает "сброс" цепи со звездочек и пробуксовки валков.
Пример конкретного выполнения.
Привод многоклетевого профилегибочного стана легкого типа содержит (см. чертеж) 9 пар зубчатых колес (звездочек) с D = 106,5 и d = 76,4 мм, насаженных на концы рабочих валов, 5 дополнительных звездочек с d' = 51,2 мм, установленных в середине межклетевных промежутков средних клетей, а также натяжную и силовую звездочки с D = 106,5 мм. Двигатель и редуктор - на входе в стан.
Величины L = 250 и H = 106 мм, α1≅ 43°, α2≅ 60°, α = 50°, h' = 50 мм. Цепь - роликовая мотоциклетная (цепь Галля) типа ПN2, с шагом t = 15,875 мм и допустимой нагрузкой 2000 кгс. Мощность привода - 7 кВт.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД МНОГОКЛЕТЕВОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2188729C2 |
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2244604C1 |
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2256522C1 |
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2334578C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2004 |
|
RU2264877C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА ПРОСЕЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2124409C1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ШВЕЛЛЕРНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040993C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ ЛЕГКОГО ТИПА | 1997 |
|
RU2118214C1 |
Изобретение может быть использовано в прокатном производстве при изготовлении сортовых гнутых профилей относительно малых размеров. Привод многоклетевого профилегибочного стана , преимущественно легкого типа, включает двигатель, редуктор, натяжное устройство и бесконечную цепь. Последняя огибает звездочки, попарно расположенные на концах рабочих валов. Звездочки верхних валов имеют диаметр, превышающий диаметр звездочек нижних валов. Цепь огибает часть пар звездочек по S -образной кривой. Ветви цепи, огибающие звездочки каждой пары, расположены под углом к горизонтальной плоскости. Оставшиеся пары звездочек снабжены дополнительными звездочками. Их диаметр меньше диаметра звездочек нижних валов. Цепь огибает дополнительные звездочки и соответствующие им звездочки нижних валов по V -образной кривой. Ветви цепи, огибающие звездочки по V -образной кривой, наклонены к горизонтальной плоскости на угол по меньшей мере равный углу наклона к горизонтальной плоскости ветвей цепи, огибающей звездочки по S -образной кривой. Упомянутый угол также равен или меньше угла наклона к горизонтальной плоскости ветвей цепи, огибающих звездочки верхних валов. 1 з.п. ф-лы, 1 ил.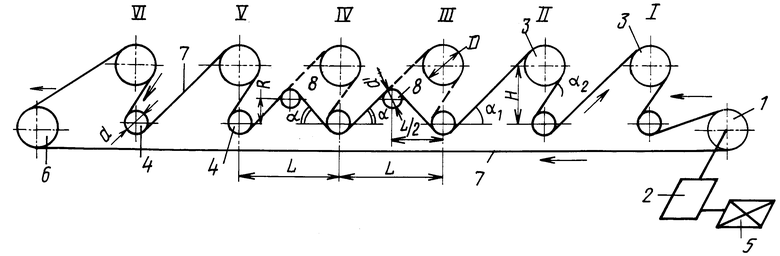
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Производство гнутых профилей / Под ред | |||
| И.С.Тришевского | |||
| - М.: Металлургия, 1982, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1819171, B 21 D 5/14, 1993. | |||
